BulkFeeder_Instruction_Rev05_C.pdf - 第18页
12 图 5.2 贴片机(贮料器) 固定板 定板的定位孔 固 定 板B的U槽 锁定轴 V 槽 确认贮料器上面没有元 件等异物
11
5.安装到贴片机上
5-1 散装料供料器在贴片机上的安装及拆卸
步骤
(a)进行安装之前,为了避免取出位置的零件跳动,要将顶出杆支架抬高,并关闭 P.P 遮挡器。
(“防止零件飞出构造”:防止在贴片机上进行安装或拆卸以及搬动时零件飞出来)
(b)请确认散装料供料器的固定面、贴片机上的贮料器上面没有元件等异物。
(c)用手抓住把手,另一只手的大拇指勾住锁定杆,食指顶住支撑部位。
(d)将散装料供料器的固定面放在供料器贮料器上。
(e)按箭头方向拉动锁定杆。
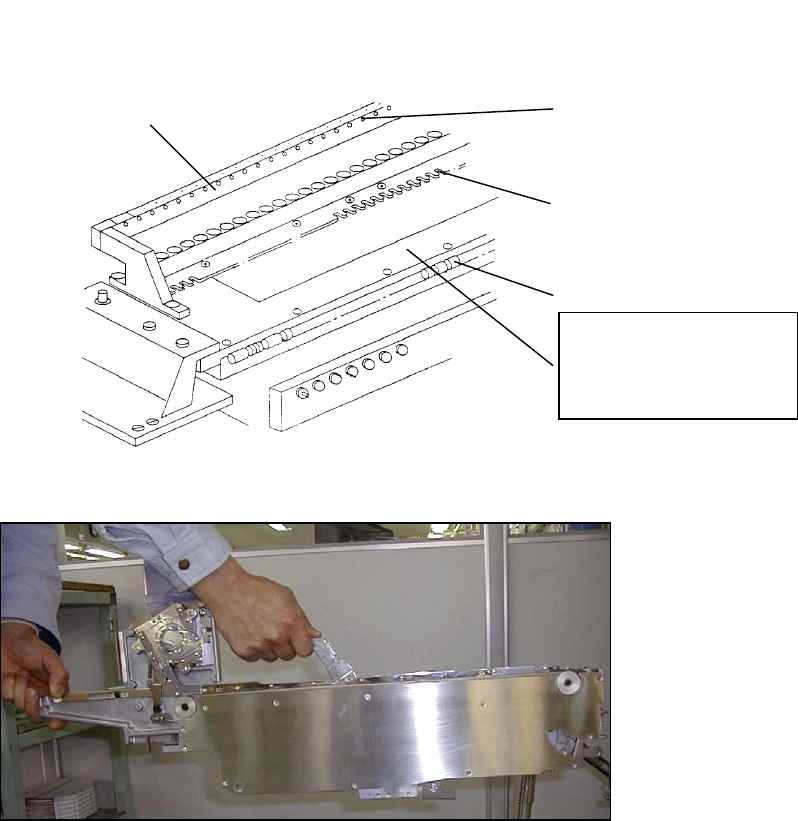
(f)使散装料供料器向安装方向滑动,将贮料器的固定板的定位孔与装置定位销、固定板 B 的贮
料器 U 槽与固定销、锁定轴 V 槽与锁定支架一一对准,然后塞入,使装置前端表面接触到定
位板。
(g)手指放开锁定杆,固定装置。
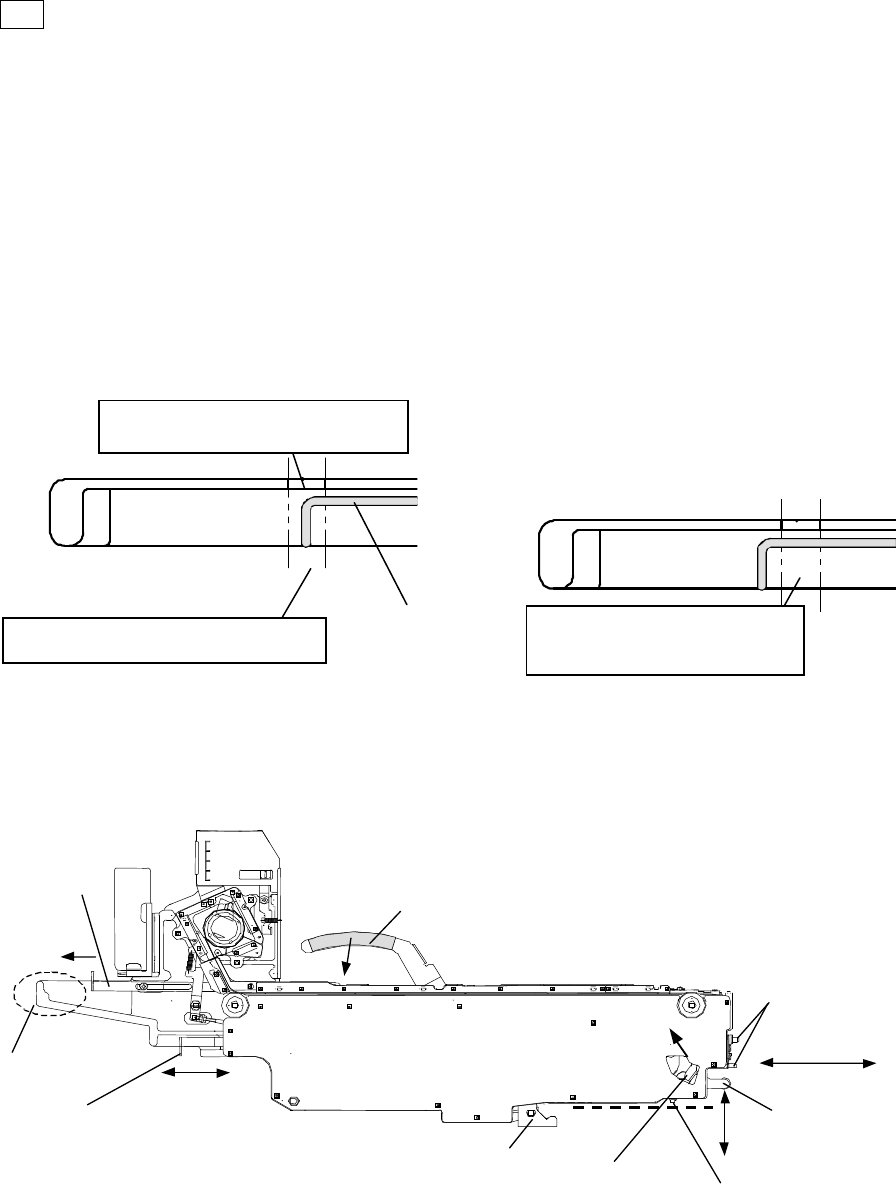
请进行以下的确认,检查供料器是否已经确实固定在了贴片机上。
从 A 处看的图
ⅰ)确实已经固定好。 ⅱ)未固定好,请将供料器从贴片机上
拆下来重新安装。
(h)请操纵手动杆或顶出杆 2~3 次。(顶出杆下降,P.P 遮挡器打开。)
(i)安装完毕后,请放下把手。(参照 4-1)
(j)拆卸时先将把手打开,然后向箭头方向拉顶出杆,向拆卸方向拉动装置,从而拆下装置。
图 5.1 在贴片机上的安装及拆卸
锁定杆在确认用凹槽的范围内。
锁定杆不在确认用凹槽的范
围内。
锁定杆
用于确认锁定杆位置的凹槽
支撑部位
锁定杆
手动杆
把手
基准销
拆卸
安装
顶出杆
固定销
顶出杆支架
锁定杆
固定面
12
图 5.2 贴片机(贮料器)
固定板
定板的定位孔
固定板B的U槽
锁定轴 V 槽
确认贮料器上面没有元
件等异物
13
5-2 示教方法
因使用不同的贴片机,有时需要变更一部分程序。
使用贴片机 程序的变更
KE-2000 系列以后 选择散装(没有变更)
KE-760
KE-750
需要变更零件数据
零件包装外形:胶带
零件供给方向:90°
吸附位置(X,Y,Z)因为与传送带供料器相同(供给方向相差 90°),因此一般不需要进行示教,但
为了准确确定位置,请进行以下的示教作业。
<使用贴片机的相机进行的示教>
步骤
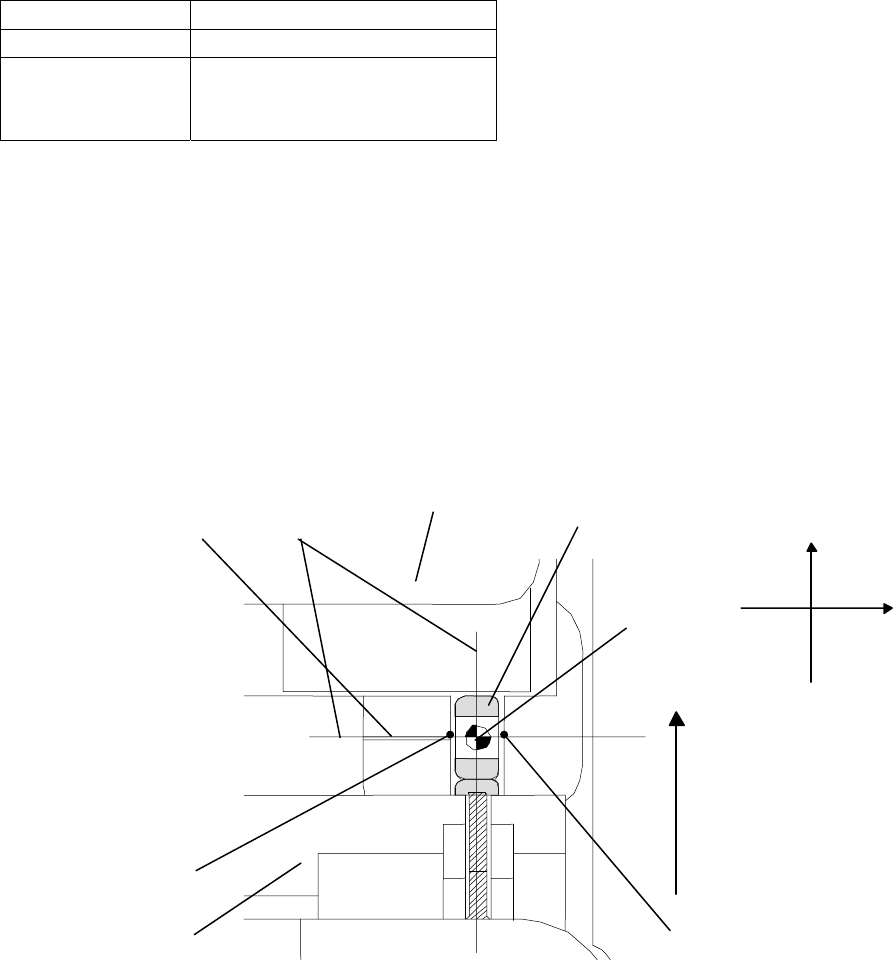
(a)请在示教模式下选择“2POINT”。
(b)将十字光标的中心(交点)移动到散装料供料器的压点线与传送路线的交点 A 处,按下“ENTER”
键。
(c)然后将十字光标的中心(交点)对准十字光标 X 轴与传送路线右侧的交点 B,按下“ENTER”键。
(d)通过上述操作确定下来的点(点 A、B 的中点)作为取出位置的中心。
图 5.4 操作的方法
Y
X
压点线 十字光标
遮挡器
零件
中心
(取出位置)
元件的传送
P.P 外罩
B
A