RX-8_SPE_EN.pdf - 第27页
23 5-2-2 S upport software 5-2-2-1 JaNets : Production support system The JaNets is a system product that inherits t he functions of t he conventional production li ne control software, the Host Line Computer (HLC), and …
22
When you use the FCS, you can check whether the precision is maintained and adjust the precision at
relocation or routine maintenance of the machine. *The calibration jig is optional.
5-1-7 White list type anti-virus software
This software prevents software such as virus software from invading the system after shipment of the
machine.
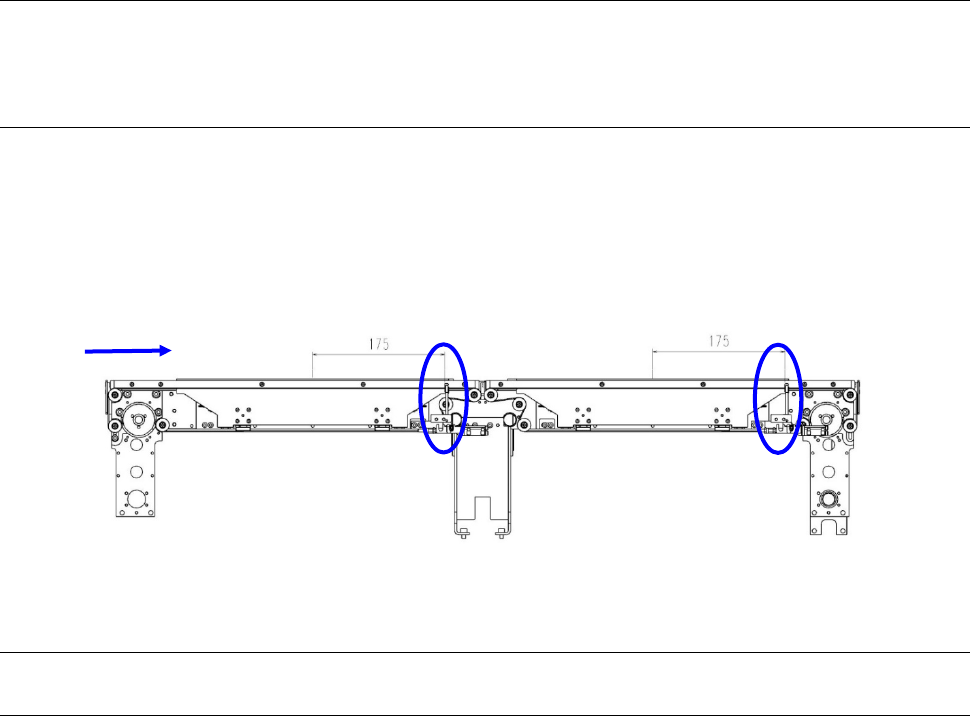
5-1-8 Board Stopper
• Location of the board stopper
The position of the board stopper is fixed at a position 175 mm from the center of the unit in the X
direction toward the board transfer direction. Its position is fixed in the Y direction also.
5-2 Option
5-2-1
Trolley for an electric feeder (equipped with an auto tape cutter and a trash box)
This trolley allows a group of feeders to be attached or detached onto/from the main unit at a time.
Since this option enables changeover from the current feeders to the next feeders even during
production of PWBs, it shortens the time required for changeover.
Conveyor direction

23
5-2-2 Support software
5-2-2-1 JaNets: Production support system
The JaNets is a system product that inherits the functions of the conventional production line control
software, the Host Line Computer (HLC), and controls and optimizes JUKI mounter production jobs and
information of each shop floor (production site) in a comprehensive manner in order to reduce the
production cost by improving the productivity and the manufacturing quality of the entire shop floor and
promoting efficiency.
By adding the external output function option, you can output the JaNets information data externally.
5-2-2-2 IFS-NX
The main functions of the IFS-NX available with the RX-8 are described below.
(1) Erroneous mounting preventing function (“Feeder Setup Control Function”)
When the machine is preparing for PWB production or when components run out, this function
allows the machine to check the old reel with the new one to prohibit start of production until the
machine finishes checking in order to prevent a defective board from being produced due to
placement of a component at a wrong position.
This function supports splicing of a tape feeder. When a tape is spliced, this function detects the
spliced point to switch the old reel to the new reel.
(2) Management of the number of remaining component
This function counts the number of remaining components from the initial number of remaining
components to manage the number of remaining components.
(3) Random feeder setup
This function allows a user to produce a PWB by attaching a feeder at the desired position when the
mounter is set up. To do so, attach a feeder at the desired position with [PRODUCTION SETUP],
and obtain the feeder assignment layout to update the Pick data of a production program. After the
Pick data is updated, make the necessary preparations for production, and then start PWB
production.
(4) Traceability
This function allows the machine to recognize a barcode of a board or that of a circuit to manage the
component placement history. If you have to investigate the cause of an error, you can analyze the
production history of the component (the history indicating when the component was placed, which
production program was used, which mounter placed it, and so on) and track the condition thanks to
this function.
(5) Factory Monitor
This function allows you to check the job status during PWB production of a production line together
with various types of error information (such as a component run-out warning and a process error).
24
(6) MSD Control
This function allows the machine to control Moisture Sensitive Device (MSD) components. It can
prohibit a component whose expiration date has passed from being used with the machine.
(7) CAN specification MPC
When an existing machine uses an MPC, it reads the ID from the RFID attached on a feeder and
that on a bank to check them automatically. The RX-8 does not support any RFID, and the MPC
allows the machine to read the ID of a feeder and that of a bank via CAN communication.
Differences from existing machines
- An existing machine pauses at a spliced point when it detects the spliced point, and a user has to
manually validate the spliced point by pressing the point button. However, when the RX-8 detects
a spliced point, it automatically switches the old reel to the next reel (all models will operate
according to the same specifications after the IFS-NX Version 5.0 or later is released).
- The machine does not support the HMS function for detecting an empty pocket on a spliced tape.
- The machine does not support any multi-code reader or back-side multi-code reader.
- The machine does not support a 1-D barcode as a PWB code type.
- The RX-8 does not connect to the IS or the component database. Therefore, its operation is
limited as follows:
* The machine cannot obtain the settings of the number of empty pockets from the IS when it
detects a spliced tape position.