N7201A652C.pdf - 第396页
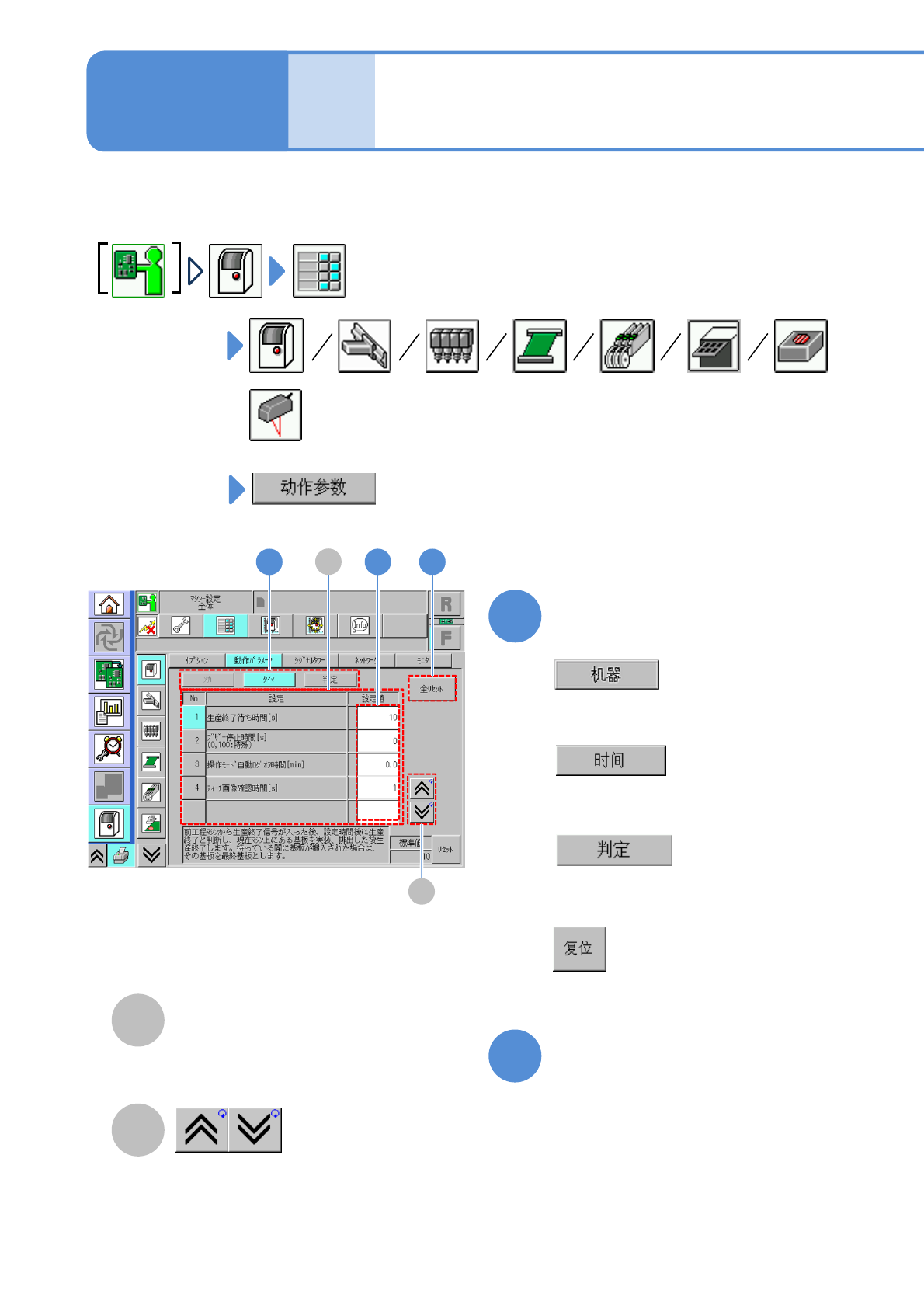
NPM- TT2 EJM1EC-MB-05 O-05 单元设定 动作参数的设定 1 5-1-2 -1 设定系统动作的参数。 动作参数的设定状态 A B 显示前后画面。 操作篇 5-1-2 1 2 选择动作参数的种类 ■设定尺寸时 ■设定时间时 ■判定时 修改画面上需要修改的数据 ●轻触画面,显示输入画面。 ■设为标准规格时 ( 被初始化 ) B 1 1 2 A
NPM-TT2 EJM1EC-MB-05O-05
5-1-1-18
设定的内容 17
No.
项目名称 功能为[ON] 时
7
代替元件列表 数据切
换
主元件切换为代替元件的时候,元件数据也可切换为代替元件数据。
8
编带引导器检查
在生产中使用自动加载供料器时,对是否正确安装了编带引导器进行确认;在
开始生产时以及在生产过程中,抽拔了供料器时将进行确认。
9
插入口挡板联动
在生产中使用了自动加载供料器时,只在完成了元件核对时才打开卷盘插入口
的挡板。
10
NG供料器检测
使用被供料器维护单元判定为NG的供料器时,显示不能使用的错误提示。是
OFF的设定时,不显示错误提示。
11
未核对供料器警告
生产中正在使用的供料器中有供料器储存器中没有写入元件名的供料器时,就
显示「未核对供料器警告」。
12
堆杆式供料器元件核
对
将杆状供料器作为元件核对的对象。将「供料器元件核对」从OFF切换为ON
时,本选购项也会切换为ON。
●初始设定:ON
■供料器(中止)
No.
项目名称 功能为[ON] 时
1
托盘补给部使用 生产运转时从补给部可补充托盘元件,以及可以除去NG排出托板元件。
2
生产未使用元件补给
动作
元件用完时,生产不使用的托板不移动到补给部。
3
超过了优先次序的托
盘先行供给
在设备设置检查头和贴装头,检查和贴装的顺序已决定时,检查中元件的托板
进行供给,优先准备下一贴装。
●初始设定:ON
■托盘(中止)
NPM-TT2 EJM1EC-MB-05O-05
单元设定
动作参数的设定 1
5-1-2-1
设定系统动作的参数。
动作参数的设定状态
A
B
显示前后画面。
操作篇
5-1-2
1
2
选择动作参数的种类
■设定尺寸时
■设定时间时
■判定时
修改画面上需要修改的数据
●轻触画面,显示输入画面。
■设为标准规格时
(被初始化)
B
11 2
A
NPM-TT2 EJM1EC-MB-05O-05
5-1-2-2
设定的内容 1
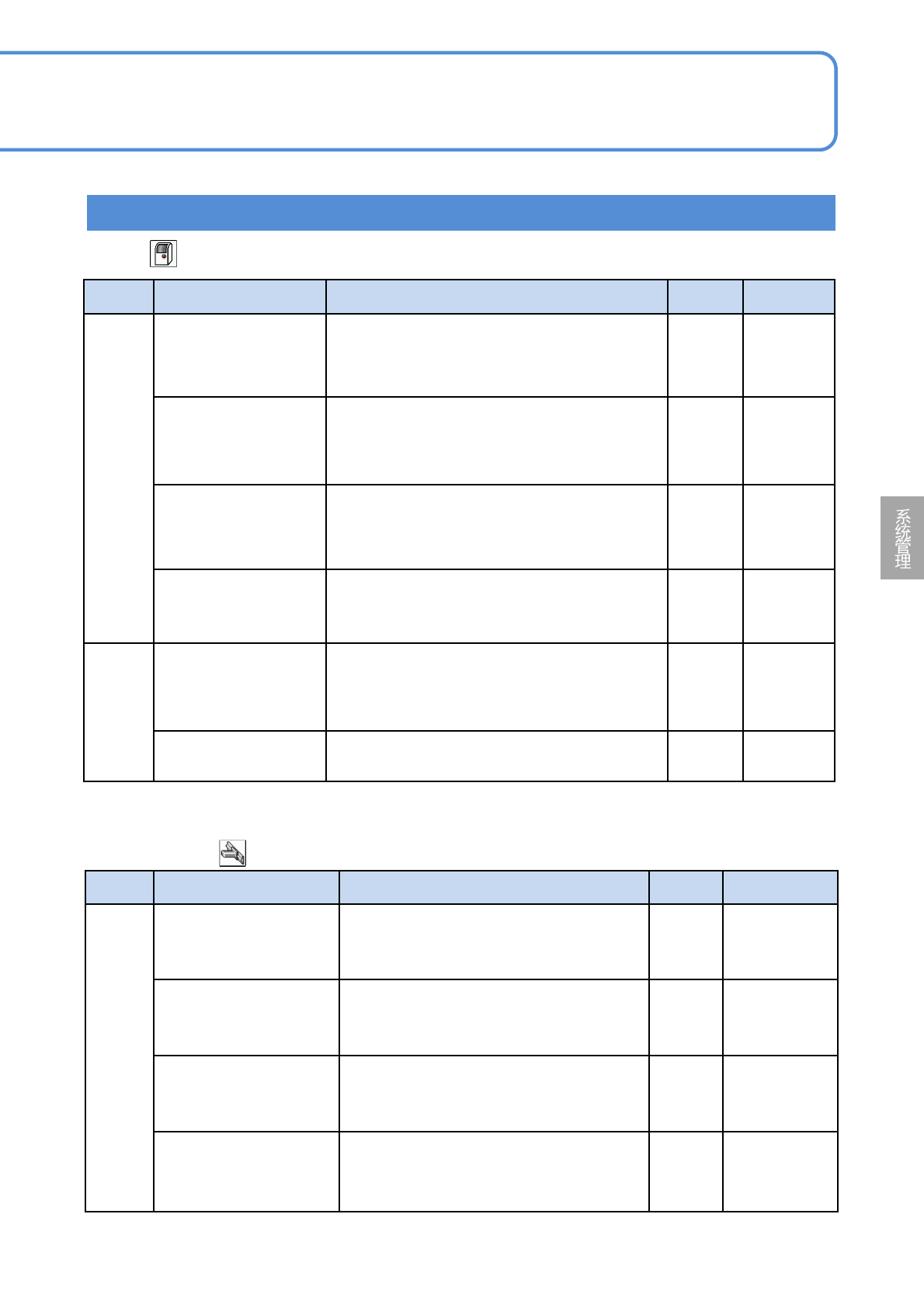
种类 项目名称 内容 初始值 设定范围
时间
生产结束
等待时间[s]
输入生产结束信号后经过所设定的时间、或者
搬入基板的时候,机器会判断为生产结束,将
设备内的所有基板搬出后,会结束自动运转。
10
0 ~ 60
报警器停止时间[s]
(0, 100:特殊)
一旦经过在此设定的时间,报警器会自动停止
鸣响。
●当设定为‘0’时,一直鸣响到按下报警器的停
止键为止。当设定为‘100’时,不会停止。
0
0 ~ 100
操作模式的自动注销
时间[min]
在设定的时间内不进行操作时,会自动变更为
操作员模式。(除生产中或校准中以外)
●当设定为‘0’时,不会切换操作模式。
0.0
0.0 ~ 60.0
校正画像确认时间 [s]
如果在贴装坐标校正画面的图像确认下,使用了
‘自动供给模式’ 时,每经过在这里所设定的时间
,
贴装头即会自动移动到下一个贴装点。
1
1 ~ 10
判定
运转率图标最高值[%]
定义状况监视器画面内的人脸图标的运转率。
(例)当输入60的时候,以15/30/45/60作为阈值,
图标显示将会切换。
(→P. 3-2-1 ‘生产中、停止中的确认方法’)
80
0 ~ 100
精度判定值Cpk 变更精度判断值的Cpk值。
1
0.01 ~
3.00
■全体
种类 项目名称 内容 初始值 设定范围
时间
延时变化补正间隔时间
(最小)[s]
设定延时变化补正时计测间隔时间的最小时
间。也有计测间隔时间的初期值。
180
1.0 ~ 5400.0
延时变化补正间隔时间
(最大)[s]
设定延时变化补正时计测间隔时间的最大时
间。
5400
1.0 ~ 5400.0
延时变化补正设备停止经
过时间[s]
一旦设备停止时间超过该时间则执行延时变
化补正。
300
1.0 ~ 1200.0
延时变化补正设备停止经
过时间(全复位)[s]
一旦设备停止时间超过该时间则执行延时变
化补正的同时,间隔时间回到初期值。
1200
1.0 ~ 1200.0
■XY单元(1/2)