BulkFeeder_Instruction_Rev05_C.pdf - 第41页
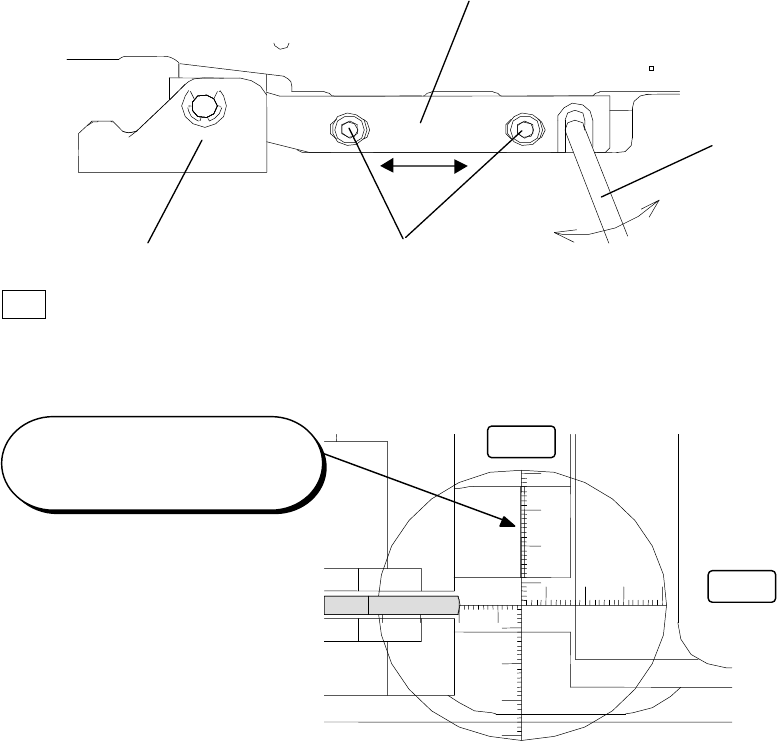
35 <Y 调整> 步骤 (a)拧松锁定杆部件的固定螺钉。(为了使 X 轴基准销(组)的微调变容易,可拧松到具有适当抵抗 运动的程度) (b)安装 Y 轴调整工具后旋转工具,将取出位置调整到下述的位置,在此状态下固定。 Y 轴 锁定杆部件 锁定杆 固定螺钉 Y 轴调整工具 X 轴 使供料器的压点线与检查夹具 的 X 轴一致。(±0.05) Y轴
34
A-14 取出位置的调整方法
使用检查夹具,按照下述要领进行取出位置的调整。
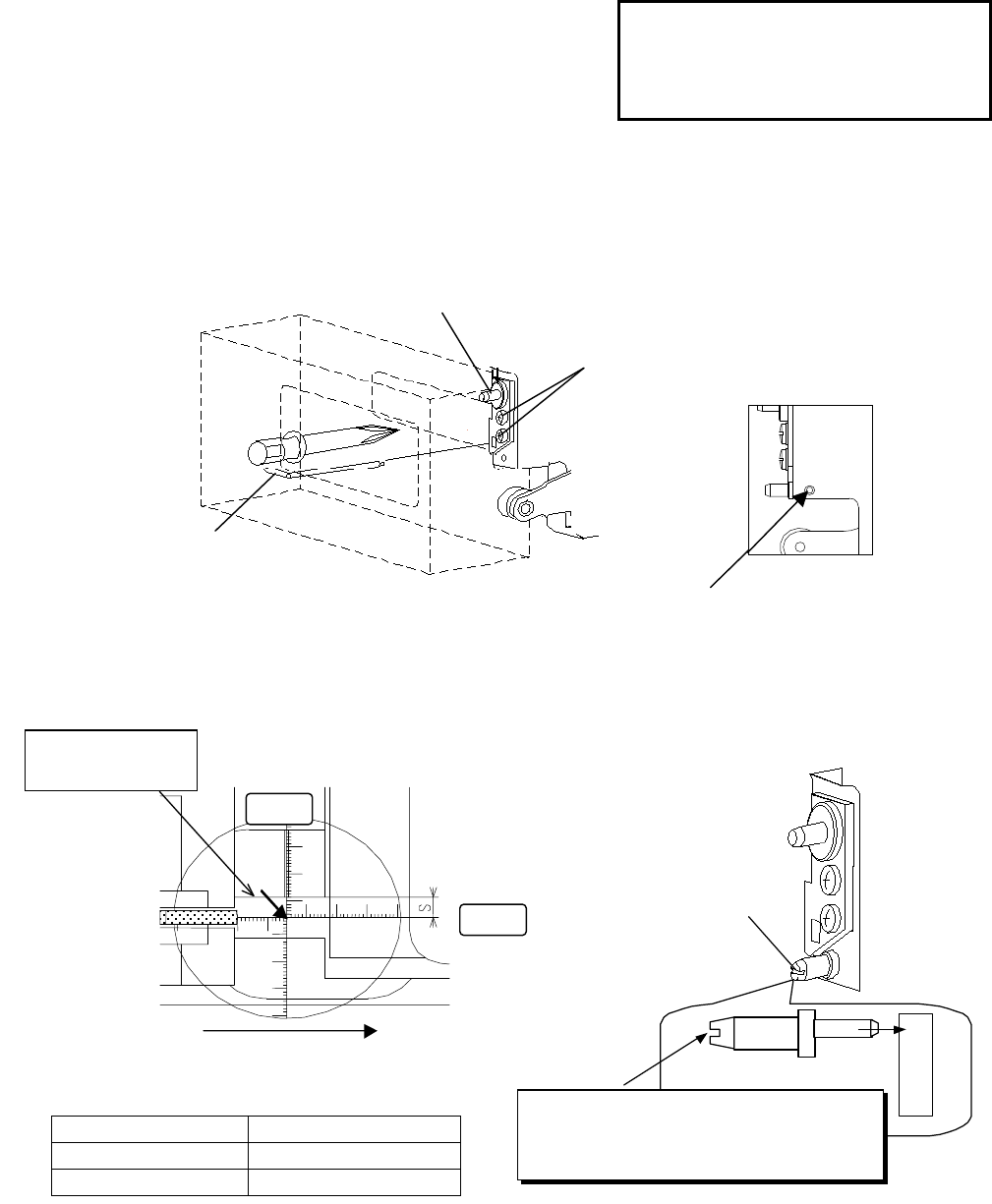
<X 调整>
步骤
(a)请拧松 X 轴基准销 B 固定螺钉,拔出基准销。
(b)拧松 X 轴基准销(组)固定螺钉。(为了使 X 轴基准销(组)的微调变容易,可拧松到具有适当抵
抗运动的程度)
(c)将供料器安装在检查夹具上。(用主夹具确认 XY 是否符合)
(d)安装 X 轴调整工具,使工具转动,将取出调整到下述位置,在此状态下固定 X 轴基准销 B。
(e)接着将 X 轴基准销 B 安装在底座上。
注释) 安装时使 X 轴基准销 B 的偏心向下。
(f) 旋转 X 轴基准销 B,将 X 方向的取出位置调整到相同的位置后固定。
必要工具:
十字形螺丝刀(No.2)
一字形螺丝刀(小)
六角扳手, X 轴调整工具, Y 轴调整工具
X 轴基准销(组)
X 轴基准销(组)固定螺钉
X 轴基准销 B 固定螺钉
X 轴调整工具
P.P 台的槽侧面
S 尺寸/刻度
BF25CS 0.3 ± 0.05/6
BF28CS、BF28RS 0.475 ± 0.05/9.5
X轴
Y轴
安装方法
注释)安装时使用螺丝刀保证前端不
会产生误差。
零件传送方向
X 轴基准销 B
35
<Y 调整>
步骤
(a)拧松锁定杆部件的固定螺钉。(为了使 X 轴基准销(组)的微调变容易,可拧松到具有适当抵抗
运动的程度)
(b)安装 Y 轴调整工具后旋转工具,将取出位置调整到下述的位置,在此状态下固定。
Y 轴
锁定杆部件
锁定杆
固定螺钉
Y 轴调整工具
X 轴
使供料器的压点线与检查夹具
的 X 轴一致。(±0.05)
Y轴
36
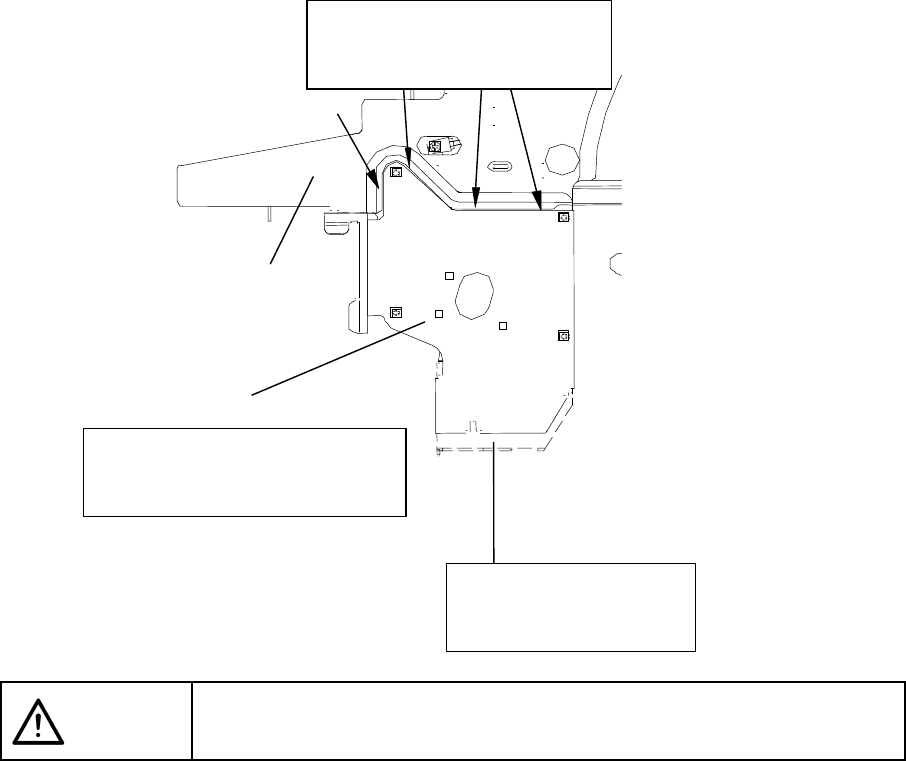
A-15 掉入辅助底座和底座间的零件的除去方法
(a)将供料器内的零件全部清除掉。
(为了防止不同零件的混杂)
(b)请拆卸掉接头盒。
(c)按照下图所示指示,将供料器倒过来,再通过轻微鼓风除去辅助底座中的零件。
(d)零件卡在里面怎么也无法取出时,请使用细小的圆棒等将其弄出来,同时要注意不要损伤机器。
注意
请不要用力敲打辅助底座。否则可能会造成调整值发生偏差等问题。
在底座和辅助底座之间进行鼓
风作业,除去其中的零件。
底座
辅助底座
轻轻敲打辅助底座,除去其中的
零件。
清除所有的零件,拆掉
接头盒。