第1章 MMI错误码和问题解决.pdf - 第15页
1-15 确认 贴 装传 感器是 否正 常 动作 后( 贴装 制动 器上 升或 下降 ), 如 果有 异常则 调 节传感器位置。 确认有关装配 Stopper 的传感器的连线状况。 详细事项请参照 Maintenance Reference 的 “ 7.3 控制面板检查 ” 中 “ 7.3.5 Conve 压力下降 压力上升
1-14
$3104 PCB [FREEZE ]
[ ]
PCB 的退出动作没有完全进行时。
PCB 的传送途中,由于机械的干涉原因不能传送时。
没有调节好退出传感器的灵敏度。
TimeOut 的值数调得太小时。
[ ]
按”STOP”按钮关闭蜂鸣器。
按”RESET”按钮把设备转换成”IDLE”方式。
确认原因后找措施。
如果有机械的干涉,先去除干涉。
确认输出传感器的感度后如果发现异常,请进行调整。仔细事项请参照“Introdu
ction”的“5.3 ”
调节与传送带的传送有关的TimeOut值数。(工厂设定的值数)
如果是发生其它传送带破损等异常情况时,请与指定的C/S公司或当地代理店(L
ocal Agent)联系。
$3401 Place Stopper [FREEZE ]
$3402 Place Stopper [FREEZE ]
[ ]
贴装制动器因机械干扰无法上升或下降的情况或者
不能给设备正常供应压缩气时。
装配Stopper的传感器的位置及其排线上发生异常情况时。
[ ]
按”STOP”按钮关闭蜂鸣器。
按”RESET”按钮把设备转换成”IDLE”方式。
如果在Edge Fix的传送路径上有机械的干涉,先要去除干涉。
从背面的气压表(AIR PRESSURE) 确认压缩气的气压是否保持适当的压力(0.45-
0.55bar)。
1-15
确认贴装传感器是否正常动作后(贴装制动器上升或下降),如果有异常则调
节传感器位置。
确认有关装配Stopper的传感器的连线状况。
详细事项请参照 Maintenance Reference 的 “7.3 控制面板检查”中 “7.3.5 Conve
压力下降
压力上升
1-16
yor Control Board”和 Technical Reference 的 “Conveyor Board Interface (2/
5)”。
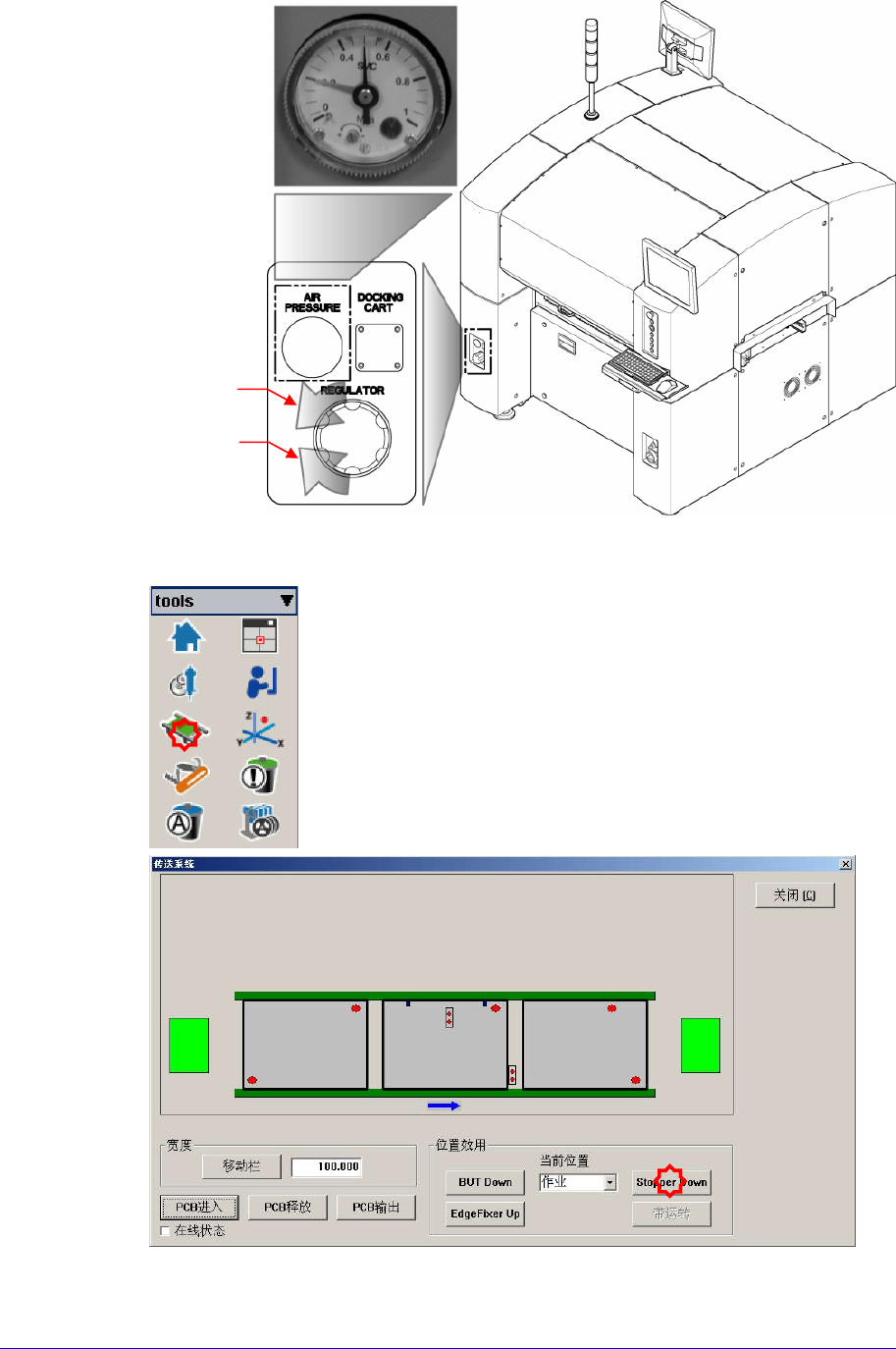
希望确认在 MMI Diagnosis I/O 的传感器有无动作。
如果在设备作业时确认传感器有无动作有发生事故的危险,
因此一定要在取消开始指令设备停止状态(闲置状态)时确
认。
$3701 Conveyor TimeOut [FREEZE ]
[ ]
作业当中,传送带(Conveyor)传送 PCB 时发生 TimeOut 错误。
[ ]
按”STOP”按钮关闭蜂鸣器。
按”RESET”按钮把设备转换成”IDLE”方式后重新启动。
$3fff CONV_NOT_DEFINED [FREEZE ]
[ ]
没有作好有关传送带设定。
[ ]
正常关闭设备电源过5秒后,请开启电源重新启动。
1.2.6. 序列有关错误 [$4000~$4fff]
$4000 [EMER ]
[ ]
一个循环中存在不能同时作业的部品时。
没有定义部品的排列方式或没有指定摄像头的序号时。
[ ]
按”STOP”按钮关闭蜂鸣器。
如果错误的种类为 MPU-STOP,开/关(ON/OFF)设备的电源。
重新设定发生问题的部品的排列方式(Align Type)和 Camera No. 等。
把一个循环分为两个循环作业。
$4001 [EMER ]
[ ]
在手动动作中发生错误的情况。
[ ]
执行初始化后(Return-To-Origin)再执行所要的动作。
$4002 Operation Mode [EMER ]