00196966-04-BA-SX12-V2-PT.pdf - 第253页
Manual de operaçãoSIPLACE SX1/SX2 5Tarefas na máquina A partir da versão de software SR.706.1 SP1 Edição 10/2014 PT 5.7Lâmpadas de sinalização com buzina 253 5.7.2.1 Generalidades 5 5.7.2.2 Frequências das luzes intermit…
5Tarefas na máquina Manual de operaçãoSIPLACE SX1/SX2
5.7Lâmpadas de sinalização com buzina A partir da versão de software SR.706.1 SP1 Edição 10/2014 PT
252
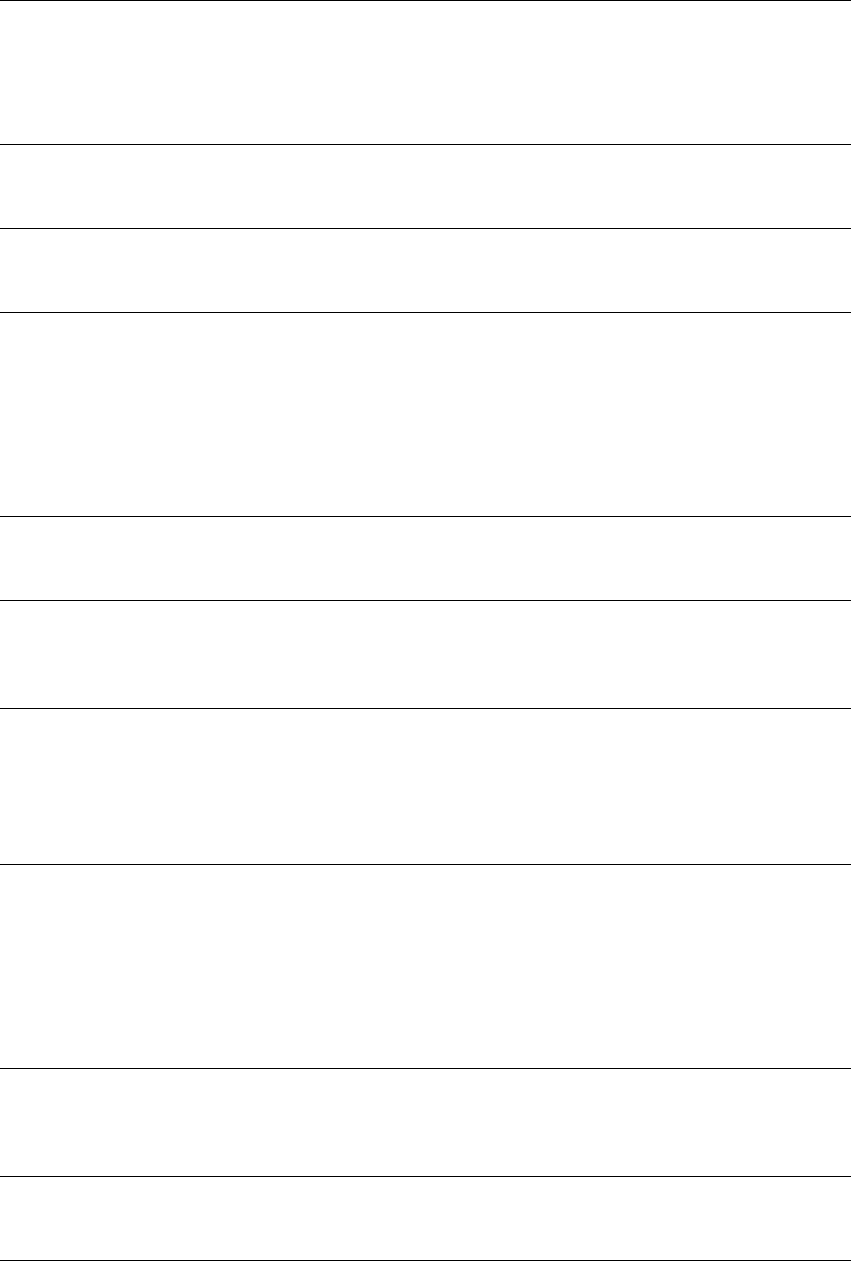
É necessário verificar a prepa-
ração para mais de uma posi-
ção de coleta.
respectivo lado Branco: 500 -500
Verde: --
Vermelho: Apagada
Amarelo: 500 - 500
Verde: Apagada
A preparação das pipetas não
está completa.
respectivo lado Branco: 500 -500
Verde: --
Vermelho: Apagada
Amarelo: Acesa
Verde: Acesa
A última posição de coleta dis-
ponível está sendo utilizada ou
não resta mais nenhuma posi-
ção de coleta para este compo-
nente. A estação de montagem
continua produzindo enquanto
puder montar outros compo-
nentes.
respectivo lado Branco: 100 -200
Verde: --
Vermelho: Apagada
Amarelo: Acesa
Verde: Acesa
O nível de enchimento de uma
posição de coleta ou de um
módulo Dip está baixo.
respectivo lado Branco: 100 -200
Verde: --
Vermelho: Apagada
Amarelo: Acesa
Verde: Acesa
Uma placa de circuitos impres-
sos não pode continuar sendo
transportada até a área seguin-
te.
respectivo lado Branco: Acesa
Verde: --
Vermelho: Apagada
Amarelo: 500 - 500
Verde: Apagada
Não é possível ler o código de
barras da placa de circuitos im-
pressos na correia de entrada.
O operador tem que inserir a
placa de circuitos impressos
manualmente.
respectivo lado Não configurado Vermelho: Apagada
Amarelo: 500 - 500
Verde: Apagada
A estação de montagem foi pa-
rada automaticamente devido
a um evento não
configurado, p. ex. um erro de
transporte. Eventos não confi-
gurados que levam a uma pa-
rada da máquina não são con-
siderados aqui.
Dois lados Branco: Acesa
Verde: Apagada
Vermelho: Apagada
Amarelo: 500 - 500
Verde: Apagada
A produção foi parada automa-
ticamente, (p. ex., não há ne-
nhum componente disponível
para ser coletado).
respectivo lado Branco: Acesa
Verde: Apagada
Vermelho: Apagada
Amarelo: 500 - 500
Verde: Apagada
A estação de montagem exe-
cuta uma função manual que
foi iniciada pelo operador.
Branco: 100 -1000
Verde: 700 - 700
Vermelho: Apagada
Amarelo: Apagada
Verde: 500 - 500
Significado Lado da
máquina
Status - duas cores
((branco/verde)
Status - três cores
(vermelho/amarelo/
verde)
Manual de operaçãoSIPLACE SX1/SX2 5Tarefas na máquina
A partir da versão de software SR.706.1 SP1 Edição 10/2014 PT 5.7Lâmpadas de sinalização com buzina
253
5.7.2.1 Generalidades
5
5.7.2.2 Frequências das luzes intermitentes
5
5
5.7.2.3 Prioridades
5
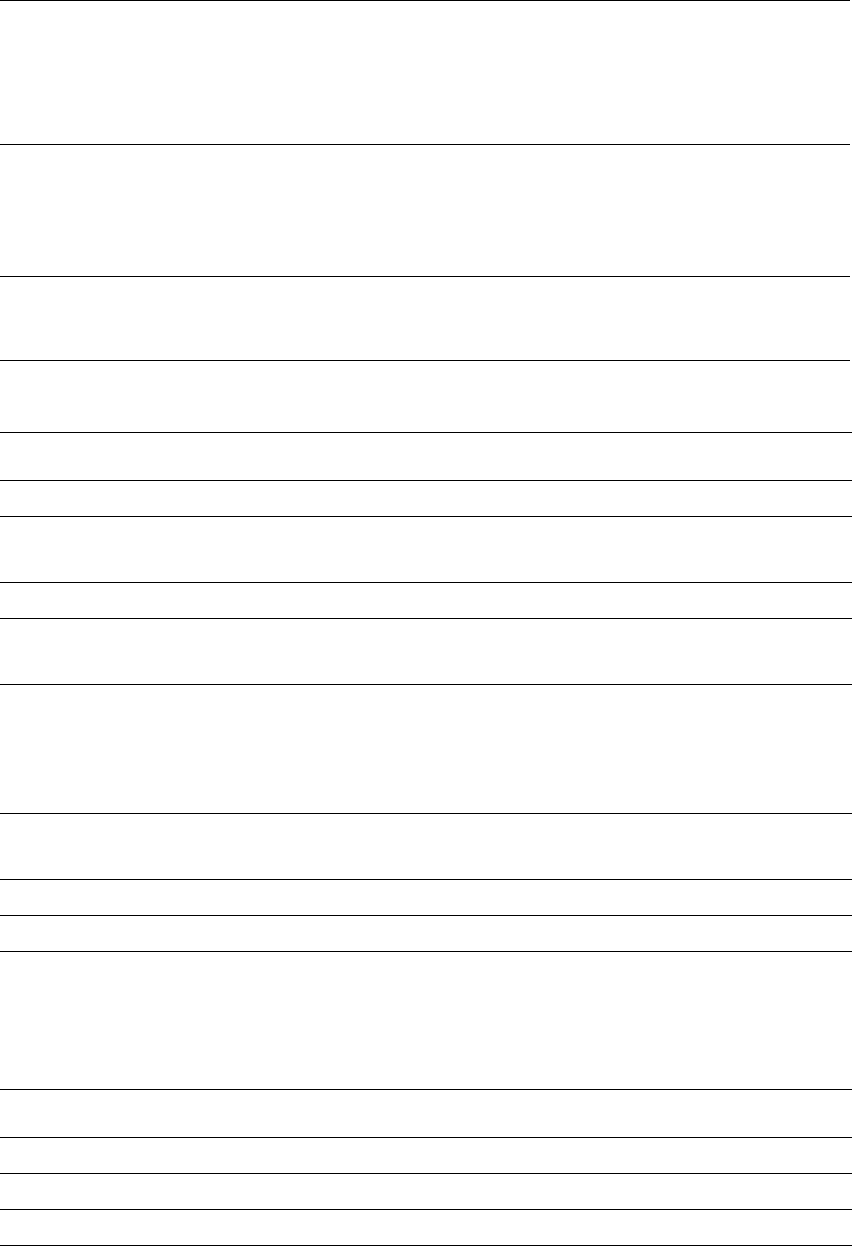
A estação de montagem foi pa-
rada devido a um erro de medi-
ção de marca ( p. ex., placa de
circuitos impressos, mesa, ali-
mentador).
Dois lados Branco: Acesa
Verde: Apagada
Vermelho: Apagada
Amarelo: 500 - 500
Verde: Apagada
O circuito de segurança não
está fechado.
respectivo lado Branco: Acesa
Verde: Apagada
Vermelho: Acesa
Amarelo: Apagada
Verde: Apagada
Significado Lado da
máquina
Status - duas cores
((branco/verde)
Status - três cores
(vermelho/amarelo/
verde)
Status Significado
Apagada Nenhum aviso e nenhum alarme
Intermitente Aviso; a frequência varia de acordo com o tipo de aviso. Liga-
Desliga em milisegundos.
Acesa Alarme
-- O estado descrito não tem nenhum efeito sobre a respectiva
lâmpada.
Intermitência normal Lâmpada de sinalização verde: 700 ms apagada, 700 ms acesa
Lâmpada de sinalização branca: 500 ms apagada, 500 ms acesa
Intermitência breve 100 ms acesa, 1000 ms apagada
Intermitência rápida 100 ms acesa, 200 ms apagada
Tipo de aviso Prioridade
Definição para intermitência rápida máxima
Definição para intermitência normal média
Definição para intermitência breve baixa

5Tarefas na máquina Manual de operaçãoSIPLACE SX1/SX2
5.8Troca de turno A partir da versão de software SR.706.1 SP1 Edição 10/2014 PT
254
5.7.2.4 Tempo de reação
Todas as alterações do status da máquina são exibidas nas lâmpadas de sinalização dentro de
três segundos.
5.8 Troca de turno
5.8.1 Atividades para a troca de turno
Faça a junção das fitas com a devida antecedência. Os alimentadores não precisam ser re-
abastecidos imediatamente após uma troca de turno. Isso minimiza longos períodos de pa-
rada.
Repasse as informações importantes ao operador do turno seguinte. Essas informações in-
cluem, por exemplo, alterações no programa de montagem. Para isso execute os passos de
trabalho descritos na lista da seção 5.12
, página 276.
Faça uma verificação da preparação.
Neste procedimento verifique se os alimentadores estão carregados com os componentes
corretos, se estão no compartimento certo do carro de componentes e se a amplitude do
passo do transporte está ajustada corretamente.
Faça uma limpeza nos seguintes módulos da linha:
Esvazie o recipiente de ejeção e aspire cuidadosamente a área ao redor do recipiente de eje-
ção.
Aspire cuidadosamente o trocador de pipetas, os alimentadores e o carro de componentes.
Esvazie o recipiente de resíduos de fita. Observe as instruções de segurança na seção 5.8.2,
página 255
.
Esvazie a bandeja coletora para a cobertura da máquina.