4OM-1001-008_w.pdf - 第389页
5. 5. 5. 5. 5. 吸着と装着に関するトラブルシューティング 吸着と装着に関するトラブルシューティング 吸着と装着に関するトラブルシューティング 吸着と装着に関するトラブルシューティング 吸着と装着に関するトラブルシューティング 5. 1 5. 1 5. 1 5. 1 5. 1 不良現象の分類と不良対策のポイント 不良現象の分類と不良対策のポイント 不良現象の分類と不良対策のポイント 不良現象の分類と不良対策のポイント 不良現…
4.3.7 4.3.7
4.3.7 4.3.7
4.3.7
照明コントロールボード間通信異常照明コントロールボード間通信異常
照明コントロールボード間通信異常照明コントロールボード間通信異常
照明コントロールボード間通信異常
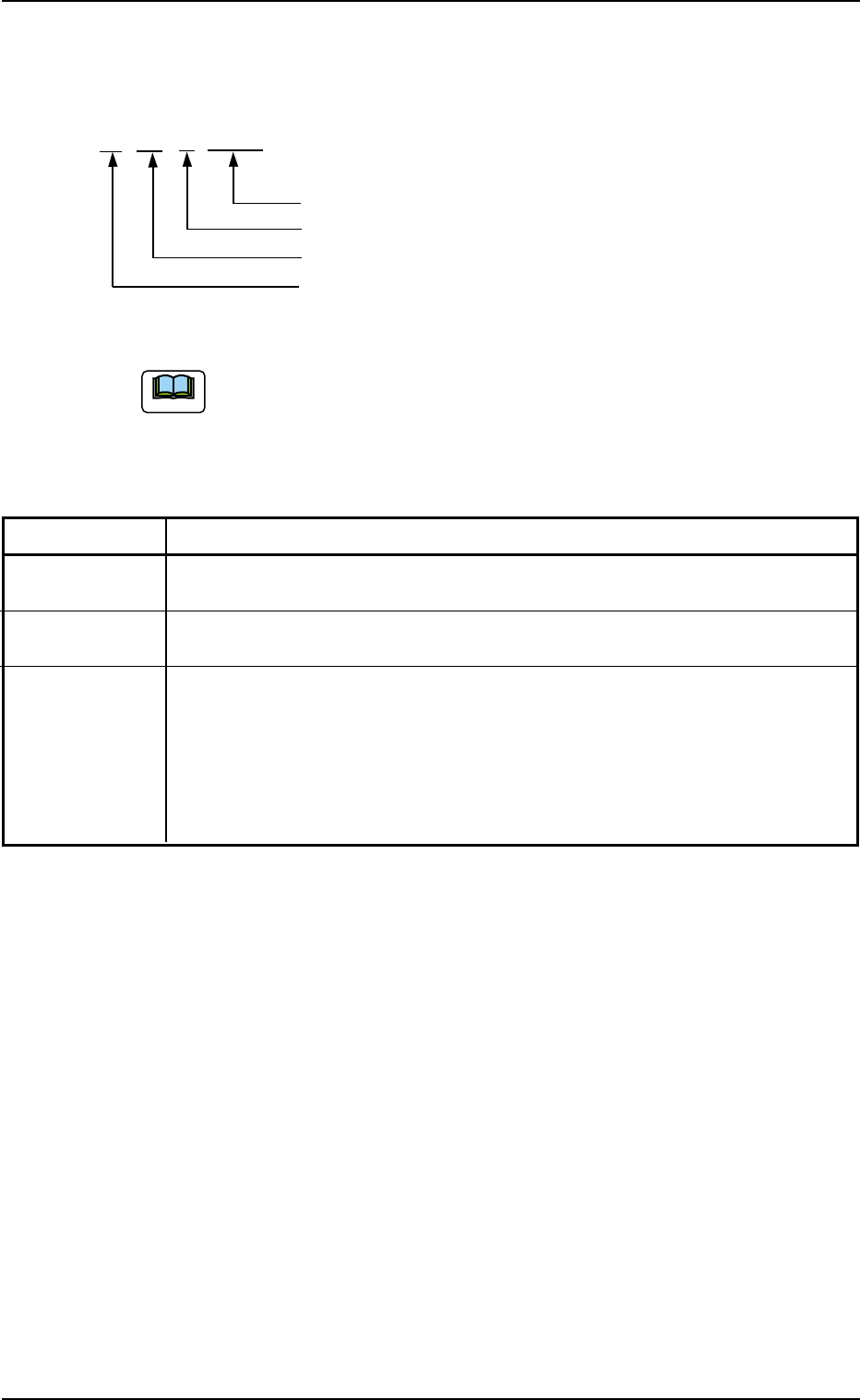
AA BB C DDDDD
詳細コード
異常の子分類(0)
異常の親分類(0)
認識機能の分類(14)
記載している異常ID以外が発生した場合は、当社サービスへ連絡して
ください。
Table 4B20
認識異常認識異常
認識異常認識異常
認識異常
IDID
IDID
ID
認識異常内容、認識異常内容、
認識異常内容、認識異常内容、
認識異常内容、
要因および復帰方法要因および復帰方法
要因および復帰方法要因および復帰方法
要因および復帰方法
1400000000 その他の照明コントロールボード間通信異常
1400000001 認識-照明コントロールボード間通信異常
(要因 1) 装置の自己診断によるメッセージです。
(復帰方法 1)当社サービスへ連絡してください。
ࡁ࠻
4.3 認識異常 ID と復帰方法
0509-002 2-205 AHM01JTRP
5.5.
5.5.
5.
吸着と装着に関するトラブルシューティング吸着と装着に関するトラブルシューティング
吸着と装着に関するトラブルシューティング吸着と装着に関するトラブルシューティング
吸着と装着に関するトラブルシューティング
5.15.1
5.15.1
5.1
不良現象の分類と不良対策のポイント不良現象の分類と不良対策のポイント
不良現象の分類と不良対策のポイント不良現象の分類と不良対策のポイント
不良現象の分類と不良対策のポイント
5.1.15.1.1
5.1.15.1.1
5.1.1
不良現象の分類 不良現象の分類
不良現象の分類 不良現象の分類
不良現象の分類
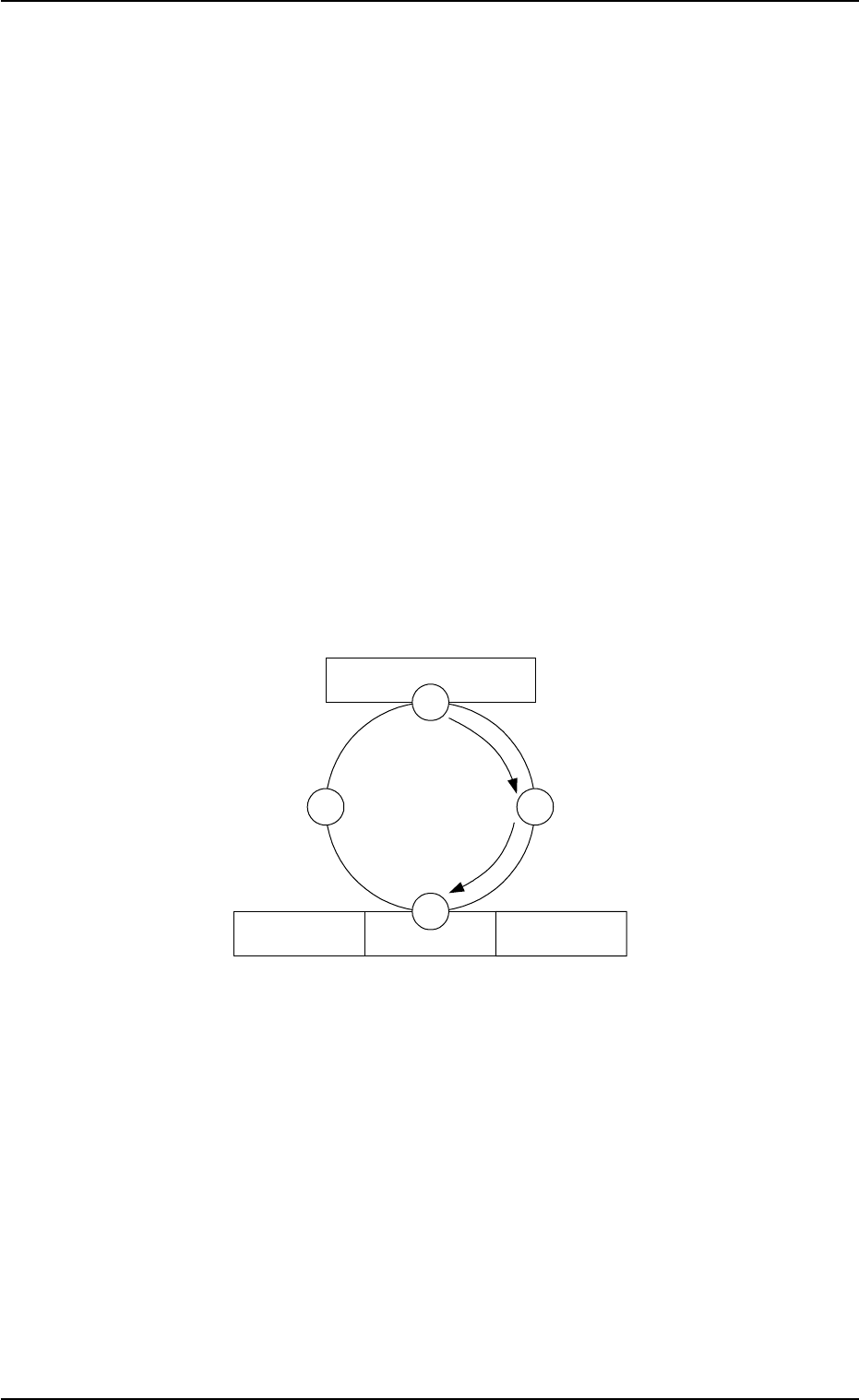
本装置は、以下のように工程 A、B、C、D、E に分類することができま
す。
動作概要については、“第 2 編:操作(スーパーバイザ) 2 節 1. 動作
概要”を参照してください。
工程 A : 部品は、ステーション12で吸着され、ステーション3ま
で搬送されます。
工程 B : ステーション 3 で部品認識処理が行われます。
工程 C : 部品は、ステーション3以降で装着角度が補正され、ス
テーション 6 で基板に装着されます。
工程 D : XY テーブルの移動にともない、部品が基板上に装着さ
れます。
工程 E : 部品装着済み基板が排出されます。
Fig.4B28
この工程を基準に考えた場合、不良は、次の 2 つに大別することがで
きます。
• 装着前の不良
主に、工程 A、B、C で発生します。
• 装着後の不良
主に、工程 D、E で発生します。
5. 吸着と装着に関するトラブルシューティング
ࡈࠖ࠳ࠠࡖ࠶ࠫㇱ
Ꮏ⒟#
:;࠹ࡉ࡞ㇱ ၮ᧼ឃㇱ
Ꮏ⒟%
Ꮏ⒟$
Ꮏ⒟&
Ꮏ⒟'
0304-001 2-206 AHM01JTRP
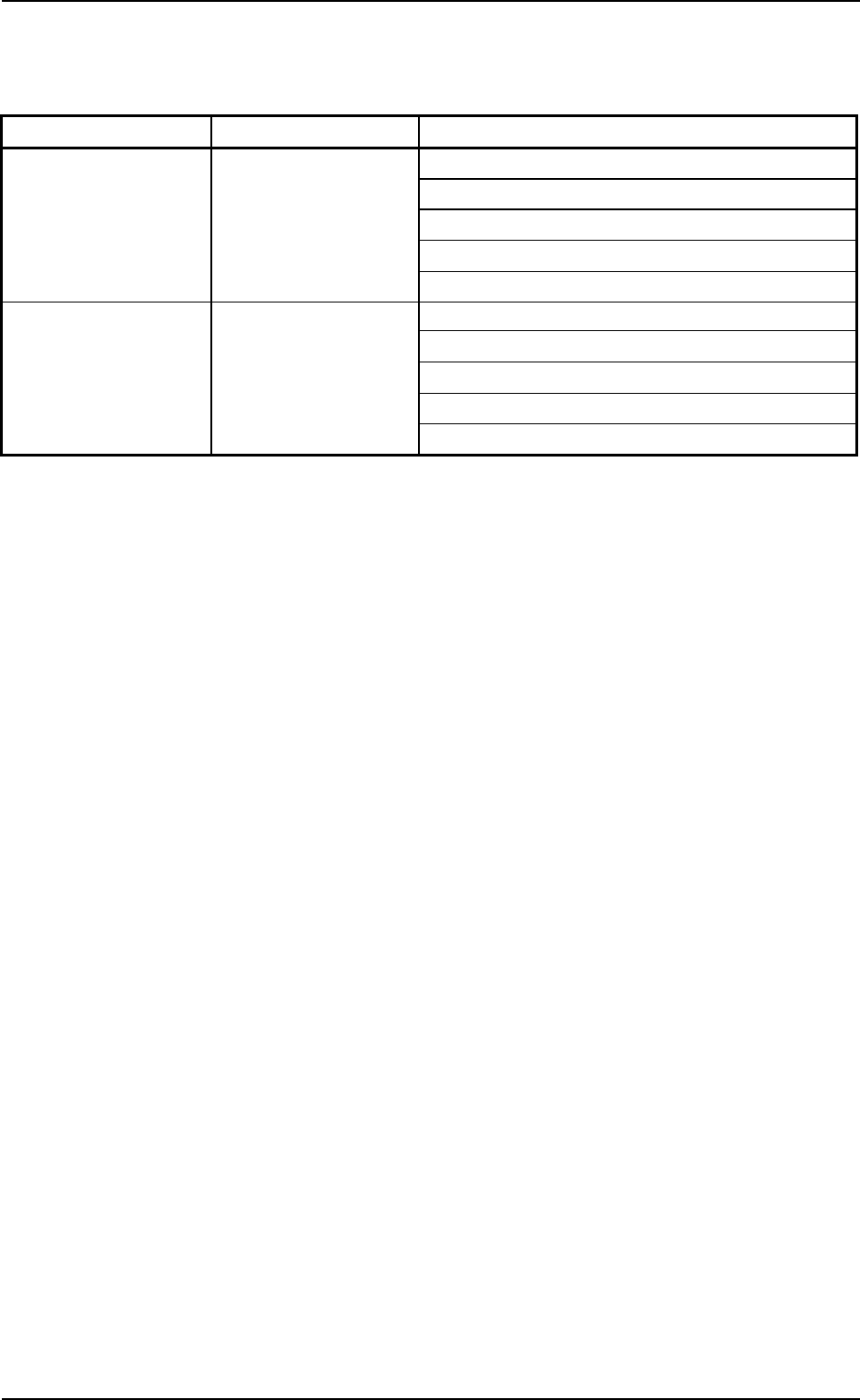
さらに、この不良は下表のように分類することができます。
Table 4B21
不良の分類 不良内容 不 良 症 状
装着前の不良 部品吸着異常 部品が吸着できない。
部品の立ちが発生する。
認識異常が発生する。
部品が落下する。
その他
装着後の不良 部品装着異常 部品の位置ズレ、角度ズレが発生する。
部品が裏返して装着される。
部品の欠品が発生する。
部品の割れ / 欠けが発生する。
その他
5.1.25.1.2
5.1.25.1.2
5.1.2
不良対策のポイント 不良対策のポイント
不良対策のポイント 不良対策のポイント
不良対策のポイント
• 不良対策の第 1 のポイントは、どの現象がどのくらい発生している
か、と言うことを正確につかむことです。
• 第 2 のポイントは、不良が発生した環境や条件などの傾向をつかむ
ことです。
具体的な項目としては、以下のようになります。
(1) 特定の部品で発生していないか?
(2) 特定の生産ロットで発生していないか?
(3) 特定の装置で発生していないか?
(4) 発生時期が限定していないか?
• 第3のポイントは、どの工程で発生しているのか、と言うことです。
通常、装着後の不良は最終の検査工程で発見される場合がほとんど
ですが、その場合には各工程の途中でチェックを行い、工程を特定
することが必要です。
不良対策については、これらの 3 つのポイントを押えて、現象を正
確に把握することが何より大切であり、これにより「要因の絞り込
みと対策立案」が可能になります。
この現象把握をいい加減に行いますと、効果のない対策の実施など
により、不良対策に時間がかかります。
特に、発生率の低い不良に対しては、正確にデータを取り、その結
果に対して要因を検討し、対策する必要があります。
5.1 不良現象の分類と不良対策のポイント
0304-001 2-207 AHM01JTRP