BulkFeeder_Instruction_Rev05_C.pdf - 第22页
16 7. 故障对策 由于某种原因发生了意外故障时,请根据下列“故障检查”项目的内容进行处理。 此外,吸附率变差时的代表性症状及其对策如下进行了汇总,请做为参考。 7-1 吸附率变差时 首先请检查传送通道的零件的传送情况。 故障情况 原因 对策 传送通道上的零件 的传送不畅 在传送通道上附着了油脂、 焊锡焊料等。 请清洁传送通道。(参照 A-1) 传送通道上混入了纤维等 异物。 请除去异物。 零件的形状等不良。 请清除不良零件。 根据情…
15
传送通道的污垢或灰尘等的确认
由于长期使用造成的脏东西堵塞,或者油脂等的附着,可能会造成传送通道内的零件的传送不
良,吸附率下降。为了提前防止这种情况,在补充零件等的时候,请确认零件是否通畅传送,
如果有停滞现象,请将外罩拆卸下来进行清洁。(详细情况请参照 A-1)
①脏东西等的堵塞
使用镊子等工具小心地取出脏东西,避免损伤机器。如果脏东西很小无论如何也无法取出时,
请使用去除脏东西专用的气枪进行鼓风作业来清除垃圾。
②油脂等的附着
将镜头擦拭纸或者不容易沾灰的布折叠几次,包住牙签等的前端,
再滴上 1 滴酒精,以此来擦拭传送通道。因为可能会有来自布上的
灰尘、纤维等附着,所以最后请使用去除脏东西专用的气枪轻轻地
吹喷以去除杂物。
6-2 定期检查
※:A-□在第 8 项补充了详细内容
□-□表示本说明书的项目。
No. 日常检查项目 检查方法
详细※
维护
保养
周期
1 吸附位置的检查、调
整。
通过供料器检查工具进行确认。
A-14
2 定位基准销的磨损、
变形。
目视确认
A-6
3 锁定支架的损伤、变
形的检查。
目视确认
A-7
4 分离间隙量的检查。 通过供料器检查工具进行确认。
A-2
5 清洁绒圈的清扫。 拆掉传送带外罩,除去附着在清洁绒圈上的脏东西。
A-12
三个
月
6 旋转滚筒的清扫。 卸下滚筒外罩,用酒精除去附着在旋转滚筒和滚筒
外罩上的焊锡渣滓,擦干后,最后用除灰专用气枪
进行鼓风作业。
A-1
7 轨道外罩 C 的清扫
(BF25/28CS)
轨道外罩 R、螺旋外
罩的清扫(BF28RS)
请卸下轨道外罩,确认外罩里面是否有焊锡等的异
物附着。如果有异物附着,请用干燥且干净的布等
擦除。
9-2
9-3
9-4
8 传送通道的清扫
・
轨道
・
轨道外罩
・
传送带
・
螺旋式贮料器
(BF28RS)
用酒精除去传送通道上附着的焊锡渣滓,最后用除
尘专用气枪进行鼓风作业。
A-1
A-13
沾有酒精
的布
牙签等
16
7.故障对策
由于某种原因发生了意外故障时,请根据下列“故障检查”项目的内容进行处理。
此外,吸附率变差时的代表性症状及其对策如下进行了汇总,请做为参考。
7-1 吸附率变差时
首先请检查传送通道的零件的传送情况。
故障情况 原因 对策
传送通道上的零件
的传送不畅
在传送通道上附着了油脂、
焊锡焊料等。
请清洁传送通道。(参照 A-1)
传送通道上混入了纤维等
异物。
请除去异物。
零件的形状等不良。 请清除不良零件。
根据情况,请将意见反馈到零件厂
家。
传送通道的零件的
传送畅通
P.P部位附着了油脂、焊
料等。
请进行清洁。
(参照 A-1)
P.P部位纤维等异物造成
了堵塞
请除去异物。
零件的形状等不良。 请清除不良零件。
根据情况,请将意见反馈到零件厂
家。
元件分离机构不良 进行 A-4 的确认。
如果有异常时,请与本公司联系。
吸
附
率
差
元件压力解除不足 进行 A-2 的确认。
如果有异常时,请与本公司联系。
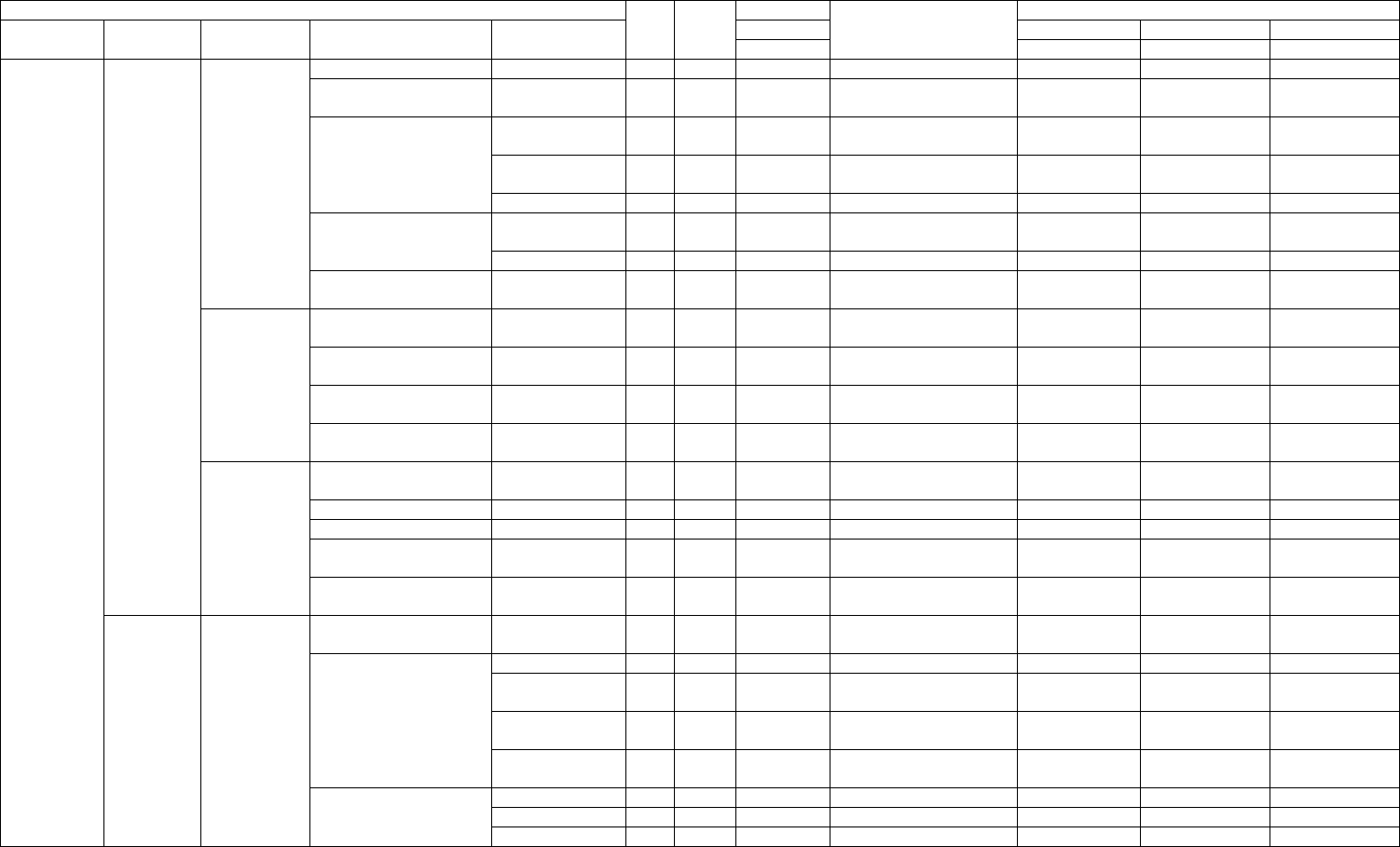
17
7-2 故障检查
※:A-□在第 8 项补充了详细内容 □-□表示本说明书的项目。
症 状 〈详细〉
确认方法 BF25CS BF28CS BF28RS
故障项目
前端元件
的状态
1次 2次 3次
我
公
司
客
户
对策
对策内容
(C1005) (C1608) (C1608)
(1)-1-1 吸附部沾污 - ● ● A-1 吸附位置的清洁 ● ● ●
(1)-1-2
吸附部损伤、变形
- ● - 请与本公司联系。(吸
附位置的抛光研磨)
● ● ●
元件压力解除
机构动作不良
● A-2 请与本公司联系。(更
换·调整)
● ● ●
遮挡器动作不
良
● A-3 请与本公司联系。(更
换/调整)
● ● ●
(1)-1-3 元件压力解除
不良
元件形状不良 ● ● - 清除,与本公司联系。 ● ● ●
元件分离机构
动作不良
● A-4 请与本公司联系。(更
换·调整)
● ● ● (1)-1-4 元件分离不良
元件形状不良 ● ● - 清除,与本公司联系。 ● ● ●
(1)-1 吸 附
部的元件不
容易脱落。
(1)-1-5
P.P 台槽宽不良
P.P台SR的位
置偏离
● - 请与本公司联系。(调
整槽宽)
0.6(0/-0.03) 0.95(0/-0.03) 0.95(0/-0.03)
(1)-2-1 安装面有异物 - ● ● A-5 清除异物,除去安装面
凸出部分
● ● ●
(1)-2-2 定 位 销 的 变
形·摩耗
- ● A-6 请与本公司联系。(更
换基准销)
● ● ●
(1)-2-3 锁定支架的损
伤·变形
- ● A-7 请与本公司联系。(更
换锁定支架)
● ● ●
(1)-2 吸 附
位置偏离
(1)-2-4 锁定支架块固
定螺钉松动
- ● ● A-14 调整取出位置 ● ● ●
(1)-4-1 喷嘴 喷嘴选择不良
● - 更换成正确的喷嘴
(KE750,760/KE2000)
#101/#502 、
#500
#101/#503 、
#500
#101/#503 、
#500
喷嘴堵塞 ● - 喷嘴的更换或者清扫 ● ● ●
(1)-4-2 激光头沾污 - ● ● - 清扫 ● ● ●
(1)-4-3 真 空 压 力 降
低
空气滤清器沾
・
污 积水
● ● - 更换空气滤清器,除水 ● ● ●
吸附错误
多(根据贴
片机的生
产管理信
息,吸附错
误·识别错
误较多时)
(1)向吸附
位置供给
了元件
(1)-3 贴
片机主体
(1)-4-4 驱 动 气 缸 高
度不良
-
● - 调整(驱动缸) ● ● ●
(2)-1-1 P.P 台槽宽不
良
P.P台SR偏离
● - 请与本公司联系。(调
整槽宽)
0.6(0/-0.03) 0.95(0/-0.03) 0.95(0/-0.03)
焊锡形状不良
● ● - 清除,与售后服务部门
联系
● ● ●
规格尺寸外
● ● - 清除,与售后服务部门
联系
● ● ●
(2)-1-2 元件不良
形状不良
● ● - 清除,与售后服务部门
联系
● ● ●
焊料粉 ● ● A-1 清洁 ● ● ●
油雾(鼓风时) ● ● 清洁 ● ● ●
(2)没有向
吸附位置
供给元件
(2)-1 在
P.P台
卡住
(2)-1-3 传 送 通 道 沾
污
油脂的附着 ● ● 清洁 ● ● ●