第1章 MMI错误码和问题解决.pdf - 第8页
1-8 确认与指定的轴 电动机有 关的配线。请参 照 “T e chnical R eference ” 的 Board C o nnection 有关 Servo Interface 。 正常关闭设备电源过 5 秒后,请开启电源重新启动。 1.2.4. IO (Solenoid 动作后传感器输入 ) 有关错误 [$ 2000~$2f ff] $2000 Encoder [EMER ] [ ] 确认传送带有关的编码器发生错误…
在指定的轴上,感应到–方向的 H/W Limit 传感器。
[ ]
按”STOP”按钮关闭蜂鸣器。
用手动方法把各轴移动到不被H/W Limit传感器感应的位置。
按”RESET”按钮把设备转换成”IDLE”方式。
按”READY”按钮给设备的电动机供给电源。
重新设定MMI的Sys. Setup指定的轴的S/W Limit。
详细事项请参照“Administrator’s Guide”的 “14.3.1 Gantry TAB ”
$1001 $A + H/W Limit [EMER ]
[ ]
在指定的轴上,感应到+方向的 H/W Limit 传感器。
[ ]
同错误代码 ”$1000”的措施方法。
$1002 $A ALARM [EMER ]
[ ]
Z轴的情况下,过分按下时可能会发生。
在指定的轴上,马达发生错误。
[ ]
按”STOP”按钮关闭蜂鸣器。
确定 Z 轴高度检查高度是否适当,如果错误设置 Z 轴高度请准确修改。
如果发生问题,请与本公司指定的 C/S 公司或当地代理店(Local Agent)联系。
$1003 $A [EMER ]
[ ]
指定的轴移动后,在规定的时间内不停止。
[ ]
请确认相应轴的Actuator及传感器的动作状态。(Motor, Z/R Sensor, Z轴 Offse
t 等)
如果发生问题,请与本公司指定的 C/S 公司或当地代理店(Local Agent)联系。
$1004 $A [EMER ]
[ ]
在指定的轴发生错误。
[ ]
按”STOP”按钮关闭蜂鸣器。
按”RESET”按钮把设备转换成”IDLE”方式。
1-7
1-8
确认与指定的轴电动机有关的配线。请参照“Technical Reference” 的 Board Co
nnection有关Servo Interface 。
正常关闭设备电源过5秒后,请开启电源重新启动。
1.2.4. IO (Solenoid 动作后传感器输入) 有关错误 [$2000~$2fff]
$2000 Encoder [EMER ]
[ ]
确认传送带有关的编码器发生错误。
[措施 方法]
按”STOP”按钮关闭蜂鸣器。
按”RESET”按钮把设备转换成”IDLE”方式。
确认有关传送带的宽度调整的接线状态。 “Technical Reference” 请参照Technic
al Reference”的宽度调节电动机有关Servo Interface
$2001 BUT [FREEZE ]
[ ]
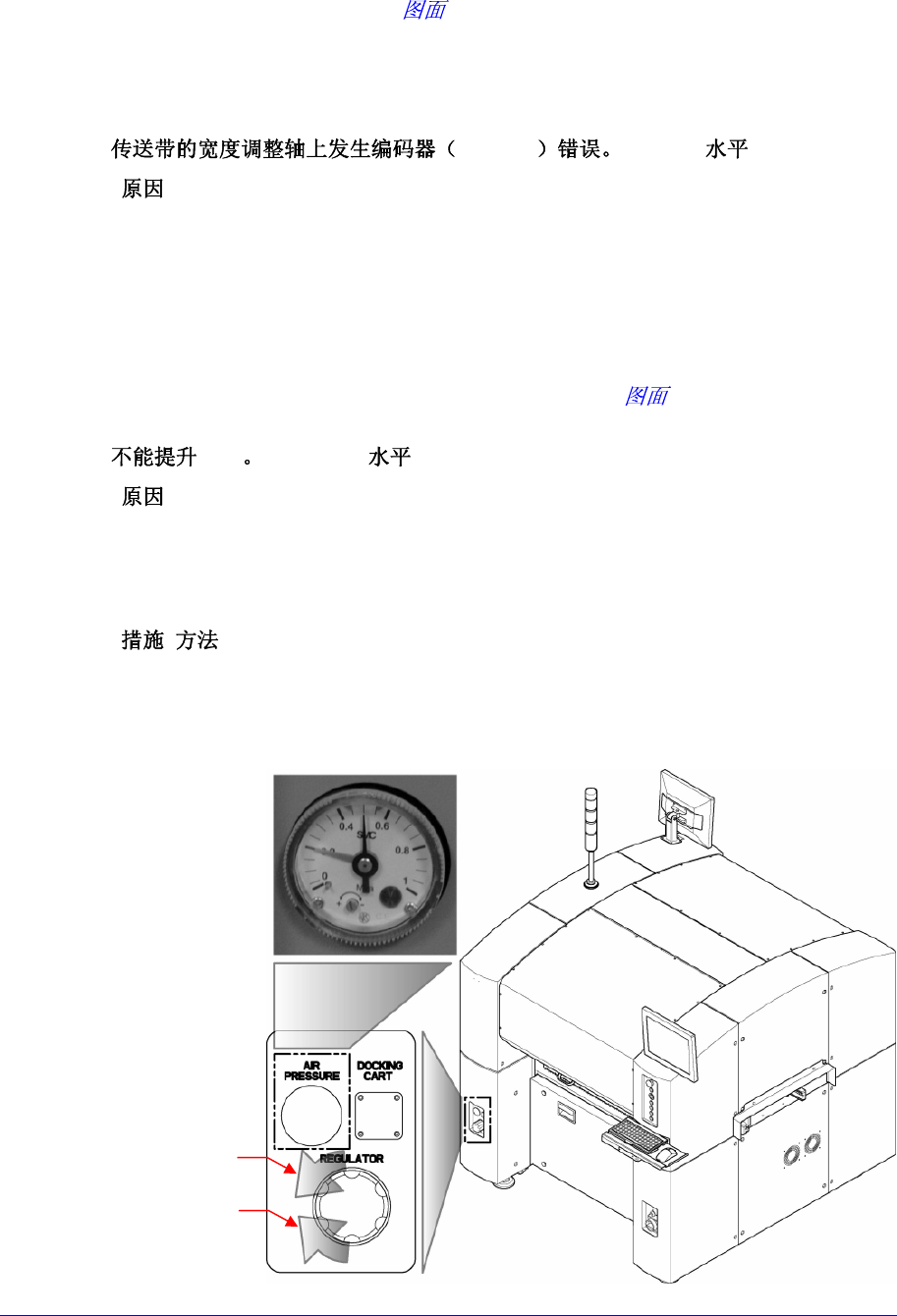
提升 BUT (Back Up Table)时,BUT 不能动时。
把 BUT (Back Up Table)提升后,不被上升(Up)传感器感应。
把 BUT (Back Up Table)提升后,被下降(Down)传感器感应。
[ ]
按”STOP”按钮关闭蜂鸣器。
按”RESET”按钮把设备转换成”IDLE”方式。
从背面的气压表(AIR PRESSURE) 确认压缩气的供应是否正常 (3.5-5bar)。
压力降低
压力上升
1-9
用手动移动BUT的方法来确认有没有机械的干涉。
为确认Conveyor Control Board是否正常,请参照“Maintenance Reference”的 “7.3
”部分,确认相应板的位置后把盖去除。
另外,在“Maintenance Reference”的 “7.3.5 Conveyor Control Board”参照LED有
关信息确认板是否正常动作。
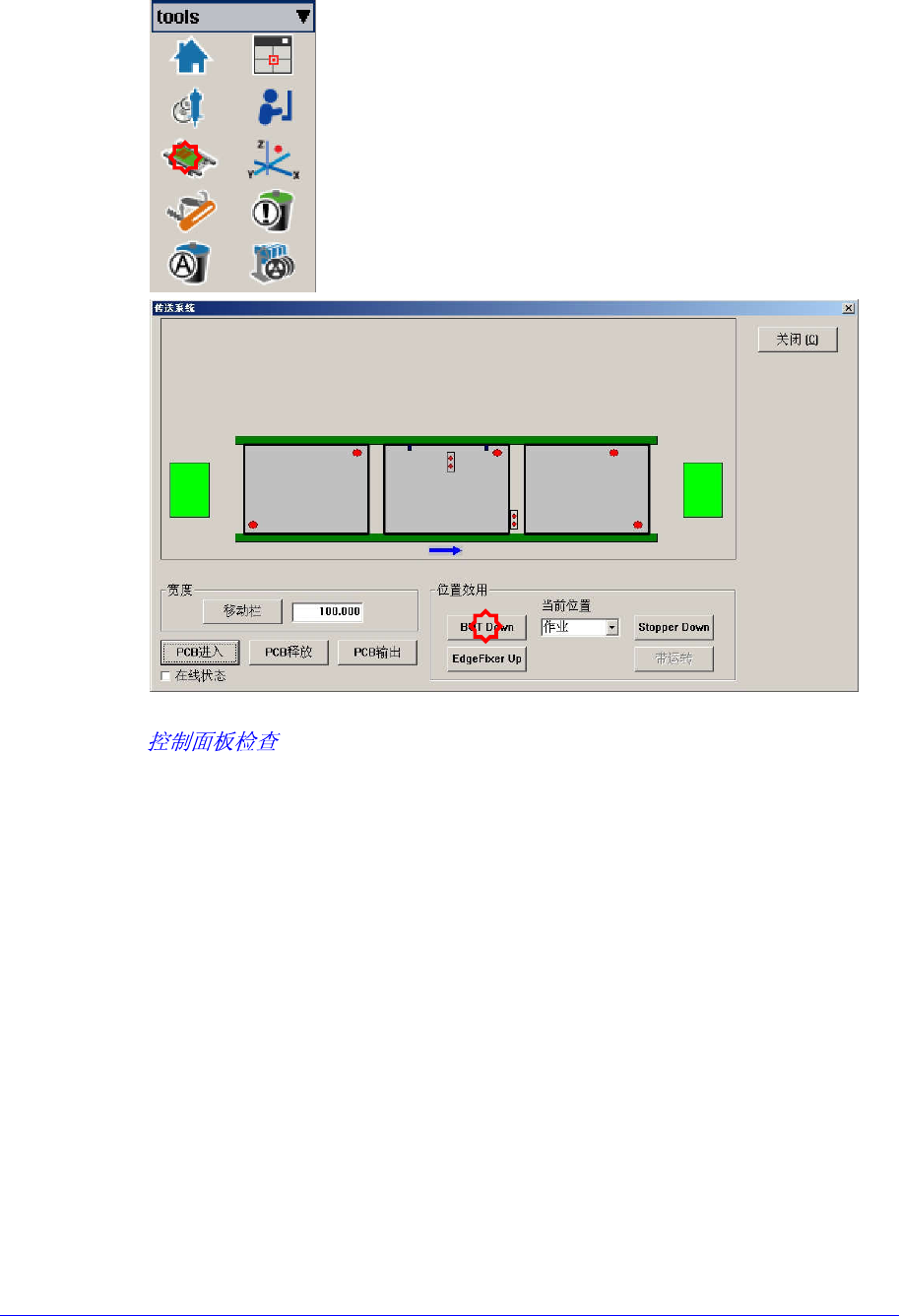
在Diagnosis菜单的I/O确认BUT UP传感器的动作状态。
确认BUT UP传感器的位置。
在Diagnosis菜单的I/O确认BUT DOWN传感器的动作状态。
确认BUT DOWN传感器的位置。
确认BUT传感器位置时 , 请务必与本公司指定的C/S公司或当地代理店(Local
Agent)咨询。
$2002 不能下降BUT。[FREEZE 水平]
[原因]
[措施 方法]
按”STOP”按钮关闭蜂鸣器。
按”RESET”按钮把设备转换成”IDLE”方式。
从背面的气压表(AIR PRESSURE) 确认压缩气的供应是否正常 (0.45-0.55Mpa)