BulkFeeder_Instruction_Rev05_C.pdf - 第19页
13 5-2 示教方法 因使用不同的贴片机,有时需要变更一部分程序。 使用贴片机 程序的变更 KE-2000 系列以后 选择散装(没有变更) KE-760 KE-750 需要变更零件数据 零件包装外形:胶带 零件供给方向:90° 吸附位置(X,Y,Z)因为与传送带供料器相同(供给方向相差 90°), 因此一般不需要进行示教, 但 为了准确确定位置,请进行以下的示教作业。 <使用贴片机的相机进行的示教> 步骤 (a)请在示教模…
12
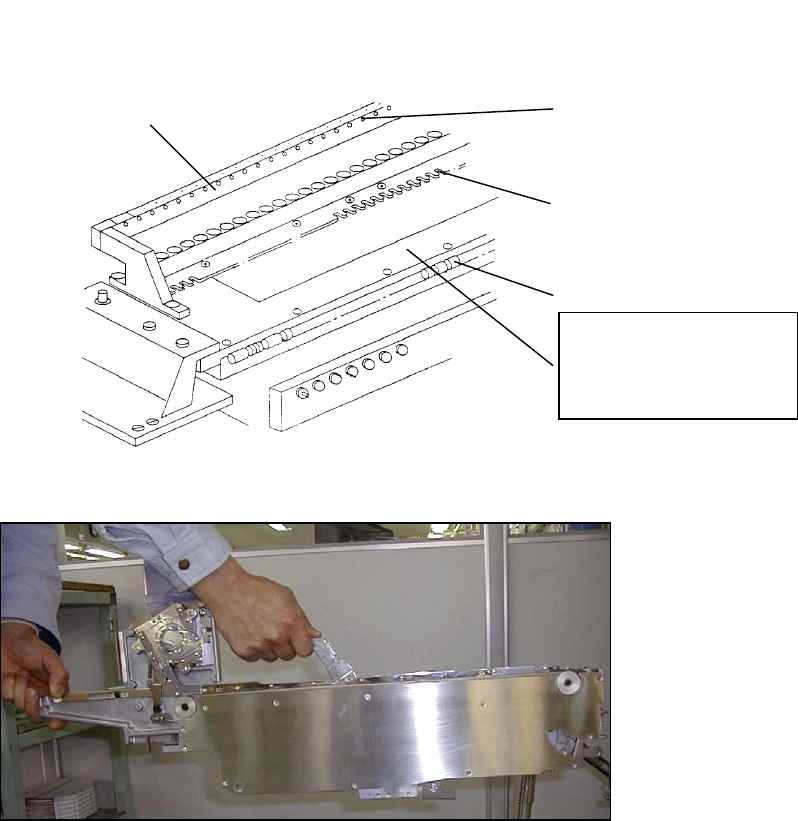
图 5.2 贴片机(贮料器)
固定板
定板的定位孔
固定板B的U槽
锁定轴 V 槽
确认贮料器上面没有元
件等异物
13
5-2 示教方法
因使用不同的贴片机,有时需要变更一部分程序。
使用贴片机 程序的变更
KE-2000 系列以后 选择散装(没有变更)
KE-760
KE-750
需要变更零件数据
零件包装外形:胶带
零件供给方向:90°
吸附位置(X,Y,Z)因为与传送带供料器相同(供给方向相差 90°),因此一般不需要进行示教,但
为了准确确定位置,请进行以下的示教作业。
<使用贴片机的相机进行的示教>
步骤
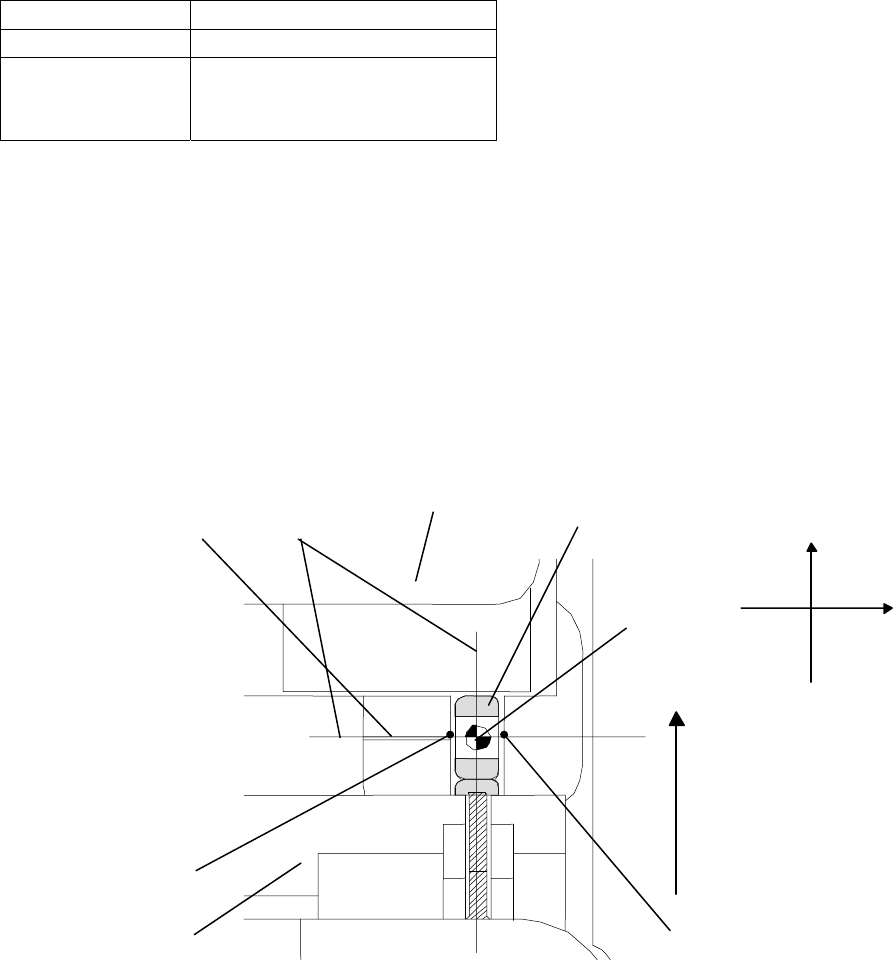
(a)请在示教模式下选择“2POINT”。
(b)将十字光标的中心(交点)移动到散装料供料器的压点线与传送路线的交点 A 处,按下“ENTER”
键。
(c)然后将十字光标的中心(交点)对准十字光标 X 轴与传送路线右侧的交点 B,按下“ENTER”键。
(d)通过上述操作确定下来的点(点 A、B 的中点)作为取出位置的中心。
图 5.4 操作的方法
Y
X
压点线 十字光标
遮挡器
零件
中心
(取出位置)
元件的传送
P.P 外罩
B
A
14
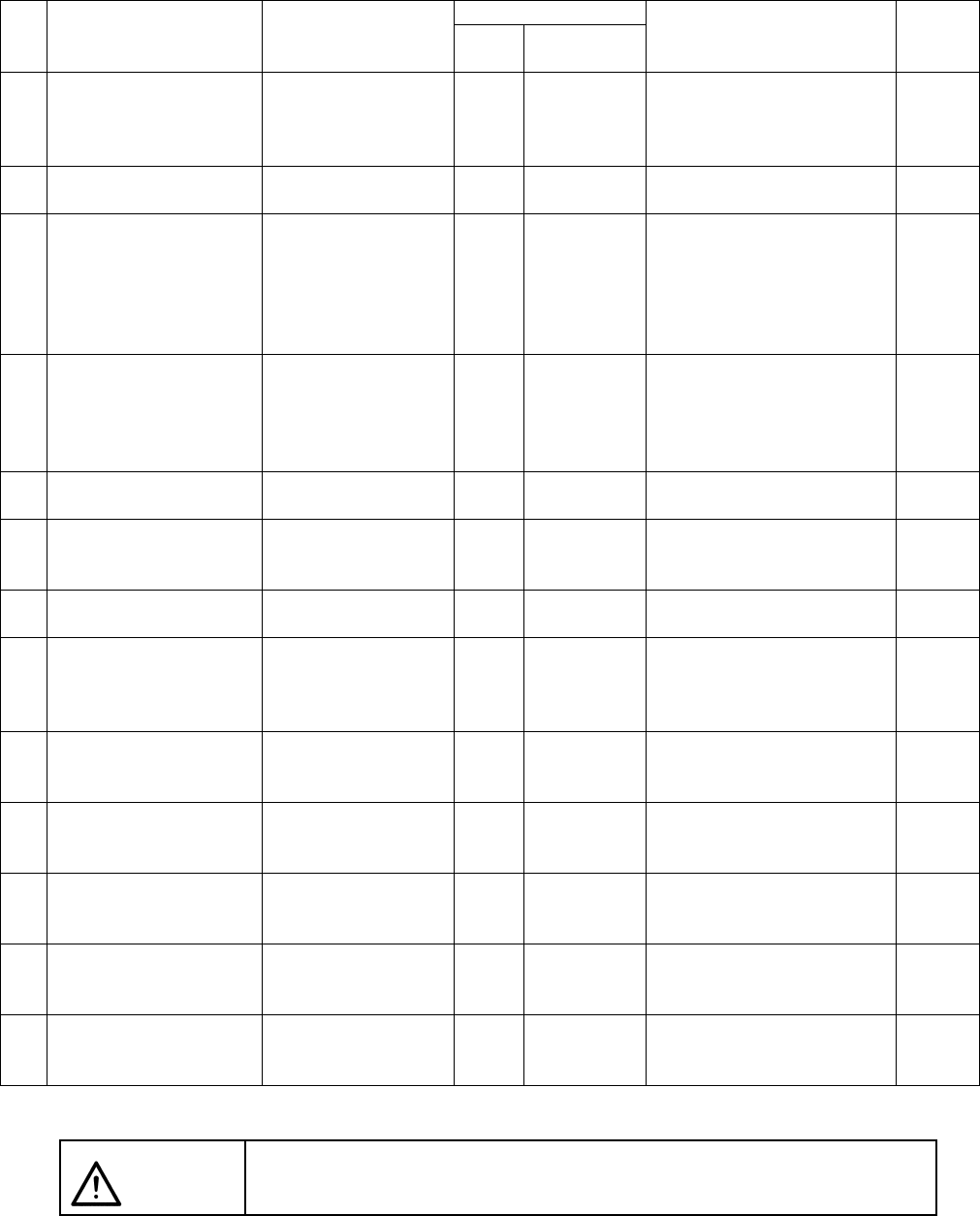
6.维护保养
为了避免吸附率降低,建议您定期进行以下的检查作业。如果出现异常时,将会造成吸附故障
以及零件破损。
※:A-□在第 8 项补充了详细内容
□-□表示本说明书的项目。
6-1 日常检查
检查时期
No
日常检查项目 检查方法
1天
1次
零件
处置措施 详细※
1
确认传动带的移动量。 确认是否顶出杆 10
次顶出,后侧皮带
轮转动一周(顶出 1
次传送 8mm)
● 如果出现异常情况时,请
与本公司联系。
-
2
确认吸附位置没有油
脂等附着。
目视确认 ● 请进行清洁。 A-1
3
确认传送通道上(滚筒
部位、轨道部位)没有
污垢、异物。
目视确认 ● 请进行清洁。 A-1
9-1
9-2
9-3
9-4
9-5
4
请在传送通道(P.P
台部位)进行鼓风作
业。鼓风作业后,请确
认没有污垢和异物附
着。
目视确认 ● 请进行鼓风或清洁作业。 A-1
5
请确认传送带上没有
油脂等附着。
目视确认 ● 请拆掉传送带支架,清洁
传送带。
A-13
6
确认P.P台上面是否
有元件附着。(特别是
遮挡器的深孔部分)
目视确认 ● 请清除掉零件。 A-3
7
确认各部位弹簧的安
装没有松动或缺损。
目视确认 ● 如果出现了松动或缺损,
请与本公司联系。
-
8
进行P.P遮挡器的动
作检查。
目视确认 ● 请确认①遮挡器的深孔
处、遮挡器下是否有异物。
②元件压力解除部位是否
有异物进入。
A-3
9
请确认接头盒的安装
状态(确认接合部位没
有间隙。)
目视确认 ●
每次安装或拆
卸接头盒时
请清除掉元件,再次稍稍
用力按压。
9-4(C)
10
确认元件没有卡在传
送通道上。
目视确认 ● 请确认传送通道上是否有
污垢、异物混入、零件形
状不良等。
A-1
11
确认供料器安装基准
面(底面)的状态。
目视确认 ●
每次安装或拆
卸供料器时
请确认供料器下面与贮料
器上面是否夹有零件等。
A-5
12
将供料器安装在支架
上时,确认位置正确,
且被牢固地夹紧。
目视确认
手感确认
●
每次安装或拆
卸供料器时
请再次夹紧。 5-1(g)
13
实际安装时,向滚筒供
给的元件数量
目视确认
不要向滚筒内供给
一半以上的零件。
● 滚筒内的清洁 A-1
注意
由于坠落或野蛮操作以及擅自改装,有时可能会造成轨道接合部位发生偏差,
零件被卡住无法传送。