KE-2070_2080_InstructionManual_C_Rev01.pdf - 第487页
第1部 基本篇 第4章 制作生产程序 4-184 4-5-4-3 检查 将实际使用的元件安上贴片头,用图像识别,检查能否进行元件定心。 用速度检查功能,进行模拟生产,检查在各种运行动作的 XY θ 偏差值。 注意 为了避免人身伤害,在机器运行过程中,切勿将手和头伸入装置内部。 4-5-4-3-1 图像识别检查 识别检查的流程概要如下。 图 4.5.4.3.1-1 图像识别单独检查流程图 执行检查 (对话框) 图像识别 检查开始 检查 图…
第1部 基本篇 第4章 制作生产程序
4-183
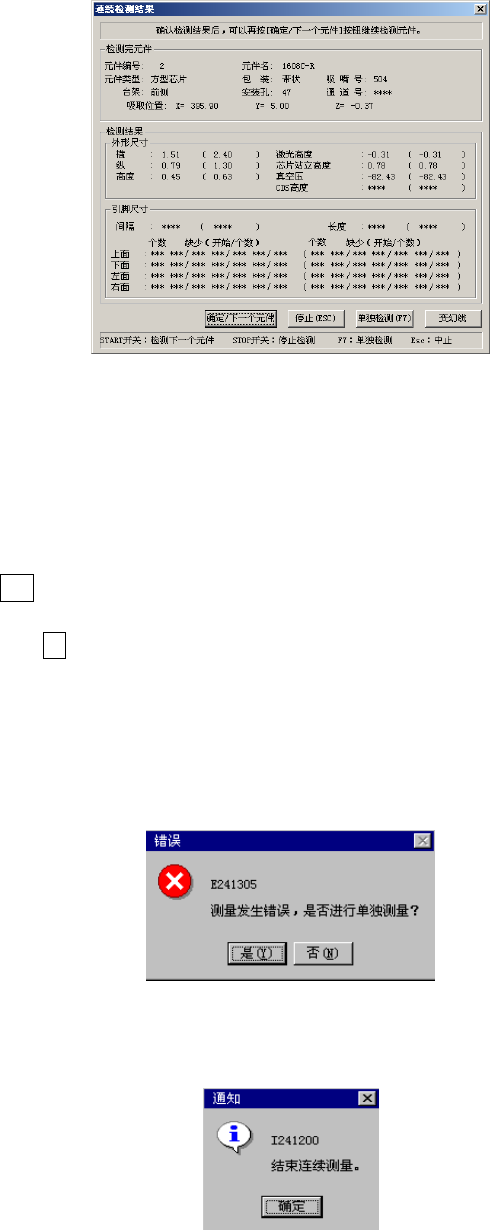
③ 连续检测结果
连续检测结束后,显示如下的结果画面。
图 4.5.4.2.3-13 连续测量结果
(1) 检测完元件
显示元件内容及吸取位置。
(2) 检测结果
显示测量结果的值。( )内显示原来的元件数据的值。未进行测量的项目显示***。
(3) 确定/下一个元件(<START>开关)
使测量结果生效,将结果的值储存到元件数据中。然后进行下一元件的测量。
(4) 停止(ESC键)
使测量结果无效,然后停止连续测量,返回原来的连续测量条件的设置画面。
(5) 单独检测(F7键)
转入单独测量模式。
(6) 变幻线
从激光单元取得测量(SWEEP)数据,以图表(变幻线)显示元件的轮廓。
(7) 测量错误
因某种原因在测量中发生错误时,显示如下信息。选择“是”,可转入单独测量模式。
图 4.5.4.2.3-14 连续测量错误
④ 连续测量结束
测量完指定条件的所有元件后,显示如下信息。
图 4.5.4.2.3-15 连续测量结束
第1部 基本篇 第4章 制作生产程序
4-184
4-5-4-3 检查
将实际使用的元件安上贴片头,用图像识别,检查能否进行元件定心。
用速度检查功能,进行模拟生产,检查在各种运行动作的 XY
θ
偏差值。
注意
为了避免人身伤害,在机器运行过程中,切勿将手和头伸入装置内部。
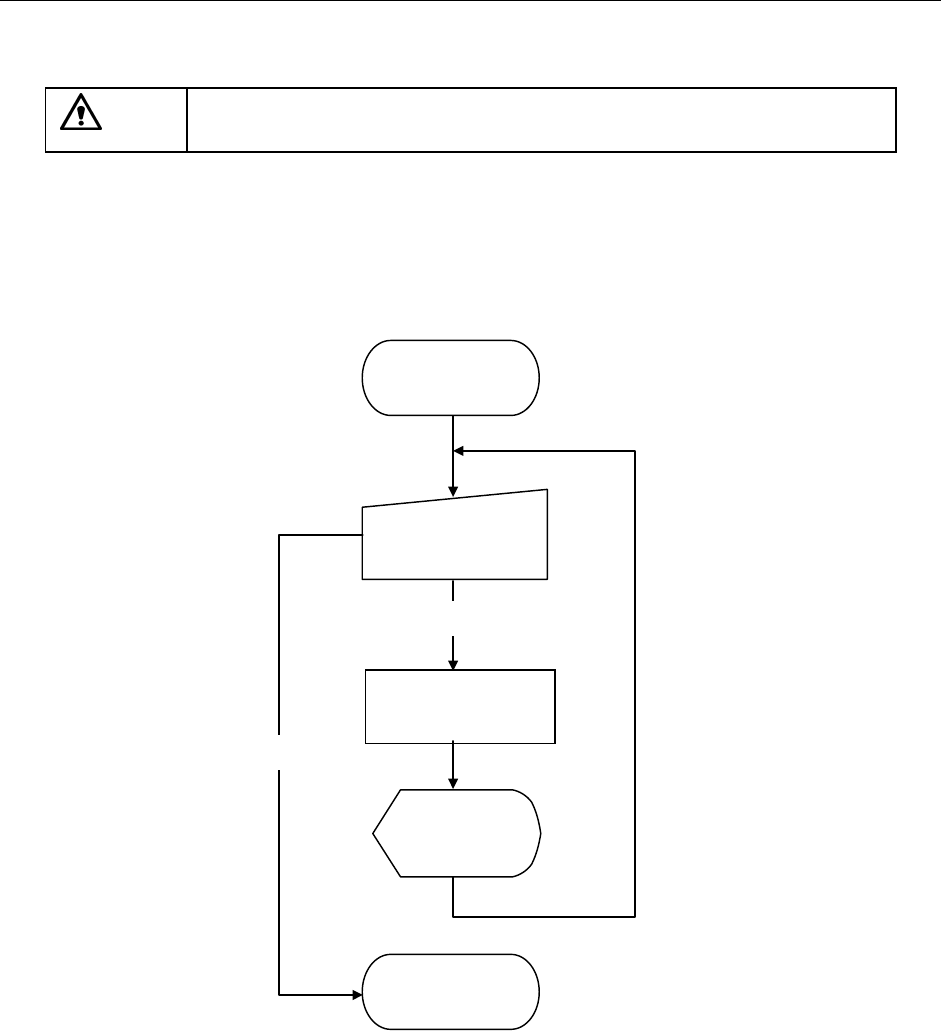
4-5-4-3-1 图像识别检查
识别检查的流程概要如下。
图 4.5.4.3.1-1 图像识别单独检查流程图
执行检查
(对话框)
图像识别
检查开始
检查
图像识别检查
显示结果
(对话框)
图像识别
检查完毕
结束
第1部 基本篇 第4章 制作生产程序
4-185
4-5-4-3-2 图像识别检查的检查方式
对元件数据中的设置值,进行图像定心的一系列控制,检查有无错误。
4-5-4-3-3 关于图像识别检查时的各项动作
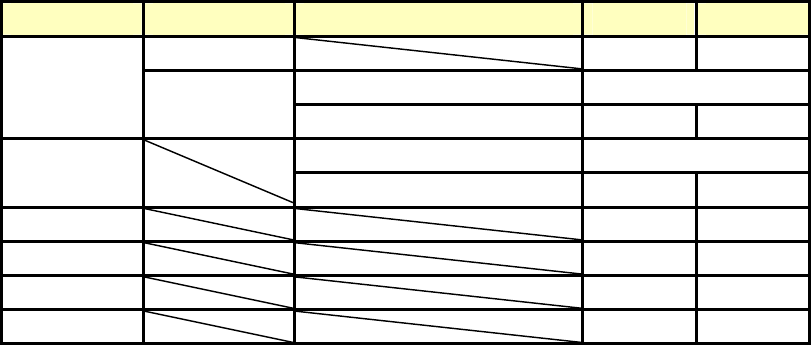
1) 检查后放回元件
测量后的元件将被放回原来的位置或被废弃。但因包装方式而异,详见下表。
废弃场所,在元件数据的“元件废弃”中设置指定废弃场所。
对于1mm以下的元件,在放回时有可能出现元件直立或元件倒置,请根据询问选择。
表 4.5.4.3.3-1 放回元件/废弃条件
包装方式 条件 1 条件 2 放回 废弃
32mm 送料器 - ○
外形尺寸短边 1mm 以下 确认*1
带状
以外
外形尺寸短边 1mm 以上 ○ -
外形尺寸短边 1mm 以下 确认*1
散装
外形尺寸短边 1mm 以上 ○ -
托架 ○ -
MTC ○ -
MTS ○ -
管状 - ○
*1 将显示询问,请选择是放回还是废弃元件。连续测量时会在开始前进行询问。
2) 选择用于吸取的供给装置
若同一元件有多个供给装置(吸取数据)时,从最初输入数据初始值吸取元件。
也可根据需要,改变供给装置。
3) 改变吸取坐标
无法顺利吸取时,可用手动输入或使用HOD设备进行坐标示教改变吸取坐标。
4) 手动吸取
当没有吸取数据时,可用手动将元件安装到吸嘴上。此时,不能输入吸取坐标。也不能操作
送料器。
此外,采用手动吸取时,因元件尺寸的短边超过33.5mm的元件不能废弃,测量后必须把元件
移动到元件保护位置上。
5) IC贴片头可使用条件
右贴片头的设置中元件短边 3mm 以下、或吸嘴号设置为 500 号~503 号、 509 号的,无法执
行测量。对短边 3mm 以下的高分辨率摄像机识别的元件,可用 LNC60 贴片头识别图像。