1_9_MDS+3200+_User+Manual___BA_015c-J.pdf - 第40页
40 VTK- VS - BA - 015c -J | MD S 3200+ 系列 - 使用手册 | 操作 7 操作 7.1 触发点胶 序列 有以下 3 种 方法触发 点胶: MDC 3200 + 控制器上的功能 键 摁 [trig] 键,用预设 的参数触发脉冲 序列。 通过 RS-232C 使用串行指令 “VAL VE:OPEN” 。详细 信息 ,请参考章 节 8.1.2 。 通过 PLC 指令 实时触发 I/ O 7.2…
VTK-VS-BA-015c-J | MDS 3200+ 系列-使用手册 | 初始操作
39
6.6 初次注入点胶介质
步骤 1:向胶筒注入点胶介质时,充入量应小于胶筒容量的 80 % 。
步骤 2:胶筒穿过支架,并顺时针拧入鲁尔接头。
步骤 3:将压缩空气适配头顺时针拧入胶筒,直到固定。
步骤 4:将带 KS4-CK-6 插头的 PVC 软管插入气压供给设备。 接口型号为 KD4-1/2-A 。
步骤 5:设置合适的气压,启动压缩空气供给。
注意!(检查是否漏气)
正确安装所有组件,确保系统的密封性。
在点胶应用中,若想实现好的点胶结果,通常 4 bar 的气压值已经足够。
可参考以下标准值:
低粘度流体(如,水):0.5–1.5 bar
中等粘度流体(如,SMT-填充胶):1.5–2.0 bar
高粘度流体(如,锡膏):2.0–7.0 bar
注意!(未注入点胶介质前,请勿开启系统)
不要空点胶 (如,系统未注入点胶介质),否则系统可能会损坏。冲洗点胶阀时, 请
注意以下限制:
撞针升程 NL 最大为 80;下降时长 Falling 最短可设置为 0.13。
6.7 去除液盒里的空气
按以下步骤去除液盒里的空气(更换胶筒后,有空气进入液盒):
先保存点胶参数,然后调整参数如下,
Rising 0.5、Open Time 1.5、Falling 0.17、Delay 5–30、Needle Lift 75 且 Number of Pulses 500–
2000
摁 [trig]键触发,脉冲数(点胶数)约为 500 到 2000。
然后恢复之前存储的点胶参数并开启点胶过程。
6.8 设置参数并启动
步骤 1:在控制器的子菜单“Pulse Parameters”,输入点胶参数 (供应商推荐的参数或
自行测试确定的参数)。
步骤 2:摁 [enter] 键确认参数。
步骤 3:重复摁[esc] 键返回一级菜单。
步骤 4:摁 [trig]键启动点胶。
须知!(启动点胶过程)
在一级菜单时,可通过所有方法启动点胶。在其它菜单级,仅可通过摁 [trig] 键来启动
点胶。

40
VTK-VS-BA-015c-J | MDS 3200+ 系列-使用手册 | 操作
7 操作
7.1 触发点胶序列
有以下 3 种方法触发点胶:
MDC 3200
+
控制器上的功能键
摁 [trig] 键,用预设的参数触发脉冲序列。
通过 RS-232C
使用串行指令“VALVE:OPEN”。详细信息,请参考章节 8.1.2。
通过 PLC 指令
实时触发 I/O
7.2 多点喷射与定位(模式)
用以下模式,将多点喷射结合到预定义的点胶结构中(如,直线或圆圈):
Burst Mode 成组模式
PLC 接口的每个脉冲触发,启动一个预定义的脉冲点胶数。
-Number of Pulses 点胶数:预定义数值(如,1–32000)
Single-Shot Mode 单点模式
每一个喷射点都是由单独的 PLC 触发信号触发的。连续点胶时(如点一条直线或圆
圈),要想得到恒定的线宽,应根据坐标定位系统的路径速度选择触发信号频率。
-Number of Pulses 点胶数:“1”
Infinite Mode 无限模式
PLC 信号输入为 “logic 1”,将连续点胶。信号改为 “logic 0”,将停止点胶。
-Number of Pulses 点胶数:“infinite” (通过按键设置)
“0” (通过 RS-232C 设置)
Scenario Mode 方案模式
通过方案设置来定义一整套脉冲序列。即使点胶结构复杂,也可在每个方案
中设置 10 组不同的点胶参数组合,可保存 4 组方案设置。
参数设置依据方案设置说明进行。
External Mode 外控模式
时间参数设置(“Open Time”)被转移到设备软件。阀处于外控模式,功能同
时间压力阀。
通过 RS-232C 指令或控制器上的按键激活参数。外控模式时,打开时间被更
改为“external”,脉冲数被更改为“1” (仍受最小延迟限制)。
触发脉冲- 撞针升起时间= 打开时长
将执行 MDC 菜单中预设的参数如,Rising、Falling、Delay 和 Needle Lift。将
激活一个点胶脉冲。PLC 触发信号为“logisch 1” 时,阀打开。PLC 触发信号切
换为“logisch 0” 时阀关闭。控制器收到下一个触发信号后,再次触发点胶。
须知!(Open Time 和 Needle Lift)
如果“Needle Lift” 的设置值> 80 %,“Open Time” 最长为 15 ms。若设置值≤
80 %,“Open Time” 最长为 3000 ms。 “Open Time” 时长取决于 PLC 信号时长
(logic 1)。
VTK-VS-BA-015c-J | MDS 3200+ 系列-使用手册 | 操作
41
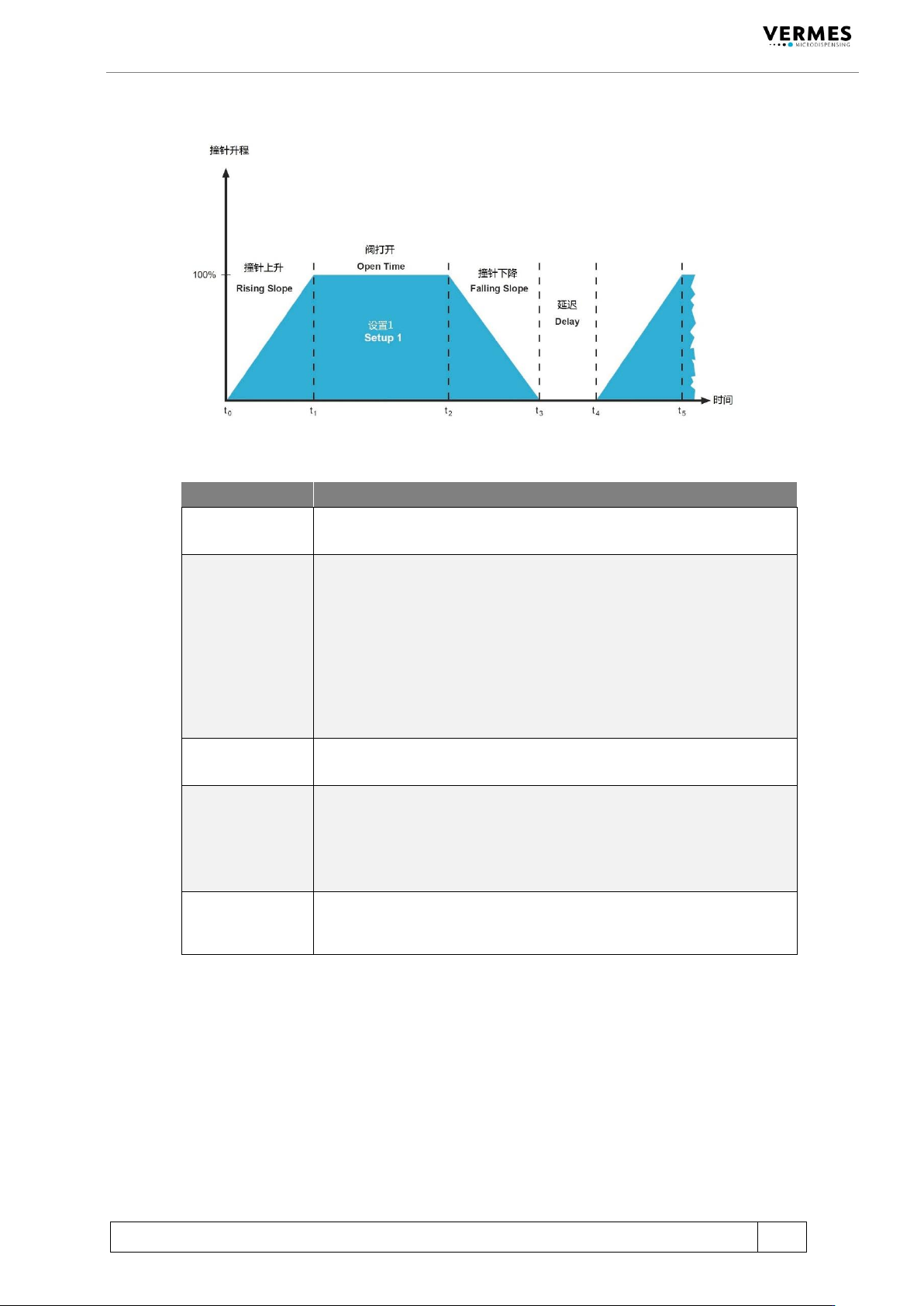
7.3 点胶过程中的参数
以下为系统的点胶曲线图(Y 轴=撞针升程)。
图表中的参数:
参数
说明
Rising (RI)
撞针上升
此区间为阀完全打开需要的时间 。可调整幅度为 0.01 ms。
Open Time (OT)
阀打开
在此期间,阀保持打开状态。可调整幅度为 0.1 ms。
NL(撞针升程)≤ 80 %时,最大 open time = 3000 ms。
NL(撞针升程)> 80 %时,最大 open time = 15 ms。
注意!
外控模式状态下运行时,由以下功能触发点胶:
使用预定义的 Rising、falling、delay 和 needle lift 值点胶。直到信号回
到 “logic 0”状态,Open time 将保持激活(needle lift ≤ 80 %时)。
needle lift > 80 % 时,最大 open time 被限制为 15 ms。
Falling (FA)
撞针下降
此区间代表阀关闭所需时间。此时剩余的点胶介质将被从喷嘴内腔排
出。可调整幅度为 0.01 ms。
Delay (DL)
点胶延迟
此为两个完整脉冲的时间间隔,可调整幅度为 0.1 ms。
注意!
若 MDC 接入加热块,最小 Delay 应为 2.0 ms。 若想将 Delay 时间设置
小于 2.0 ms,需外接加热块控制器。
Needle Lift (NL)
撞针升程
此参数代表撞针的升程, 最高可为 100 %。 若升程介于 80 % 到 100 %
间,阀将在双极模式下运行。伴随着温度升高,平均点胶频率和阀的
寿命将下降。较为理想的撞针升程应介于 70 % 到 80 % 之间。