2OM-1183-003.pdf - 第145页
2. 2. 2. 2. 2. 生产机种的切换准备 生产机种的切换准备 生产机种的切换准备 生产机种的切换准备 生产机种的切换准备 2.1 2.1 2.1 2.1 2.1 元件数据库 元件数据库 元件数据库 元件数据库 元件数据库 的准备 的准备 的准备 的准备 的准备 编制线路板程序时,若无必要的元件数据库,就编写新的元件数据 库。 (a) 有关概要请参照 “ 第三 篇 : 数据 第三节 元件数据库 ” 章 节。 (b) 详细内容请参照…
1.1.
1.1.
1.
概要概要
概要概要
概要
生产机种的切换步骤依次如下。
2.2.
2.2.
2.
生产机种的切换准备生产机种的切换准备
生产机种的切换准备生产机种的切换准备
生产机种的切换准备
2.1 元件数据库的准备
2.2 生产机种用线路板程序的编制
2.3 生产机种用线路板程序的登记
2.4 吸取吸嘴的准备
3.3.
3.3.
3.
生产机种的切换生产机种的切换
生产机种的切换生产机种的切换
生产机种的切换
3.1 生产机种的选择
3.2 Y 夹板的设定和全单元的自动调整
3.2.1 Y 夹板的设定
3.2.2 全单元的自动调整
3.3 线路板的定位
3.3.1 线路板的定位(TCM-X110,TCM-X210 及 TCM-X110M)
3.3.2 线路板的定位(TCM-X300)
3.4 带式送料器的准备
3.5 补正值数据 “ 送料器 B ” 的所有数据清除
3.6 线路板认识测试
3.7 XY 工作台测试
4.4.
4.4.
4.
贴装确认贴装确认
贴装确认贴装确认
贴装确认
4.1 元件贴装测试
4.2 运行方式设定
(1)替代品指定的确认和设定
(2)运行方式设定的确认和设定
5.5.
5.5.
5.
各种调整各种调整
各种调整各种调整
各种调整
使用特殊机能时,有必要进行各种调整。
5.1 检测不良分割线路板光传感器的灵敏度设定( 选项)
Fig.2C1Fig.2C1
Fig.2C1Fig.2C1
Fig.2C1
1. 1.
1. 1.
1.
概要概要
概要概要
概要
0507-003 3-1
2.2.
2.2.
2.
生产机种的切换准备生产机种的切换准备
生产机种的切换准备生产机种的切换准备
生产机种的切换准备
2.12.1
2.12.1
2.1
元件数据库元件数据库
元件数据库元件数据库
元件数据库
的准备的准备
的准备的准备
的准备
编制线路板程序时,若无必要的元件数据库,就编写新的元件数据
库。
(a)有关概要请参照 “ 第三篇:数据 第三节 元件数据库 ” 章
节。
(b)详细内容请参照使用说明书 “ 元件库( 元件数据库)(TCM-
X 系列)” 篇。
2.22.2
2.22.2
2.2
生产机种用线路板程序的编制生产机种用线路板程序的编制
生产机种用线路板程序的编制生产机种用线路板程序的编制
生产机种用线路板程序的编制
投入生产运行,编制线路板程序是必需的。
请参照 “ 第三篇: 数据 第二节 线路板程序 ” 章节。
2.32.3
2.32.3
2.3
生产机种用线路板程序的登记生产机种用线路板程序的登记
生产机种用线路板程序的登记生产机种用线路板程序的登记
生产机种用线路板程序的登记
从网络终端向装置传送线路板程序、元件数据库。
2.42.4
2.42.4
2.4
吸取吸嘴的准备吸取吸嘴的准备
吸取吸嘴的准备吸取吸嘴的准备
吸取吸嘴的准备
请确认生产机种用线路板程序中使用的吸取吸嘴是否安装至贴装
头。并且,确认在 “ 吸嘴关联数据 ” 界面上是否设定了正确的数据。
(a)关于吸取吸嘴,请参照 “ 第一节 4.吸取吸嘴类型 ” 章节。
(b)关于 “ 吸嘴关联数据 ” 界面,请参照 “ 第三篇: 数据 第
五节 4.吸嘴关联数据界面 ” 章节。
(c)关于吸取吸嘴的设置方法,请参照 “ 第四篇: 维护保养 &
故障处理 第一节 1.4.4 吸取吸嘴的拆卸与安装 ” 章
节。
0507-003 3-2
2. 2.
2. 2.
2.
生产机种的切换准备生产机种的切换准备
生产机种的切换准备生产机种的切换准备
生产机种的切换准备
Note
Note
3.3.
3.3.
3.
生产机种的切换生产机种的切换
生产机种的切换生产机种的切换
生产机种的切换
3.13.1
3.13.1
3.1
生产机种的选择生产机种的选择
生产机种的选择生产机种的选择
生产机种的选择
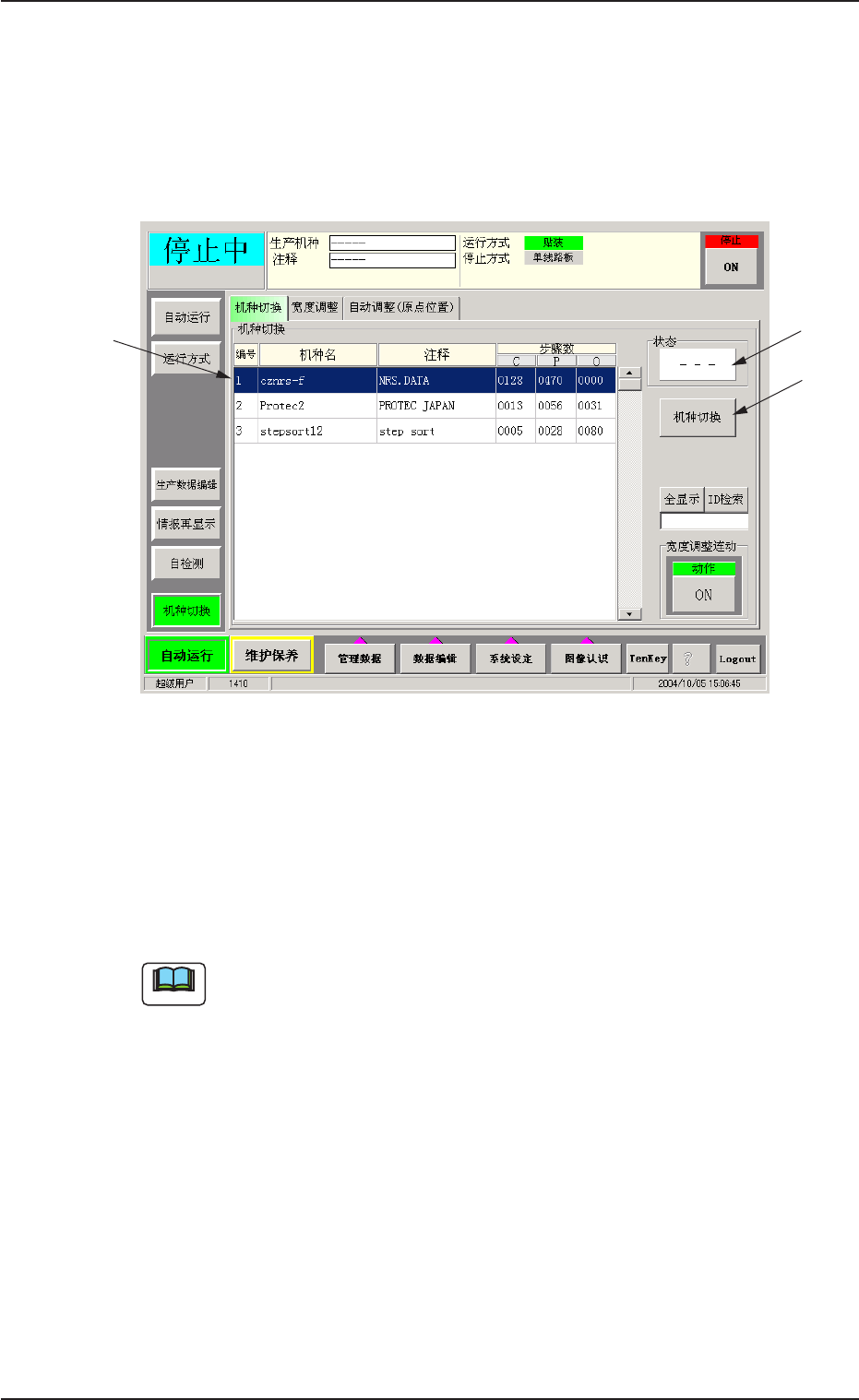
进入 “ 机种切换 ” 子菜单的 “ 机种切换 ” 选项卡,设定生产机种。
Fig.2C2 Fig.2C2
Fig.2C2 Fig.2C2
Fig.2C2 “
机种切换机种切换
机种切换机种切换
机种切换 ”
选项卡选项卡
选项卡选项卡
选项卡
操作步骤操作步骤
操作步骤操作步骤
操作步骤
(1) 按下想要设定为生产机种的
*1*1
*1*1
*1 机种名,即可选定该项线路板
程序,所在行呈青色。
(2) 按
*2*2
*2*2
*2[机种切换] 按钮,
*3*3
*3*3
*3“ 状态 ” 栏中便显示 “OK” 字样,完
成生产机种的切换。
(a)若线路板程序有异常,“ 状态 ” 栏中就显示 “NG” 字样,表
示不能进行机种切换。此时,请在修正线路板程序后再
次进行机种切换。
(b)按 “ 宽度调整连动 ” 的动作[ON]按钮后,在 2 秒钟内再
按操作台的[ENABLE]按钮,同时进行生产机种的切换和
宽度调整。
3. 3.
3. 3.
3.
生产机种的切换生产机种的切换
生产机种的切换生产机种的切换
生产机种的切换
0409-002 3-3
Note
*3*3
*3*3
*3
*2*2
*2*2
*2
*1*1
*1*1
*1