BulkFeeder_Instruction_Rev05_C.pdf - 第34页
28 A-4 零件分离装置的动作确认 <零件夹板的确认方法> 零件夹板是在顶出杆降低的状态下夹紧零件使之无法移动的装置。 如右图所示,使吸附位置向下,若零件传送到吸附位置,则会造 成零件压板工作不良。 需要对零件压板进行调整或者更换、调整。 <零件夹板解除的确认方法> 手动抬起顶出杆(上升)的状态下,在吸附位置之前,零件也会发生堵塞。(尚未解除夹紧状态) 需要对零件压板进行调整或更换。 经过以上确认发现出现不良现…
27
P.P 遮挡器的工作不顺畅时
①拧掉 P.P 遮挡器固定螺钉,拆掉 P.P 外罩。
②拧掉 2 个 P.P 遮挡器的台螺钉,确认 P.P 遮挡器里是否有焊锡渣滓等。如果可能有的话,请用
酒精清洁 P.P 遮挡器和 P.P 台部位。用酒精清洁后,请在下述部位薄薄地涂上润滑油。
注释)每个台螺纹部位都有 1 个垫圈,请注意不要弄丢。
请将润滑油薄薄地涂在●部位。
④按照下述指示,在遮挡器台螺钉的螺纹部位的前端 1mm 之间,薄薄地涂上粘着剂(相当于 277)。
轻轻地擦掉。
涂上粘着剂
⑤请用 P.P 遮挡器台螺钉(紧固扭矩为 0.098N/m(1kg/cm))来安装 P.P 遮挡器。安装后,前后
移动以达到与润滑油的充分混合。接着安装 P.P 遮挡器(参照 20 项<P.P 台部位的清洁Ⅱ>),最
后确认遮挡器能够正常工作。
经过以上的确认后,发现不符合以上内容时,需要进行调整或更换,请与本公司联系。
注释)润滑油涂得过多,就会进入到 P.P 遮挡器下面,
造成遮挡器工作不良,而进入零件吸附位置则会造成吸
附率下降。
注释)粘着剂涂得过多,则会进入 P.P 遮挡器部
位、垫圈部位,造成遮挡器工作不良或吸
附率降低。
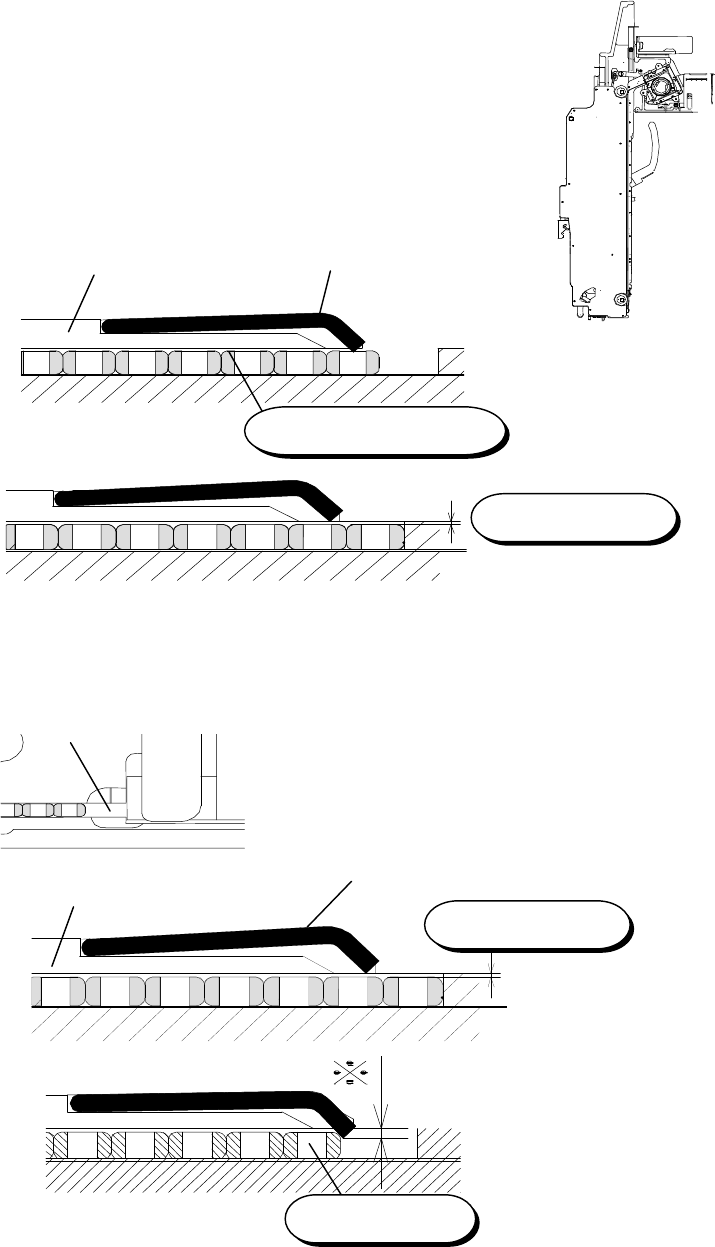
28
A-4 零件分离装置的动作确认
<零件夹板的确认方法>
零件夹板是在顶出杆降低的状态下夹紧零件使之无法移动的装置。
如右图所示,使吸附位置向下,若零件传送到吸附位置,则会造
成零件压板工作不良。
需要对零件压板进行调整或者更换、调整。
<零件夹板解除的确认方法>
手动抬起顶出杆(上升)的状态下,在吸附位置之前,零件也会发生堵塞。(尚未解除夹紧状态)
需要对零件压板进行调整或更换。
经过以上确认发现出现不良现象的话,请首先进行“遮挡器的工作确认 A-3”。
不是由于遮挡器工作不良引起的故障,需要调整或更换零件,请与本公司联系。
正常
P.P 外罩
零件压板
夹紧零件
异常
有缝隙
正常
P.P 外罩
零件压板
不良
有间隙
零件堵塞
吸附位置
29
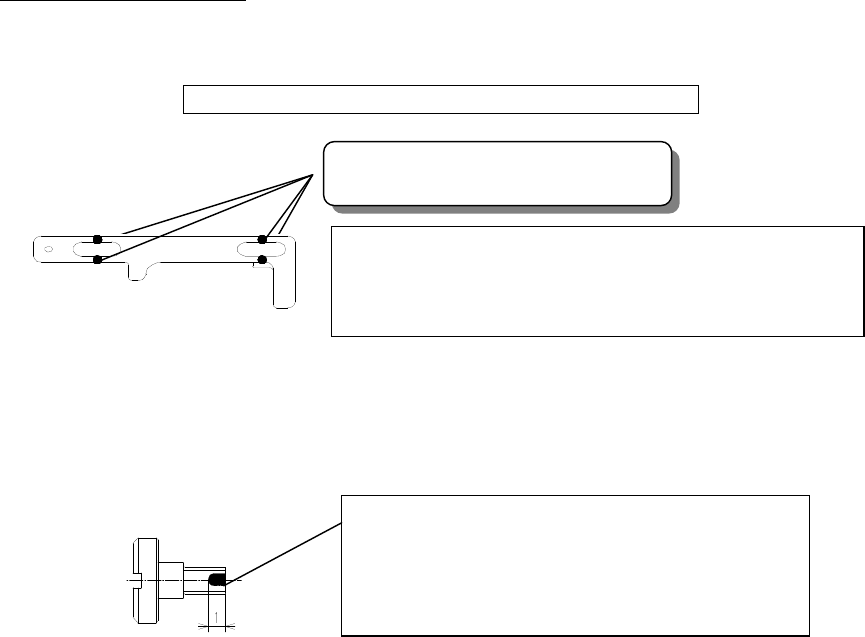
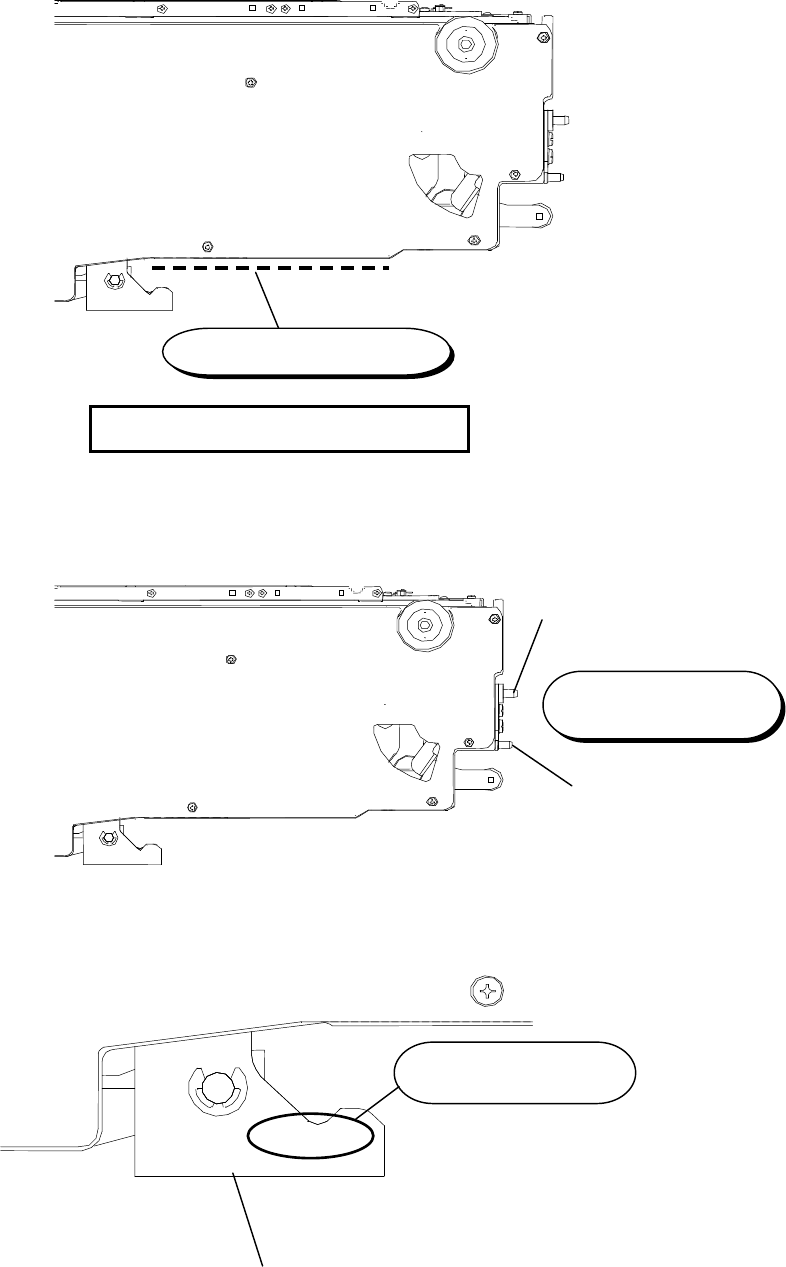
A-5 安装基准面(底面)的伤痕、异物的附着
<确认位置>
安装基准面
<对策>
(a)请除去异物。
(b)异物混入时,除去异物,用砂纸(#800~#1000)进行打磨消除凹凸不平。
A-6 定位基准销的磨损、变形
<确认位置>
基准销出现磨损、变形时,需要进行零件的更换和吸附位置的再次调整,请与本公司联系。
A-7 锁定杆的伤痕、变形
确认锁定杆的锁定轴的配合部位无伤痕、变形。
锁定杆出现伤痕、变形时,需要进行零件的更换以及吸附位置的再调整,请与本公司联系。
无伤痕、异物附着。
必要工具:砂纸(#800 to #1000)
基准销 A
无磨损、变形
基准销 B
锁定杆
无伤痕、变形。