2OM-1183-003.pdf - 第236页
*4 *4 *4 *4 *4 贴装速度的上限设定 贴装速度的上限设定 贴装速度的上限设定 贴装速度的上限设定 贴装速度的上限设定 对元件数据库 中指定的 贴 装速度,可进 行 贴 装速度的上限指 定。 元件数据库的速度指定高于在此被指定速度的元件一律被置换 到上限指定值。 速度指定被设定为低于上限指定值的元件将依旧遵照原有元件 数据库设定值。 [ [ [ [ [ 不使用 不使用 不使用 不使用 不使用 ] ] ] ] ] 按钮 按钮 按…
*3*3
*3*3
*3
吸料位置跟踪补正吸料位置跟踪补正
吸料位置跟踪补正吸料位置跟踪补正
吸料位置跟踪补正
可将运行参数中设定的吸料位置跟踪补正灵敏度基础上的机能
设定为 “ 使用 ” 或 “ 不使用 ” 。
吸料位置跟踪补正机能在 X/Y 方向上可进行个别设定。
( 1 )( 1 )
( 1 )( 1 )
( 1 )
XX
XX
X
方向方向
方向方向
方向
[[
[[
[
不使用不使用
不使用不使用
不使用
]]
]]
]
按钮按钮
按钮按钮
按钮
不使用吸料位置补正的 X 方向跟踪机能。
[[
[[
[
使用使用
使用使用
使用
]]
]]
]
按钮按钮
按钮按钮
按钮
使用吸料位置补正的 X 方向跟踪机能。
(2)(2)
(2)(2)
(2)
YY
YY
Y
方向方向
方向方向
方向
[[
[[
[
不使用不使用
不使用不使用
不使用
]]
]]
]
按钮按钮
按钮按钮
按钮
不使用吸料位置补正的 Y 方向跟踪机能。
[[
[[
[
使用使用
使用使用
使用
]]
]]
]
按钮按钮
按钮按钮
按钮
使用吸料位置补正的 Y 方向跟踪机能。
(a) 通常使用该机能。
(b) 前后按主菜单栏中的[ 系统设定] 按钮→[ 系统装置] 按
钮,便显示[ 运行参数]Tab。
(c) 取消特定送料器的吸料位置跟踪补正机能时,在元件数
据库中设定。
(d) 在 “ 动作中 ”、“ 待机中 ” 状态下,不能进行保存操作( 更
新设定) 。
0507-003 5-31
3.43.4
3.43.4
3.4 “
运行方式设定运行方式设定
运行方式设定运行方式设定
运行方式设定 ”
TabTab
TabTab
Tab
Note
*4*4
*4*4
*4
贴装速度的上限设定贴装速度的上限设定
贴装速度的上限设定贴装速度的上限设定
贴装速度的上限设定
对元件数据库中指定的贴装速度,可进行贴装速度的上限指
定。
元件数据库的速度指定高于在此被指定速度的元件一律被置换
到上限指定值。
速度指定被设定为低于上限指定值的元件将依旧遵照原有元件
数据库设定值。
[[
[[
[
不使用不使用
不使用不使用
不使用
]]
]]
]
按钮按钮
按钮按钮
按钮
不使用贴装速度上限设定机能。
[[
[[
[
使用使用
使用使用
使用
]]
]]
]
按钮按钮
按钮按钮
按钮
使用贴装速度上限设定机能。
(a) 通常不使用该机能。
(b) 为保持流水线平衡,在处理间隔有余等时,可以降低贴
装速度运行。
[[
[[
[
指定时间指定时间
指定时间指定时间
指定时间
((
((
(
秒秒
秒秒
秒
)])]
)])]
)]
按钮按钮
按钮按钮
按钮
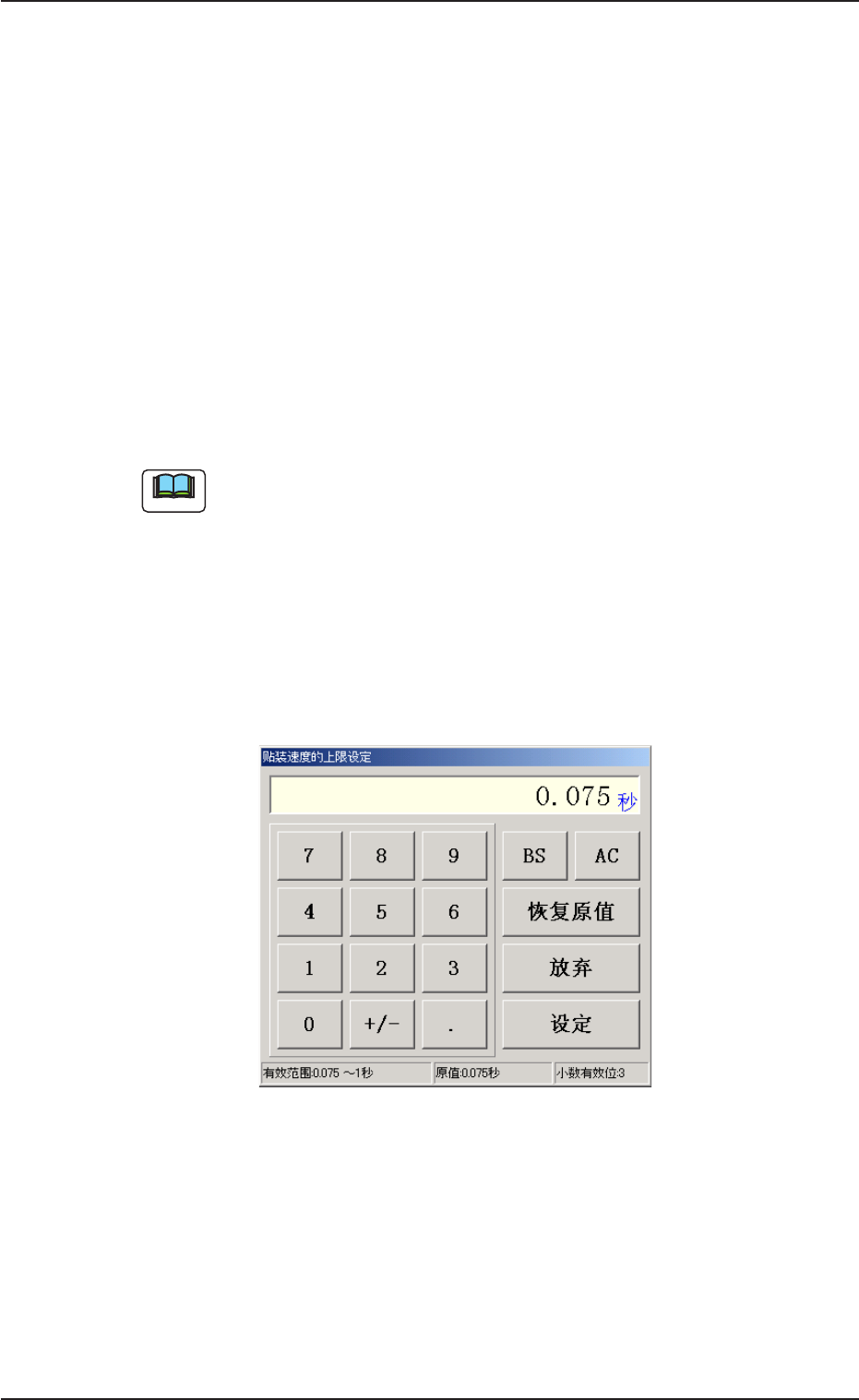
该机能设定为 “ 使用 ” 时,按[ 指定时间( 秒)]按钮,便显示 “ 贴
装速度的上限设定 ” 编辑界面,因此请输入贴装速度的上限值
后,按[ 设定] 按钮。
Fig.2E20Fig.2E20
Fig.2E20Fig.2E20
Fig.2E20 “
贴装速度的上限设定贴装速度的上限设定
贴装速度的上限设定贴装速度的上限设定
贴装速度的上限设定 ”
编辑界面编辑界面
编辑界面编辑界面
编辑界面
0507-003 5-32
3.43.4
3.43.4
3.4 “
运行方式设定运行方式设定
运行方式设定运行方式设定
运行方式设定 ”
TabTab
TabTab
Tab
Note
0409-002 5-33
*5*5
*5*5
*5
送料器送料器
送料器送料器
送料器
((
((
(
料车料车
料车料车
料车
))
))
)
动作设定动作设定
动作设定动作设定
动作设定
设定料车的动作方式和待机位置移动方式。
动作方式动作方式
动作方式动作方式
动作方式
设定料车的 “ 分离动作 ” 和 “ 协调动作 ” 。
[[
[[
[
分离动作分离动作
分离动作分离动作
分离动作
]]
]]
]
按钮按钮
按钮按钮
按钮
即使是使用料车 1 /2 或料车 3/4 线路板程序,也一定要使
一方的料车在原点位置待机,在必要时切换料车。
[[
[[
[
协调动作协调动作
协调动作协调动作
协调动作
]]
]]
]
按钮按钮
按钮按钮
按钮
使用料车 1 /2 或料车 3/4 的线路板程序时,不做元件吸取
动作的一方料车徐徐接近元件吸取动作中的另一方料车
侧,在必要时切换料车。
待机位置移动方式待机位置移动方式
待机位置移动方式待机位置移动方式
待机位置移动方式
在搬运线路板等时,变更料车轴动作顺序的机能。
从 “ 标准 ”、“F 和 H 双轴联动开始 ”、“F 和 H 双轴联动返回 ”
中选择。
[[
[[
[
标准标准
标准标准
标准
]]
]]
]
按钮按钮
按钮按钮
按钮
在吸取完线路板最终元件的位置停止后不动,直到吸取下
一个线路板的带头元件为止。
[F[F
[F[F
[F
和和
和和
和
HH
HH
H
双轴联动双轴联动
双轴联动双轴联动
双轴联动
]]
]]
]
按钮按钮
按钮按钮
按钮
贴装最终元件后,向 XY 工作台的原点位置移动的同时,移
动到下一个线路板带头元件吸取位置。
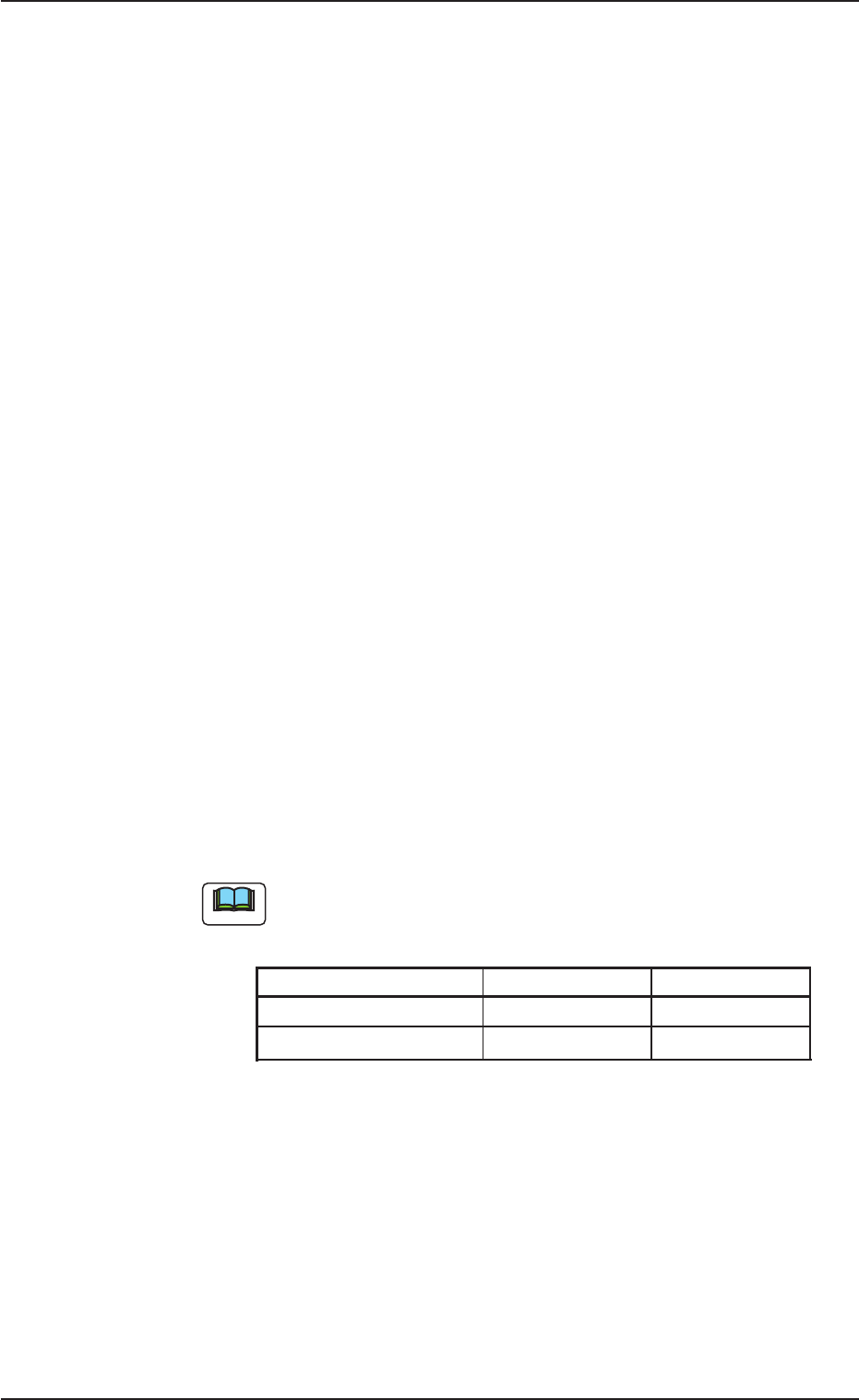
(a) 设定内容和安全性及生产性的关系如下。
Table 2E4Table 2E4
Table 2E4Table 2E4
Table 2E4
设定设定
设定设定
设定
安全性安全性
安全性安全性
安全性
生产性生产性
生产性生产性
生产性
标准标准
标准标准
标准 高 中
FF
FF
F
和和
和和
和
HH
HH
H
双轴联动双轴联动
双轴联动双轴联动
双轴联动 中 高
3.4 3.4
3.4 3.4
3.4 “
运行方式设定运行方式设定
运行方式设定运行方式设定
运行方式设定 ”
TabTab
TabTab
Tab
Note