BulkFeeder_Instruction_Rev05_C.pdf - 第15页
9 4-5 零件的进给方法 ( 使之成为可吸附状态 ) 步骤 (a)为了将零件传送到取出位置,使散装料供料器呈水平状态, 操纵手动杆或顶出杆将零件运送 到取出位置。 (b)零件到达取出位置,并且紧紧聚拢在传送轨道上之后,将其设置在散装料供料器上。(安装 方法请参照 5 项。) 图 4.13 零件的传送 注意 请在贴片机还没有实施取出时,将零件传动到取出位置的操作。 俯视扩大图 ( 从 A 处看 ) 顶出杆 传送轨道 A 手动杆 请确认零…
8
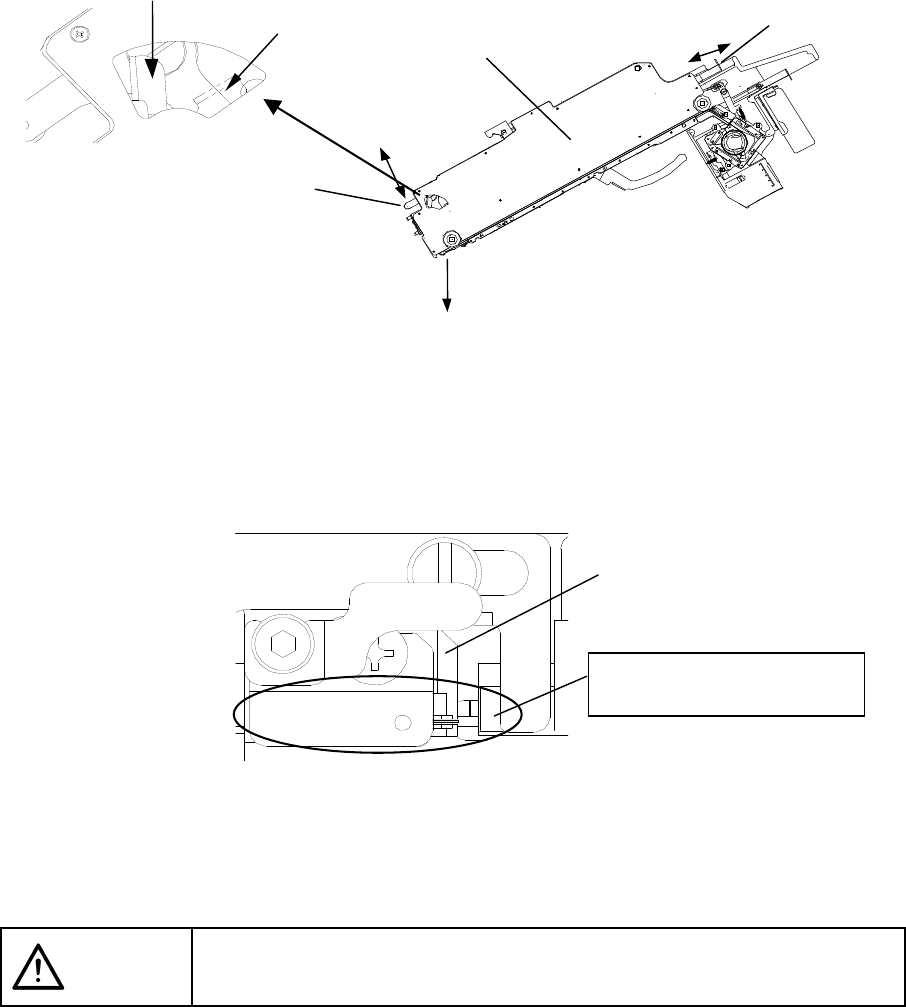
<P.P 台部位的零件的排出>
(e)使散装料供料器的吸附部位向下,操纵手动杆或顶出杆,排出前端部位残留的全部零件。
图 4.11 P.P 台的零件排出
<残留零件的确认>
(f)请通过目视来确认 P.P 台、传送轨道、旋转轴整列部、滚筒式卸料管内的全部零件已被排出。
由于 P.P 外罩下有无零件无法进行目视确认,所以请将装置的吸附部位稍稍降低于水平方向,
在此状态下,用手动杆或顶出杆操作 10 次左右来确认有无零件。
图 4.12 P.P 外罩下零件的确认
(g)排出了所有零件后,将轨道外罩 1 贴紧轨道外罩定位块偏心销,在此状态下用螺钉进行固定。
注意
若零件没有完全排出,若改变零件,则会有不同的零件混在一起,造成生产
不良,所以零件要做到完全排出。
传送带外罩
手动杆
顶出杆
排出零部件
顶出杆支架
顶出杆已经锁
定的状态
因供料器的振动等造成顶
出杆降低,顶出杆锁定时,请
抬高折叠器来解除顶出杆的锁定。
请确认这个部位没有零件残留。
P.P
外罩
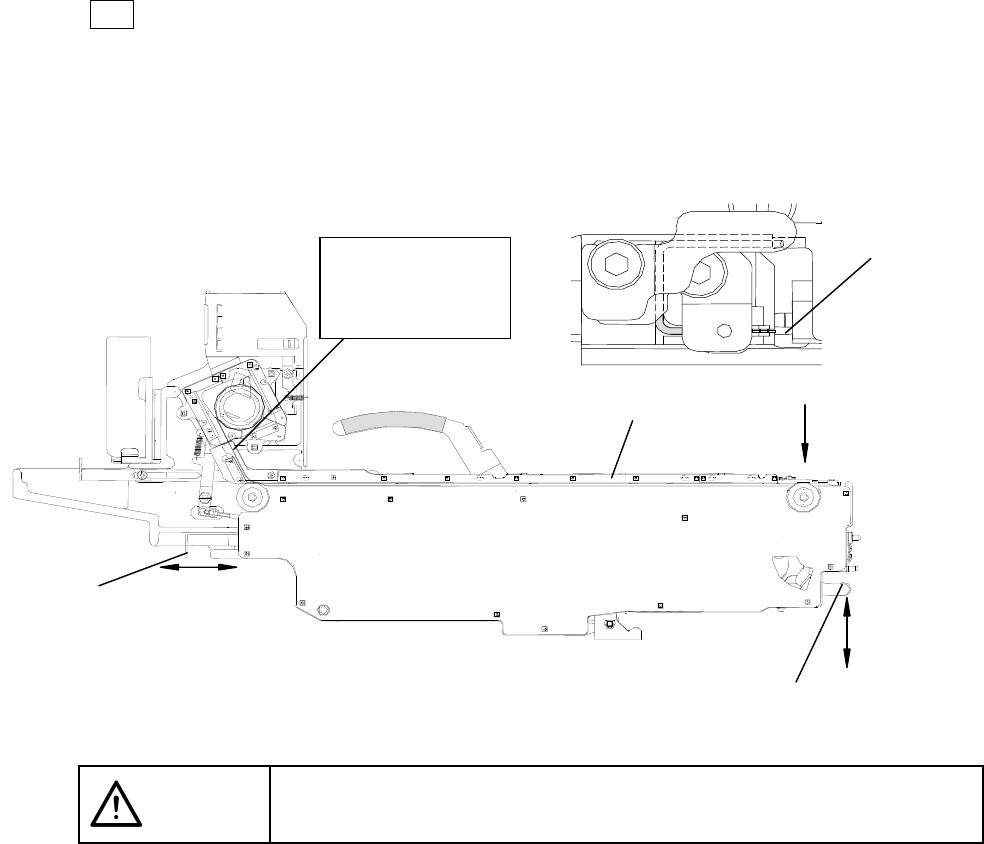
9
4-5 零件的进给方法(使之成为可吸附状态)
步骤
(a)为了将零件传送到取出位置,使散装料供料器呈水平状态,操纵手动杆或顶出杆将零件运送
到取出位置。
(b)零件到达取出位置,并且紧紧聚拢在传送轨道上之后,将其设置在散装料供料器上。(安装
方法请参照 5 项。)
图 4.13 零件的传送
注意
请在贴片机还没有实施取出时,将零件传动到取出位置的操作。
俯视扩大图
(
从
A
处看
)
顶出杆
传送轨道
A
手动杆
请确认零件的最后
部分到达该部位的
附近位置。
取出位置
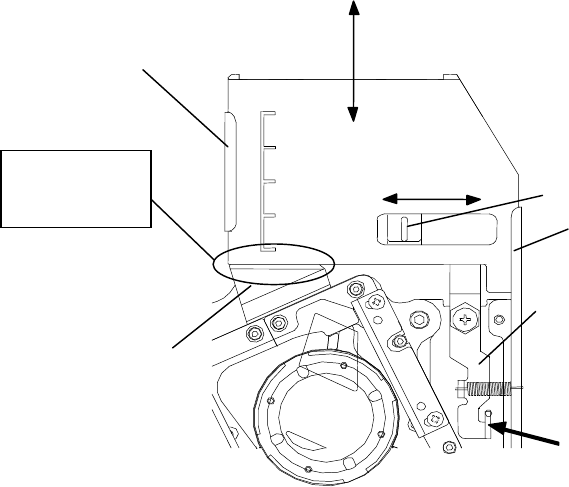
10
4-6 接头盒的安装/拆卸
(1)接头盒的安装方法
确认左右方向后,慢慢地沿着导轨,使开口与滚筒式卸料管密合。若接头盒与滚筒式卸料管的
接缝之间有间隙时,请再次向滚筒式卸料管方向稍稍用力按压接头盒。
(2)接头盒的拆卸方法
向左按接头盒定位块,使接头盒向上滑动拆卸下来。
图 4.14 接头盒的安装和拆卸
导轨
请确认接缝
已经密合。
滚筒式卸料管
拆卸
安装
关
开
接头盒遮挡器
导轨
接头盒定位块