BulkFeeder_Instruction_Rev05_C.pdf - 第49页
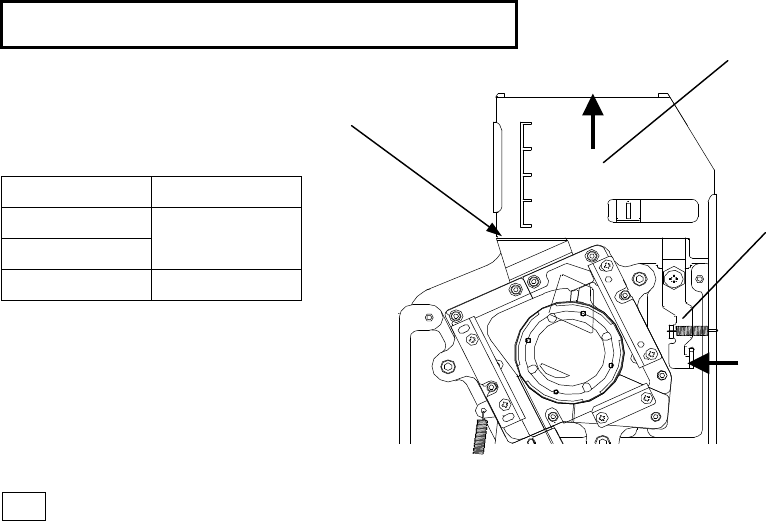
43 9-6 接头盒 机器型号 间隙 BF25CS BF28RS 0.2 以下 BF28CS 0.4 以下 步骤 (a)向左按压接头盒固定装置,抽出接头盒。 (b)请安装新接头盒。 (c)最后确认接头盒与滚筒式卸料管之间的接缝无缝隙。 与上表数据相比, 间隙大时, 请稍稍用力 按压使接缝处紧密接合。 (d)即使经过上面操作仍然间隙大时,请与本公司联系。 必要工具:间隙规(市场出售的厚度量规) 接头盒 接头盒固定装置 注释:确认外周无间隙
42
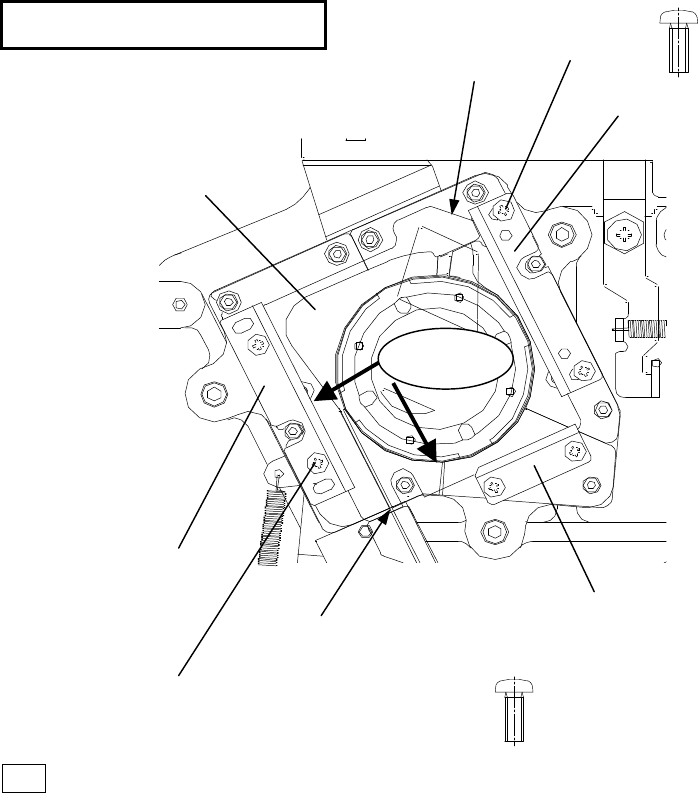
9-5 滚筒外罩
步骤
(a)将滚筒外罩压板的定位螺钉全部拧松(转 2 下左右),将右侧的压板向外移动,取下外罩。
(b)安装新外罩。
(c)请确认此时外罩的倒角在右上方。
(外罩的凹陷是为了防止旋转滚筒引起的零件卡住现象)
(d)将外罩靠近左下方,固定左侧的压板螺钉。
请确认此时与轨道外罩 C 之间没有间隙。
(紧固扭矩请使用稍弱的 0.15N·m 来拧紧。)
(e)接着拧紧剩余的定位螺钉。
必要工具:十字螺丝刀(No1)
滚筒外罩(组件)
倒角部位
定位螺丝
滚筒外罩压板 A
朝该方向取下
滚筒外罩压板 B
注释)只有这处的按压定位螺钉和
其它位置的不同。
滚筒外罩压板 A
注释:无间隙
43
9-6 接头盒
机器型号 间隙
BF25CS
BF28RS
0.2 以下
BF28CS 0.4 以下
步骤
(a)向左按压接头盒固定装置,抽出接头盒。
(b)请安装新接头盒。
(c)最后确认接头盒与滚筒式卸料管之间的接缝无缝隙。与上表数据相比,间隙大时,请稍稍用力
按压使接缝处紧密接合。
(d)即使经过上面操作仍然间隙大时,请与本公司联系。
必要工具:间隙规(市场出售的厚度量规)
接头盒
接头盒固定装置
注释:确认外周无间隙
◆修订履历
改版 日期 修订页 修订内容 备注
00 2001.05 初版
01 2001.09 修订
02 2001.11 修订
03 2002.04 修订
04 2002.07 修订
05 2009.07 修订