TT6094.ProductionHistory(YAMAHA_BRAND).pdf - 第30页
Y AMAHA Motor Co Ltd., IM Operation Mounter Soft Gr MDOC-SOFT5001 1 TT6094.Pr oductionHistory (Y AMAHA_BR AND).doc 30 / 53 A cause t hat the Workin g Ratio get s bad is fo llows. : The error w hich a machine o ccu…
YAMAHA Motor Co Ltd.,
IM Operation
Mounter Soft Gr
MDOC-SOFT50011
TT6094.ProductionHistory(YAMAHA_BRAND).doc
29 / 53
The numerical value shown with the following formula is computed with Working Ratio.
Working Ratio is measured in the lot unit, and Working Ratio adopted here is the time when setup time
was omitted.
<Working Ratio>
(Total Mount Time + Total Transfer Time)
Working Ratio (%) = -------------------------------------------------------------------------------------- x 100(%)
(Production Finish Time-Setup Finish Time)-Total Standby Time)
<Working Ratio on each stage>
(Total Mount Time of a stage + Mark Rec Time of a stage + Total Transfer Time of a stage)
Working Ratio on each stage (%) = ---------------------------------------------------- x 100(%)
{(Production Finish Time – Setup Finish Time) – Total Standby Time}
(Total Mount Time of all stages+ Mark Rec Time of a stage + Total Transfer Time of all stages)
Working Ratio of WCH (%) = ---------------------------------------------------- x 100(%)
{4(Production Finish Time – Setup Finish Time) – Total Standby Time of all stages}
<The explanation of each item>
Total Mount Time :The total mounting time. Mounting time means the time head unit moving
(include mark recognition, error retry).
Total Transfer Time :The total transfer time by conveyor transferring board.
The time when Machine is working when these two are added comes.
Setup Finish Time : The time to start running after board switching is done. (Time to stop by the
setup work isn't contained after board switching is done.)
Production Finish Time :The time when switching next board data.
Total Standby Time : The time when the head isn't moving by Upstream standby or downstream
standby.
The result that it can get from the above formula is the time when the machine can move. When it
wrights simply,
The Time the machine worked actually
Working Ratio (%) = ------------------------------------------------------------- x 100(%)
The time the machine can move
YAMAHA Motor Co Ltd.,
IM Operation
Mounter Soft Gr
MDOC-SOFT50011
TT6094.ProductionHistory(YAMAHA_BRAND).doc
30 / 53
A cause that the Working Ratio gets bad is follows.
: The error which a machine occurs in.
: Running stop by the part supply.
: Running stop by operator. (STOP button)
Working Ratio of some lots (ex. Ratio of one day all) can calculate according to the customer’s
definition by using table calculation software on the market.
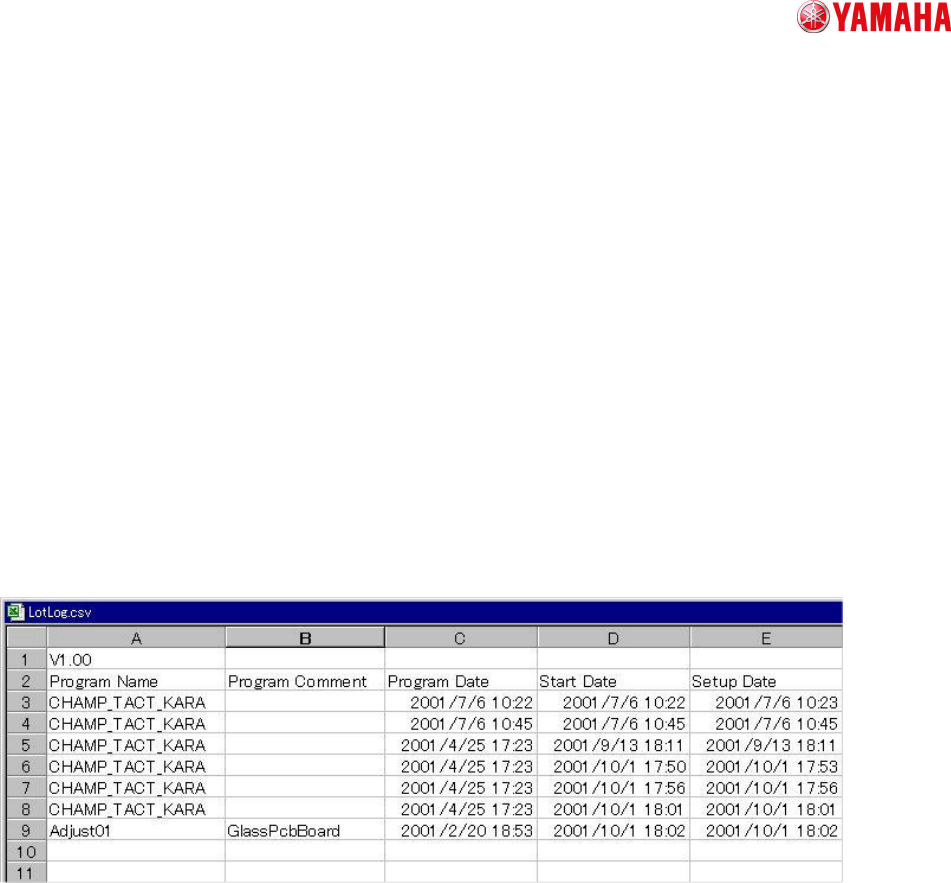
7-2. File format
It indicates a version in the 1
st
row, “Grid with detail of each item” in the 2
nd
, and Error information in
order of occurrence below the 3
rd
row.
Fig. 7-2
YAMAHA Motor Co Ltd.,
IM Operation
Mounter Soft Gr
MDOC-SOFT50011
TT6094.ProductionHistory(YAMAHA_BRAND).doc
31 / 53
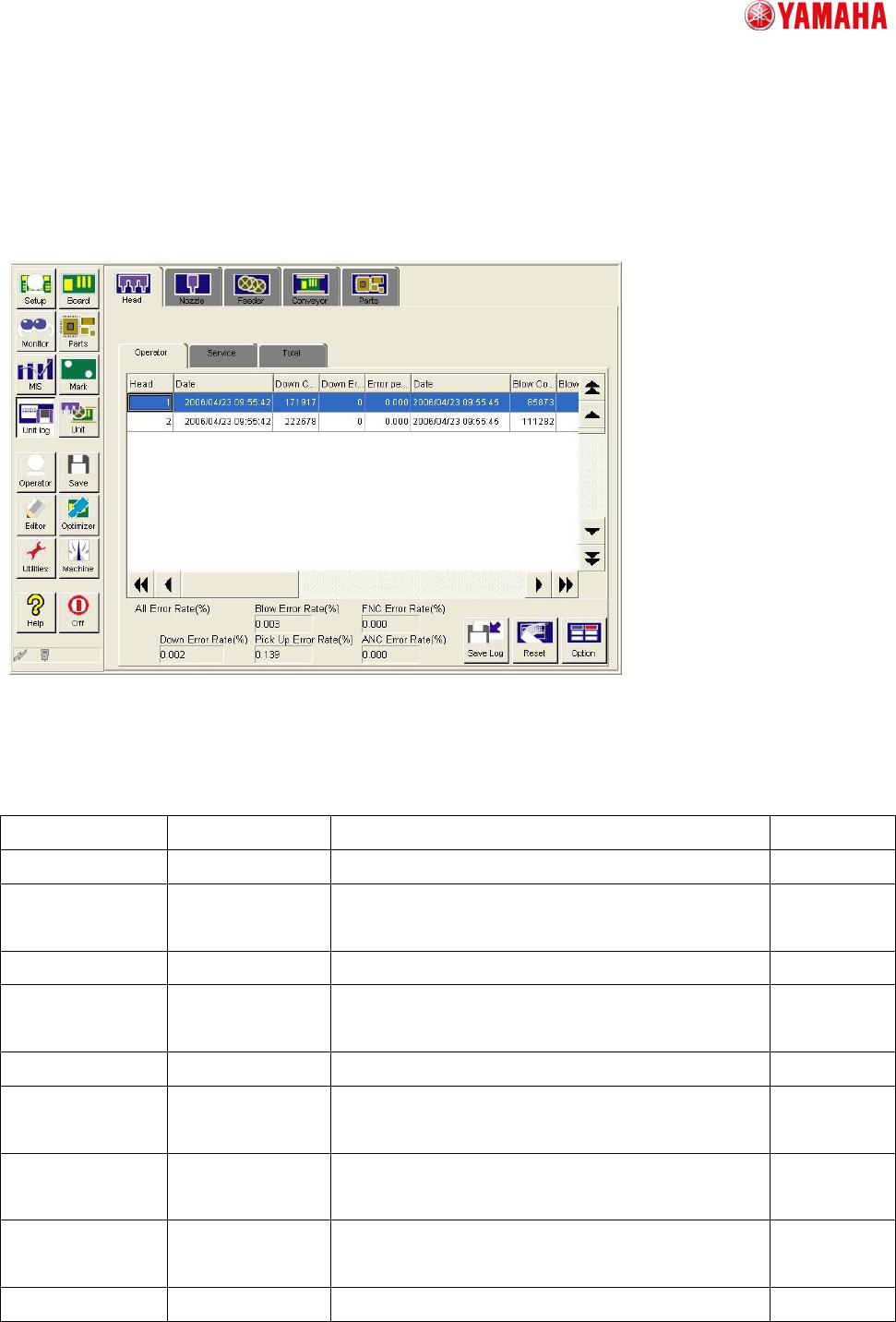
8. Head (Unit Log)
In the Head tab of Unit Log, it is indicated the information about machine’s head.
It can confirm the use conditions of each head and the occurrence conditions of the error
8-1. Grid with detail of each item
Chart. 8-1-1. Grid with detail of each item
<Item> <Example> <Contents> <Version>
Version V1.00 Version of the history recorded. *1
Table 0 Table No.
Table A is 0, Table B is 1
*1
Head 2 The numbers of heads. *1
Data 2001/04/17
17:14:45
All: Date starting to record on the head down. *1
Down Counter 25182 All: The number of times the head comes down. *1
Down Error
Counter
0 All: The number of Down Errors with the head. *1
Error per cent
(%)
0.0 All: (Down Error Counter) / (Down Counter) x
100%
*1
Data 2001/04/17
17:14:45
All: Date starting to record on the head blow. *1
Blow Counter 12591 All: The number of times the head blows. *1