BulkFeeder_Instruction_Rev05_C.pdf - 第46页
40 步骤 (a)将更换外罩的定位螺钉全部拧下来。 (b)从轨道上拆掉轨道外罩。 (c)安装新外罩,确认没有与其它外罩重合后,轻轻拧上固定螺钉临时固定。 (d)接着, 将轨道靠近轨道挡块偏心销(向后靠近), 用定位销固定轨道。 此时请确认轨道间没有间 隙。(若出现间隙,则在出现间隙的部位会挂住零件。) (e)最后请确认轨道外罩与轨道支撑架的间隙在下述尺寸范围内。 间隙 S 机器型号 轨道外罩 1 轨道外罩 2 BF25CS 0.25~0…
39
9.零件的更换方法
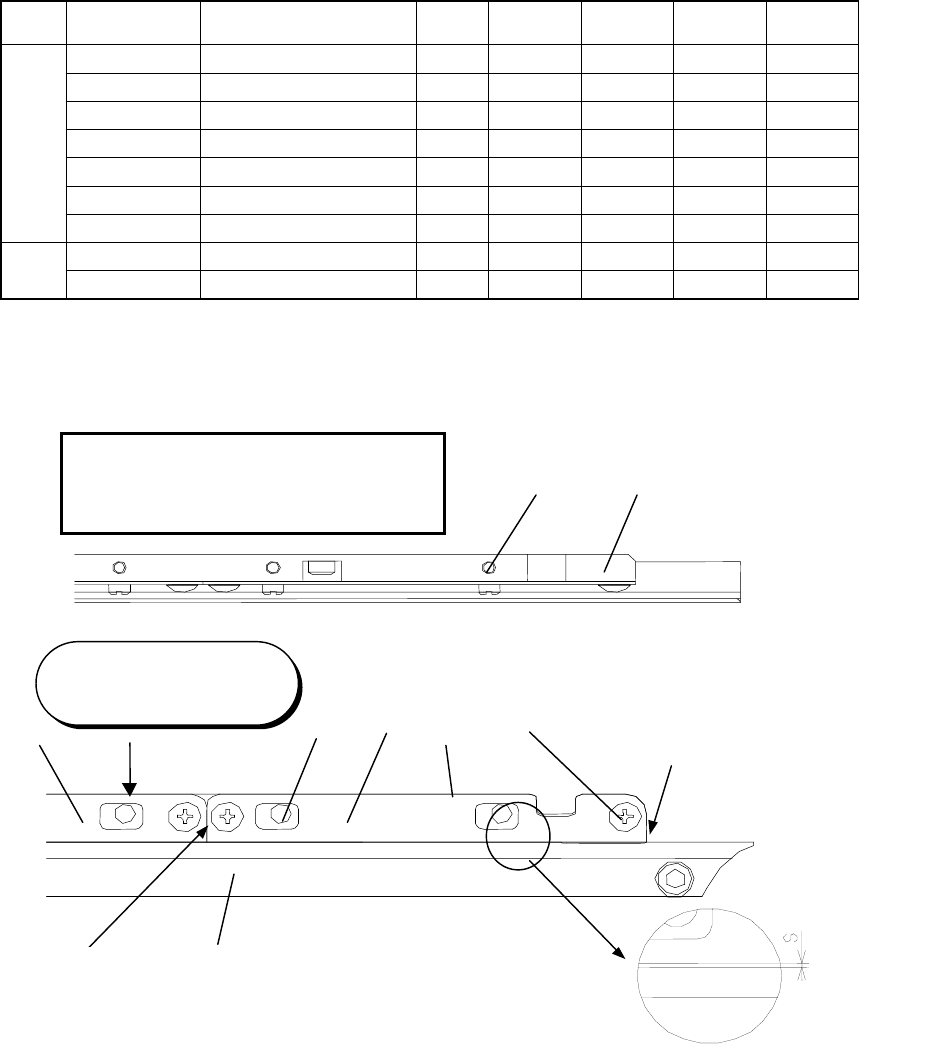
定期更换零件一览表
根据使用条件而有差异,请进行如下设定。(15,000 个/天、500 万/年)
型号 名称
数量 更换
期限
BF25CS BF28CS BF28RS
E1255 728 000
轨道外罩 1
1 4 年 ● ● ●
E1257 728 000
轨道外罩 2
1 4 年 ● ● ●
E1258 728 000
轨道外罩 C
1 2 年 ● ●
E1431 728 0A0
滚筒外罩(套)
1 2 年 ● ● ●
E1601 728 0A0
接头盒(套)
1 2 年 ● ● ●
E3258 728 000
轨道外罩 R
1 2 年 ●
定期
更换
零件
E3263 728 000
螺旋外罩
1 2 年 ●
E1006 728 000
传送带
1 4 年 ● ● ●
其它
E1411 728 0A0
滚筒式卸料筒(套)
1 2 年 ● ● ●
※更换期限并不是用于保证耐用年数。
9-1 轨道外罩 1/轨道外罩 2
①轨道外罩 1 ⑤传送带支撑架
⑥轨道挡块偏心销
③定位销 ⑦偏心销固定螺钉
④轨道
必要工具:
十字螺丝刀(No1),
间隙规(市场出售的 SIKUNESU 量规),
六角扳手(0.9)
,
一字形螺丝刀(精密)
注释)外罩的接缝处无间隙。
将外罩贴紧轨道外罩偏心
销进行固定.
①
⑥
②
⑤
④
③
注释)外罩的接
缝处无间隙。
⑦ ④
40
步骤
(a)将更换外罩的定位螺钉全部拧下来。
(b)从轨道上拆掉轨道外罩。
(c)安装新外罩,确认没有与其它外罩重合后,轻轻拧上固定螺钉临时固定。
(d)接着,将轨道靠近轨道挡块偏心销(向后靠近),用定位销固定轨道。此时请确认轨道间没有间
隙。(若出现间隙,则在出现间隙的部位会挂住零件。)
(e)最后请确认轨道外罩与轨道支撑架的间隙在下述尺寸范围内。
间隙 S
机器型号
轨道外罩 1 轨道外罩 2
BF25CS 0.25~0.3
BF28CS 0.3~0.4
BF28RS 0.25~0.3
间隙大:零件会从外罩的间隙中掉下来
间隙小:无法确认零件的有无。(很难确认)
轨道外罩的间隙不在上述 S 尺寸范围内时,请按照下述内容进行外罩间隙调整。
步骤
(A)拧松要调整的外罩位置、在轨道上面的偏心销固定螺钉(2 转左右)
(b)旋转轨道挡块偏心销,将偏心销固定在能达到上述间隙范围内的位置上。
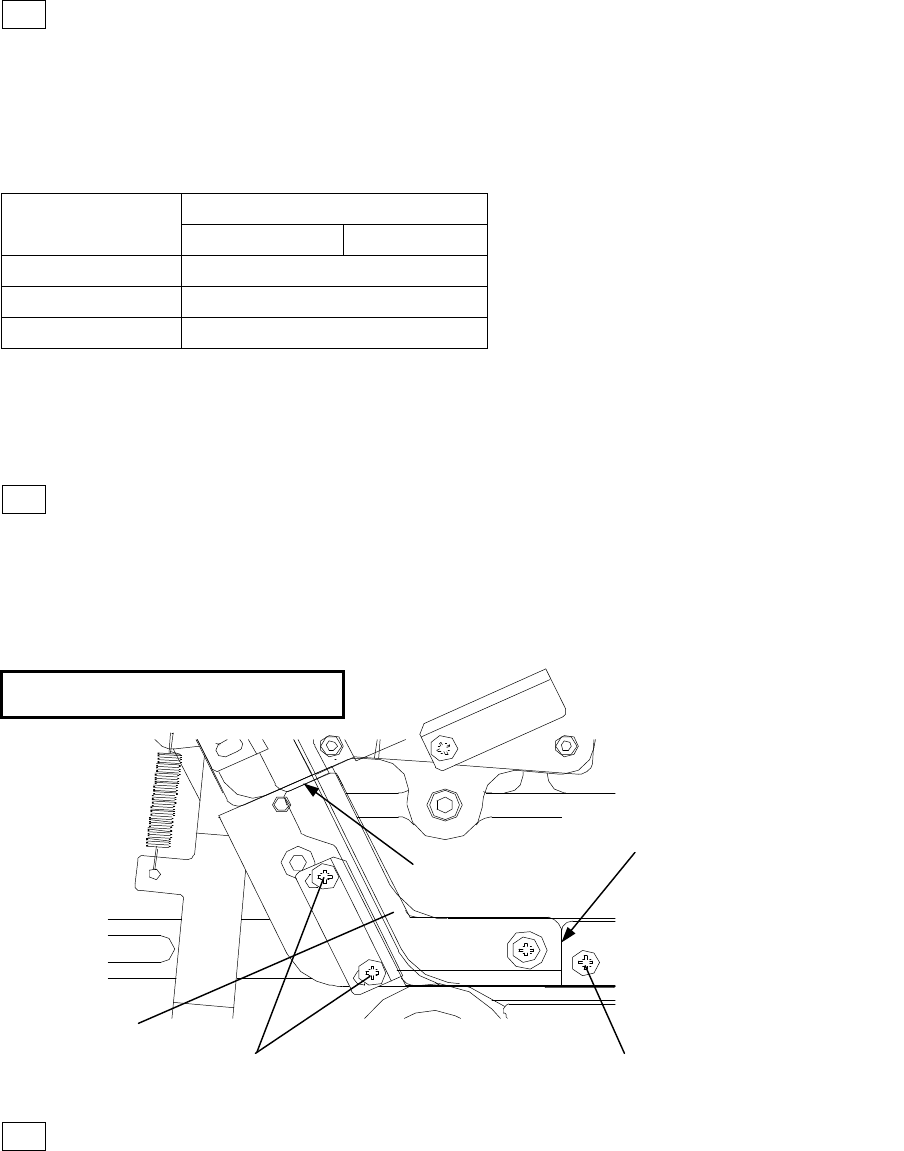
9-2 轨道外罩C(BF25/28CS)
轨道外罩 C 按压定位螺钉 轨道外罩 C 定位螺钉
轨道外罩 C 定位垫圈
步骤
(a)将轨道外罩 C 按压定位螺钉拧松。将轨道外罩 C 定位螺钉拧下来。
(b)从轨道上拆掉轨道外罩 C。
(c)安装新外罩 C,放下时轻轻接触传送带,确认不要与轨道外罩 2 重合且外罩的接缝处没有间隙,
之后用轨道外罩 C 定位螺钉进行固定。不要忘记放入垫圈。(紧固扭矩请使用稍弱的 0.15N·m 来
拧紧。)
注释:无间隙
轨道外罩 C
必要工具: 十字螺丝刀(No1)
注释)无外罩的重合、间隙
41
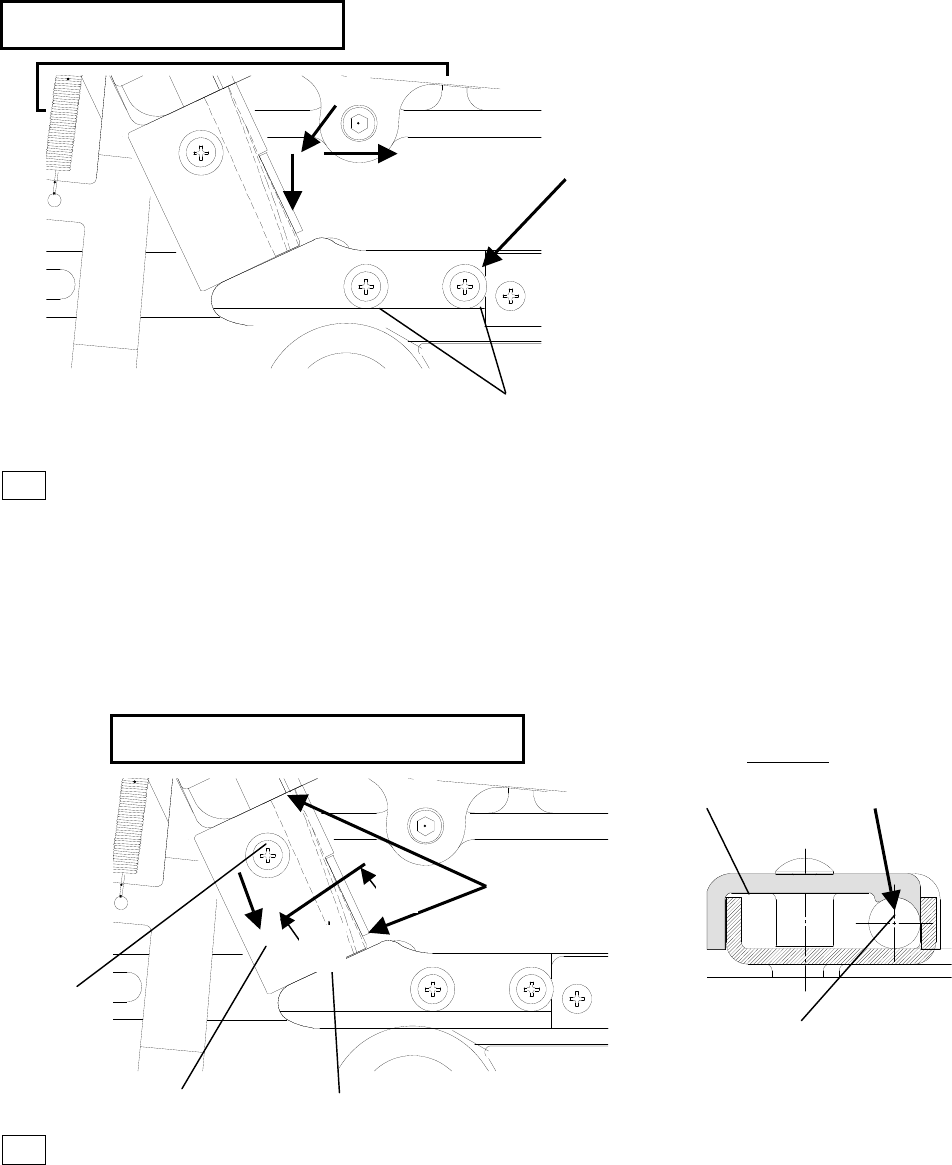
9-3 轨道外罩R(BF28RS)
步骤
(A)将轨道外罩 R 定位螺钉拧下来。其中有垫圈,
(b)从轨道上拆掉轨道外罩 R。
(c)安装新外罩 R,放下时轻轻接触传送带,确认不要与轨道外罩 2 重合且外罩的接缝处没有间隙,
之后用轨道外罩 R 定位螺钉进行固定。不要忘记放入垫圈。
(紧固扭矩请使用稍弱的 0.15N·m 来拧紧。)
9-4 螺旋外罩(BF28RS)
螺旋卸料管
步骤
(a)将螺旋外罩定位螺钉拧下来。其中有垫圈,请注意不要丢失。
(b)从轨道上拆掉螺旋外罩。
(c)安装新螺旋外罩时,使其与螺旋卸料管紧密接合,确认外罩的接缝处没有间隙后,用螺旋外罩
定位螺钉进行固定。不要忘记放入垫圈。
(紧固扭矩请使用稍弱的 0.15N·m 来拧紧。)
注释)无外罩的重合、间隙
必要工具:十字螺丝刀(No1)
注释:无间隙
轨道外罩 R 定位螺钉
轨道外罩 R 定位垫圈
必要工具:十字螺丝刀(No1)
紧密接触
螺旋外罩 螺旋卸料管
螺旋外罩
注释:无间隙
靠近方向
螺旋卸料管
A-A 截面
A
A
螺旋外罩定位螺钉
螺旋外罩定位垫圈
必要工具: 十字螺丝刀(No1)