2OM-1183-003.pdf - 第147页
3.2 3.2 3.2 3.2 3.2 Y Y Y Y Y 夹板的设定和各单元的自动调整 夹板的设定和各单元的自动调整 夹板的设定和各单元的自动调整 夹板的设定和各单元的自动调整 夹板的设定和各单元的自动调整 显示 “ 机种切换 ” 子菜单的 “ 宽度调整 ” 选项卡。 Fig.2C3 Fig.2C3 Fig.2C3 Fig.2C3 Fig.2C3 “ 宽度调整 宽度调整 宽度调整 宽度调整 宽度调整 ” 选项卡 选项卡 选项卡 选项卡…
3.3.
3.3.
3.
生产机种的切换生产机种的切换
生产机种的切换生产机种的切换
生产机种的切换
3.13.1
3.13.1
3.1
生产机种的选择生产机种的选择
生产机种的选择生产机种的选择
生产机种的选择
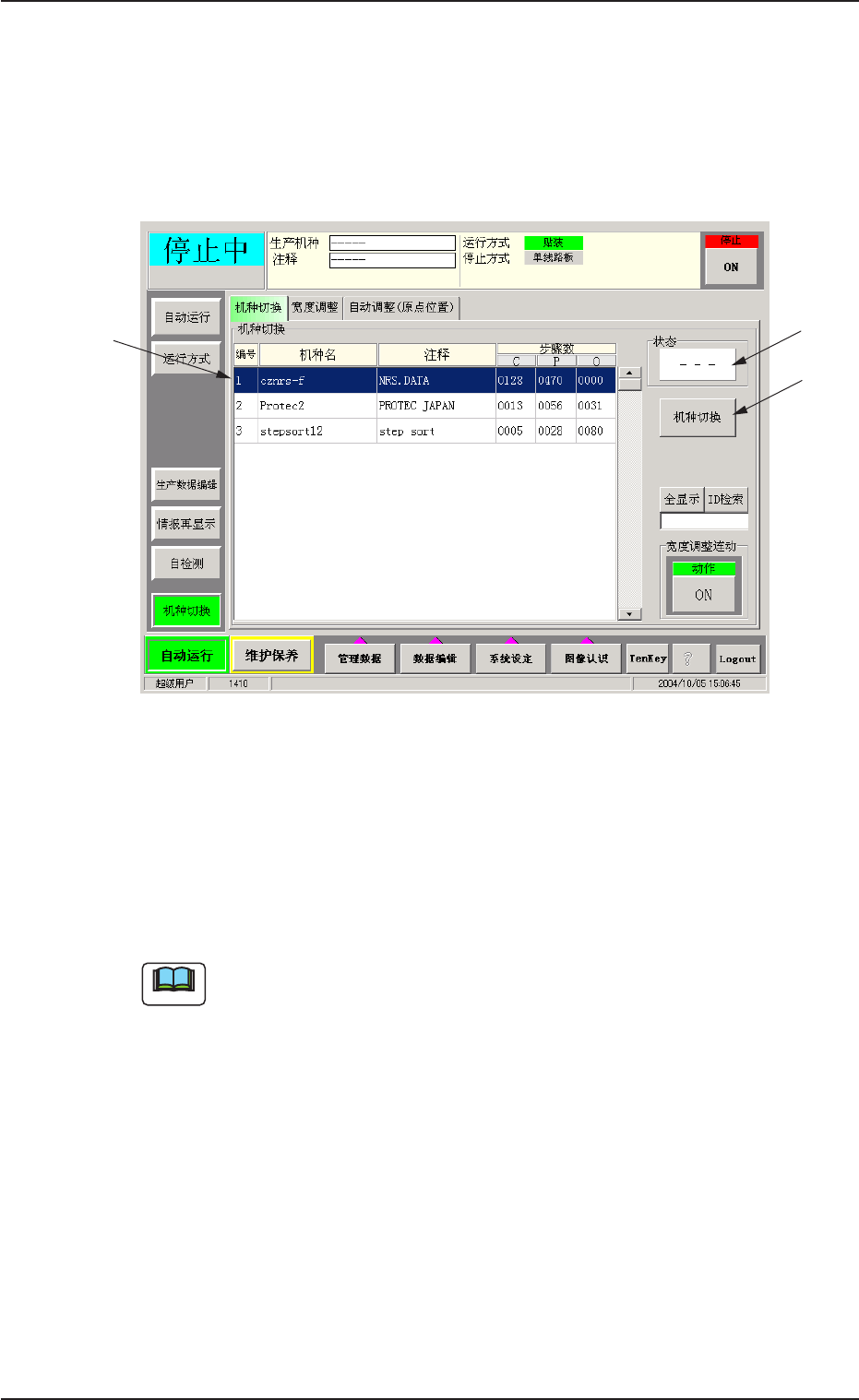
进入 “ 机种切换 ” 子菜单的 “ 机种切换 ” 选项卡,设定生产机种。
Fig.2C2 Fig.2C2
Fig.2C2 Fig.2C2
Fig.2C2 “
机种切换机种切换
机种切换机种切换
机种切换 ”
选项卡选项卡
选项卡选项卡
选项卡
操作步骤操作步骤
操作步骤操作步骤
操作步骤
(1) 按下想要设定为生产机种的
*1*1
*1*1
*1 机种名,即可选定该项线路板
程序,所在行呈青色。
(2) 按
*2*2
*2*2
*2[机种切换] 按钮,
*3*3
*3*3
*3“ 状态 ” 栏中便显示 “OK” 字样,完
成生产机种的切换。
(a)若线路板程序有异常,“ 状态 ” 栏中就显示 “NG” 字样,表
示不能进行机种切换。此时,请在修正线路板程序后再
次进行机种切换。
(b)按 “ 宽度调整连动 ” 的动作[ON]按钮后,在 2 秒钟内再
按操作台的[ENABLE]按钮,同时进行生产机种的切换和
宽度调整。
3. 3.
3. 3.
3.
生产机种的切换生产机种的切换
生产机种的切换生产机种的切换
生产机种的切换
0409-002 3-3
Note
*3*3
*3*3
*3
*2*2
*2*2
*2
*1*1
*1*1
*1
3.23.2
3.23.2
3.2
YY
YY
Y
夹板的设定和各单元的自动调整夹板的设定和各单元的自动调整
夹板的设定和各单元的自动调整夹板的设定和各单元的自动调整
夹板的设定和各单元的自动调整
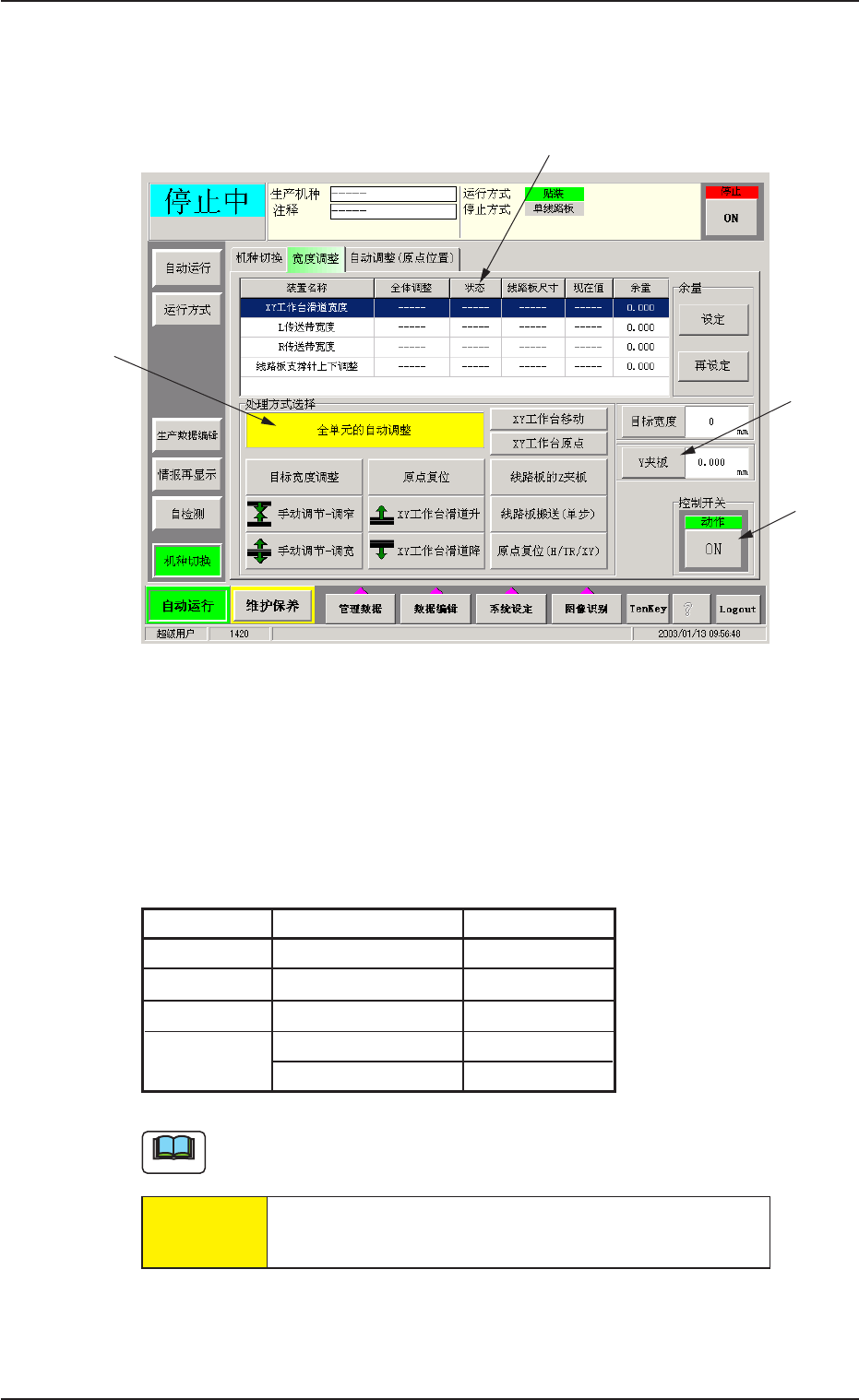
显示 “ 机种切换 ” 子菜单的 “ 宽度调整 ” 选项卡。
Fig.2C3 Fig.2C3
Fig.2C3 Fig.2C3
Fig.2C3 “
宽度调整宽度调整
宽度调整宽度调整
宽度调整 ”
选项卡选项卡
选项卡选项卡
选项卡
3.2.13.2.1
3.2.13.2.1
3.2.1
YY
YY
Y
夹板的设定夹板的设定
夹板的设定夹板的设定
夹板的设定
根据适用机种、线路板尺寸设定
*4*4
*4*4
*4Y 夹板值。
初始值初始值
初始值初始值
初始值
Table 2C1Table 2C1
Table 2C1Table 2C1
Table 2C1
适用机种适用机种
适用机种适用机种
适用机种
线路板尺寸线路板尺寸
线路板尺寸线路板尺寸
线路板尺寸
YY
YY
Y
夹板夹板
夹板夹板
夹板
TCM-X110 ---- -0.3
TCM-X110M ---- -0.3
TCM-X110 ---- -0.3
460mm 以下 -0.3
TCM-X300
超过 460mm 0
符号中的负号为线路板宽度变窄的方向。
弄错弄错
弄错弄错
弄错
YY
YY
Y
夹板值,夹板值,
夹板值,夹板值,
夹板值,
有可能破损线路板。有可能破损线路板。
有可能破损线路板。有可能破损线路板。
有可能破损线路板。
0507-003 3-4
3.2 3.2
3.2 3.2
3.2
YY
YY
Y
夹板的设定和各单元的自动调整夹板的设定和各单元的自动调整
夹板的设定和各单元的自动调整夹板的设定和各单元的自动调整
夹板的设定和各单元的自动调整
*3*3
*3*3
*3
*2*2
*2*2
*2
*4*4
*4*4
*4
*1*1
*1*1
*1
注意注意
注意注意
注意
Note
3.2.2 3.2.2
3.2.2 3.2.2
3.2.2
各单元的自动调整各单元的自动调整
各单元的自动调整各单元的自动调整
各单元的自动调整
全单元的自动调整中,以下单元的调整将自动进行。
XYXY
XYXY
XY
工作台滑道宽度调整工作台滑道宽度调整
工作台滑道宽度调整工作台滑道宽度调整
工作台滑道宽度调整
LL
LL
L
传送带及传送带及
传送带及传送带及
传送带及
RR
RR
R
传送带宽度调整传送带宽度调整
传送带宽度调整传送带宽度调整
传送带宽度调整
线路板固定销上下调整线路板固定销上下调整
线路板固定销上下调整线路板固定销上下调整
线路板固定销上下调整
((
((
(
装置前侧装置前侧
装置前侧装置前侧
装置前侧
))
))
)
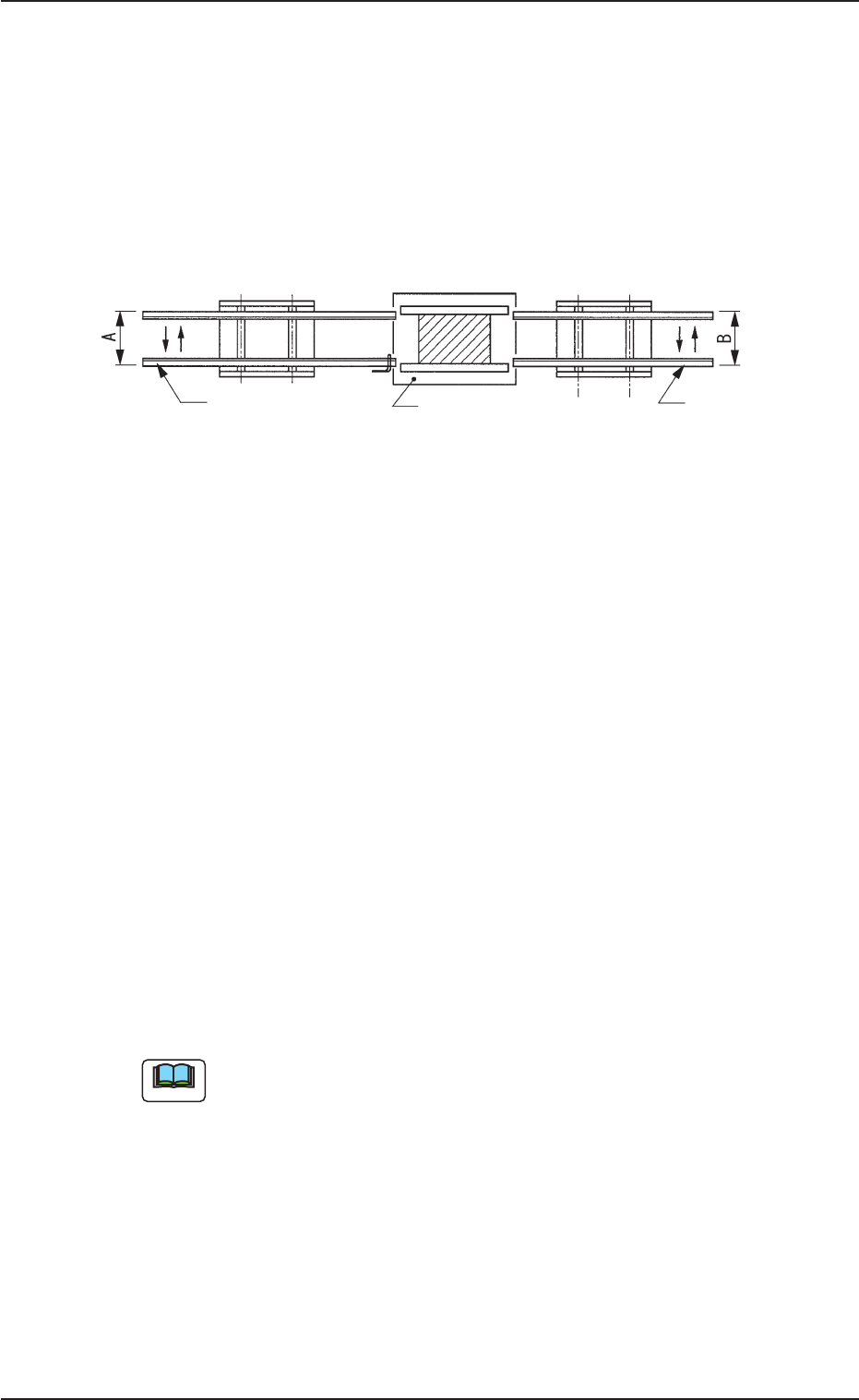
Fig.2C4 LFig.2C4 L
Fig.2C4 LFig.2C4 L
Fig.2C4 L
传送带及传送带及
传送带及传送带及
传送带及
RR
RR
R
传送带部传送带部
传送带部传送带部
传送带部
操作步骤操作步骤
操作步骤操作步骤
操作步骤
(1) 按
*1*1
*1*1
*1[全单元的自动调整] 按钮。
(2) 输入余量数据。
(3) 按控制开关的
*2*2
*2*2
*2 动作[ON]按钮后,在 2 秒钟内再按操作台的
[ENABLE]按钮,就会开始全单元的自动调整,各单元的
*3*3
*3*3
*3“ 状
态 ” 栏将会如下显示。
“
完毕完毕
完毕完毕
完毕 ” : 结束宽度调整,单元进入 “ 线路板宽度 ” + “ 更
新 ” 位置。
“
未定未定
未定未定
未定 ” : 单元位置为 “ 线路板宽度 ”+ “ 更新 ”,但非现在
位置管理状态。
“---” : 现在位置未定或生产机种未定。
“---”(红色): 自动调整数据被设定为 “ 无效 ” 。
(4) 确认各单元的
*3*3
*3*3
*3“ 状态 ” 栏是否显示 “ 完毕 ” 字样。
若
*3*3
*3*3
*3“ 状态 ” 栏中显示 “---”,请进行各单元的手动宽度调
整。
有关各单元手动宽度调整的详细内容,请参照 “ 第五节 自
动运行菜单 ” 的 “7.2.2”~“7.2.3” 章节。
0409-002 3-5
3.2 3.2
3.2 3.2
3.2
YY
YY
Y
夹板的设定和各单元的自动调整夹板的设定和各单元的自动调整
夹板的设定和各单元的自动调整夹板的设定和各单元的自动调整
夹板的设定和各单元的自动调整
LL
LL
L
传送带传送带
传送带传送带
传送带
RR
RR
R
传送带传送带
传送带传送带
传送带
XYXY
XYXY
XY
工作台工作台
工作台工作台
工作台
Note