HOST.pdf - 第38页
BM 122/ 123 /1 33/ 221/2 31 HOST COMPUTER SYSTEM 3. 4 R Comm ands E35HEC- 4A-191- A0 3.4- 1 3.4. R Commands E35HEC- 4A-191- A0 R comm ands are opti onal. These comm ands are used to not ify producti on quanti ty i nforma…

BM122/123/133/221/231
HOST COMPUTER SYSTEM
3.3 C commands
E35HEC-4A-181-B0
3.3-16
Width adjustment axis origin return: C5WCOG
Use the C5WCOG command to return width adjustment axis to origin.
Sending this command moves the width adjustment axis to origin.
Command format: C5WCOG
=REMARKS=
This command is not available if the machine is not provided with the width adjustment option, or if ‘Execute
Auto Width Adjusting’ in the operation data setting has not been selected.
BM122/123/133/221/231
HOST COMPUTER SYSTEM
3.4 R Commands
E35HEC-4A-191-A0
3.4-1
3.4. R Commands
E35HEC-4A-191-A0
R commands are optional.
These commands are used to notify production quantity information, operation mode information and error
information from the machine to the host computer.
Item Description
Command name Sending the changes in machine status
COM port used Port 2
Data format
Item Description
Command field R0 + Machine status
R1 + Processing information Output one of these
R2 + Error information R commands
R3 + Recovery information
Data size field 0
Data field None
Command sequence
Host computer system Equipment
End (1) R0 to R3 + data
(1) No data type (2) Data-attached type
It is not necessary for the host computer to respond with A2 command to the R command received.
3.4.1 Production Quantity Information: R0CT / R0EP
R0 commands are used for totaling the time of operation started by the remote control command.
Command format: R0∗∗Cnnnn
∗∗ Code Application
∗∗
Description
CT
Generated when product program EOP block execution is complete and stop mode is
‘CONT’.
Usually, it is used to count PCB production.
EP
Generated when stop mode is ‘EOP’ or ‘1. BLOCK’ and product program has executed
an EOP block.
This signal can be used for production complete. At this time, R0CT is not output.
nnnn:
Outputs the production time per board (incl. loading) in seconds.
It is possible to switch whether or not to output production time per board.
== Refer to ’3.4.6 Setting R Commands Output Condition’ for details.
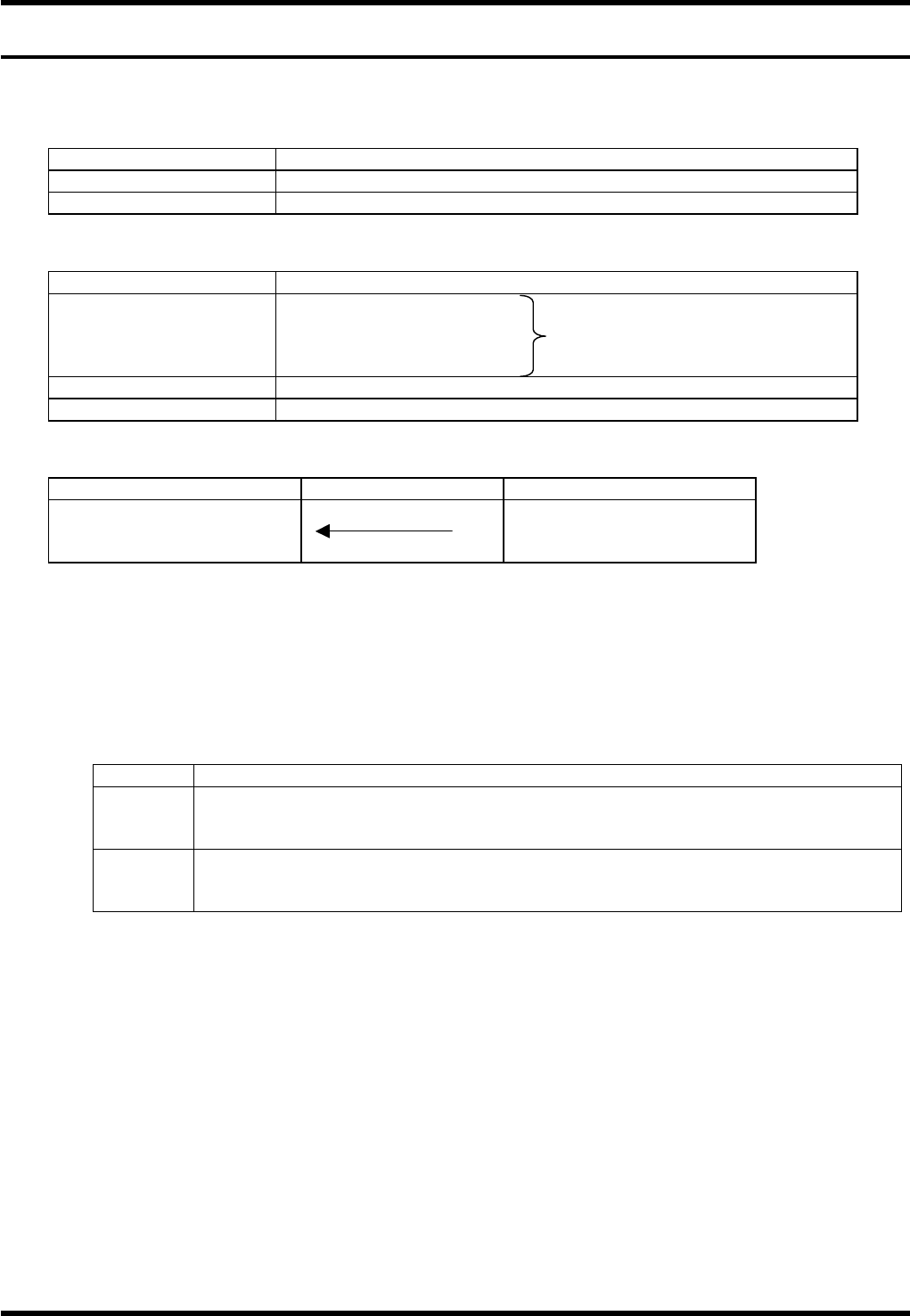
These real-time information are used for totaling production time as shown in the following example.
BM122/123/133/221/231
HOST COMPUTER SYSTEM
3.4 R Commands
E35HEC-4A-191-A0
3.4-2
Ex.: Production time total
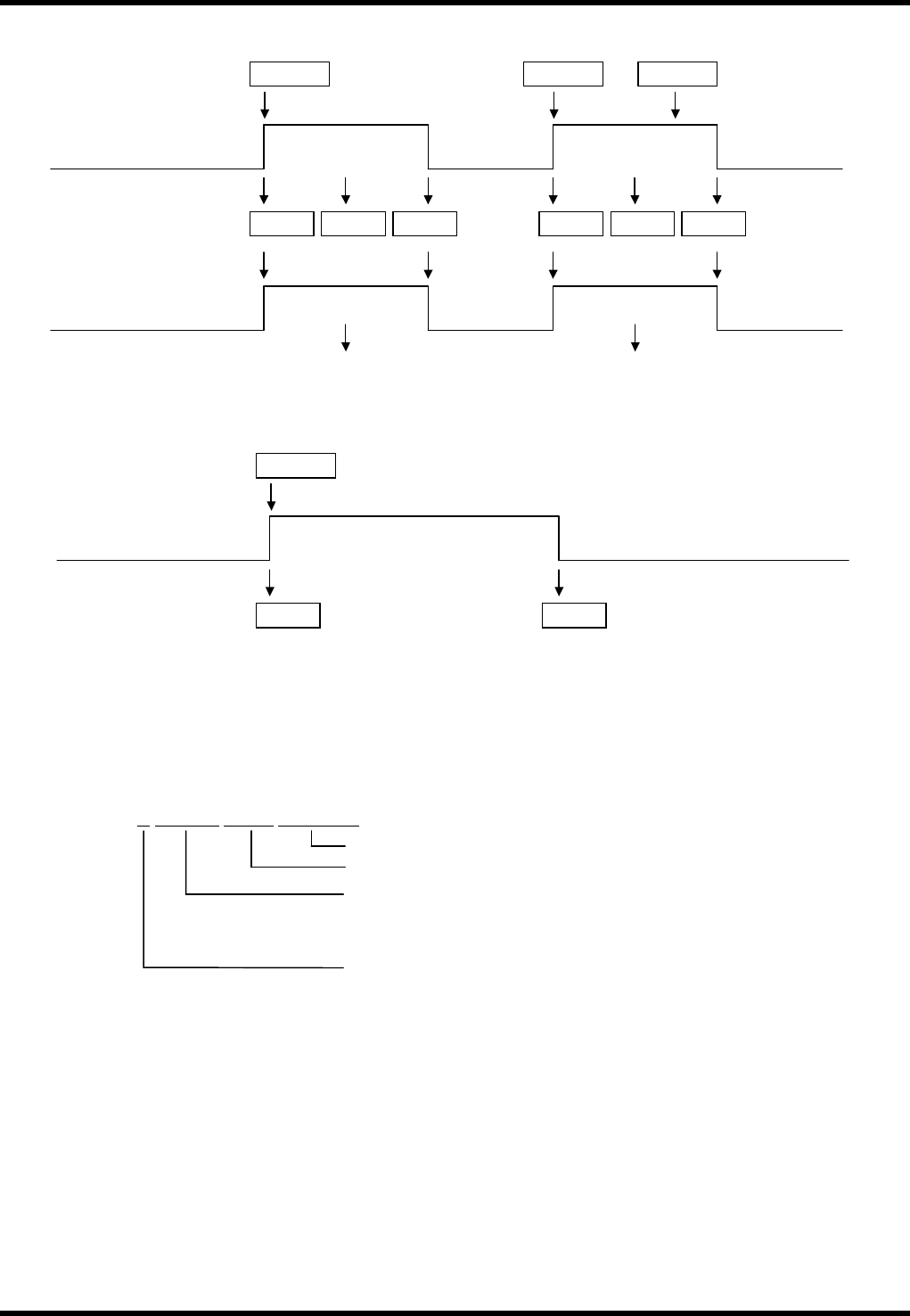
Ex.: Real-time command at EOP
The following shows information for EOP operation from the host computer.
3.4.2 R0BD
This command is used to notify the result of bad mark recognition.
Command format:
C5STEP
R1ST
Machine Operation Status
(EOP or 1 block operation)
R0EP
Machine automatically stops
R 0 B D G
S m m m Z n n n M 0 T 0 0 0
Fixed character string
Z No. (Not used, fixed at 000)
Number of the pattern the bad mark belongs to.
Smmm is not output if the program is not for multiple-pattern
boards.
‘G’: Recognition was successful.
‘NG’: Recognition was unsuccessful.
C5STCT
R1ST R0CT R2E03
Control command
Machine Operation Status
(CONT Operation)
Real-time command
EOP block
Component
exhaust
EOP block
R1ST R0CT R0EP
EOP stop
C5ST C5SPEP
Production time total
Count up Count up
Production Board Count