YV100Xg保养手册.pdf - 第66页
4-7 4 6 . 贴 装 头 上 下 阀 特 定 贴 装 头 的 上 下 动 作 异 常 时 , 或 选 择 低 速 但 不 进 行 低 速 运 行 时 , 可 以 判 断 为 贴 装 头 上 下 阀 或 贴 装 头 上 下 速 度 切 换 异 常 。 以 下 具 体 说 明 贴 装 头 上 下 阀 及 低 速 阀 动 作 的 确 认 方 法 和 更 换 方 法 。 6 . 1 贴 装 头 上 下 阀 的 更 换 1 切 断 气 源 …
4-6
4
5. 基板传送部的清洁和传送带的更换
e
1
请按紧急停机按钮。
为了安全作业 , 务必使机器处于紧急停机状态。
2
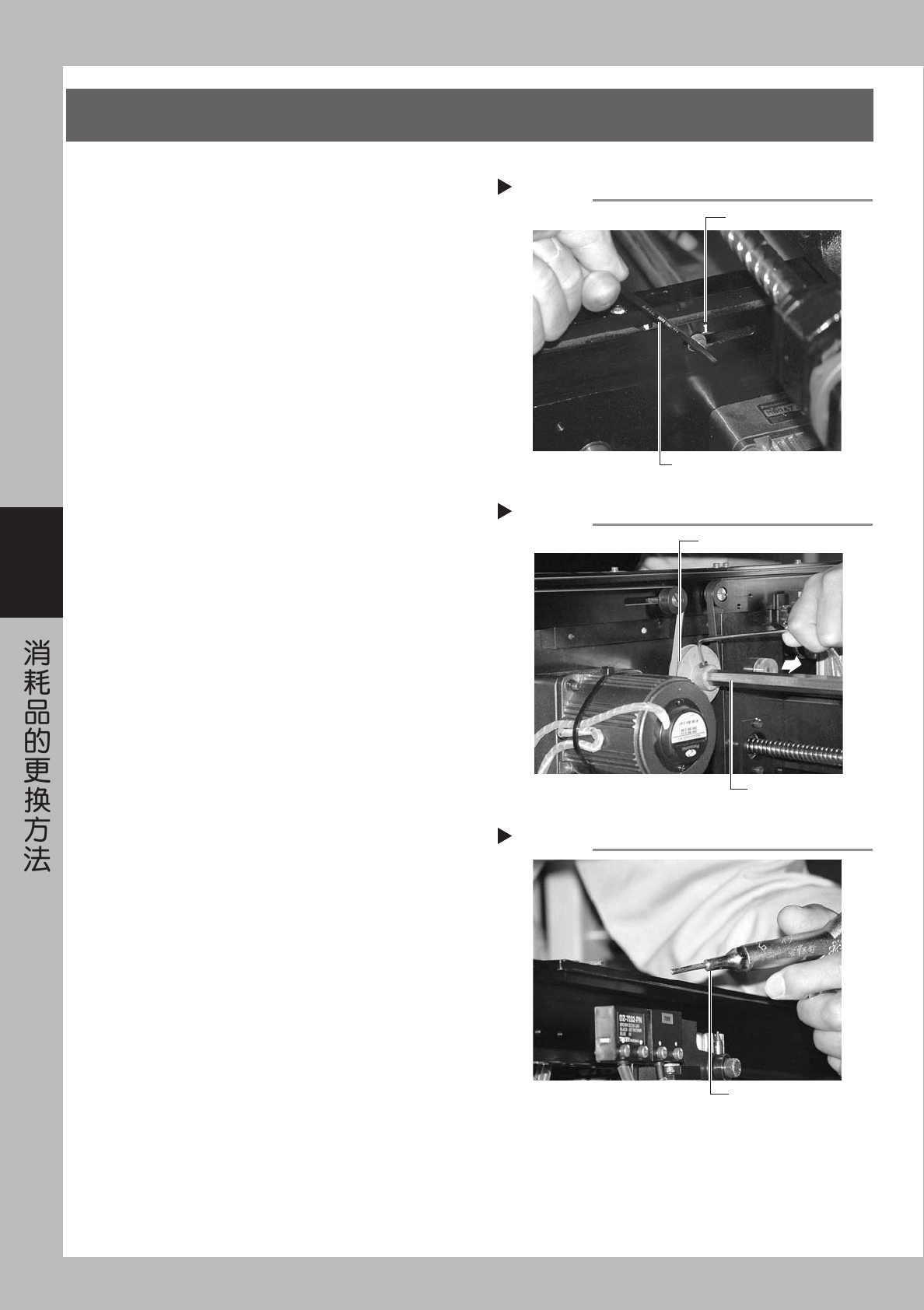
在原来的位置设标记。
请在拆除传送带之前 , 在拉紧螺栓的所在位置作记
号。
55411-E0-00
3
放松传送带。
请用六角扳手 (4) 拧松传送带的拉紧螺栓并移动螺
栓至长孔左端。
55412-E0-00
4
拆除传送带。
请用六角扳手 (3) 拆下驱动传送带的传动轮的螺栓
后拔出轴。再从传送轮和被拆下的轴的间隙中抽出
传送带。
55413-E0-00
5
清扫传送部。
请用细小的软刷和微弱的吹风清洁传送带框架和基
板导轨的缝隙。
6
安装新的传送带。
1. 请将新的传送带装在传动轮上 , 测试传送带的
各安装要素。
2. 请将轴连接传动轮并安上螺栓。
3. 将传送带拉紧螺栓置于已作记号位置 , 再拧紧
螺栓。
7
确认传送带的转动状态。
1. 打开[装置]-「传送带」图标画面 , 请按传送
带驱动按钮使传送带转动 , 以确认传送带的转
动状态。
2. 如果转动时出现高低不平、传送带过于弯曲等
现象 , 请调整拉紧螺栓的位置。再次使传送带
转动 , 边确认边调整。
缓松传送带张力
Step 1,2
作记号
M4扳手
轴的取出
Step 3
轴
驱动用传动轮
清洁传送部
Step 4
气枪
4-7
4
6. 贴装头上下阀
特定贴装头的上下动作异常时,或选择低速但不进行低速运行时,可以判断为贴装头上下阀或贴装头上下速度切
换异常。以下具体说明贴装头上下阀及低速阀动作的确认方法和更换方法。
6.1 贴装头上下阀的更换
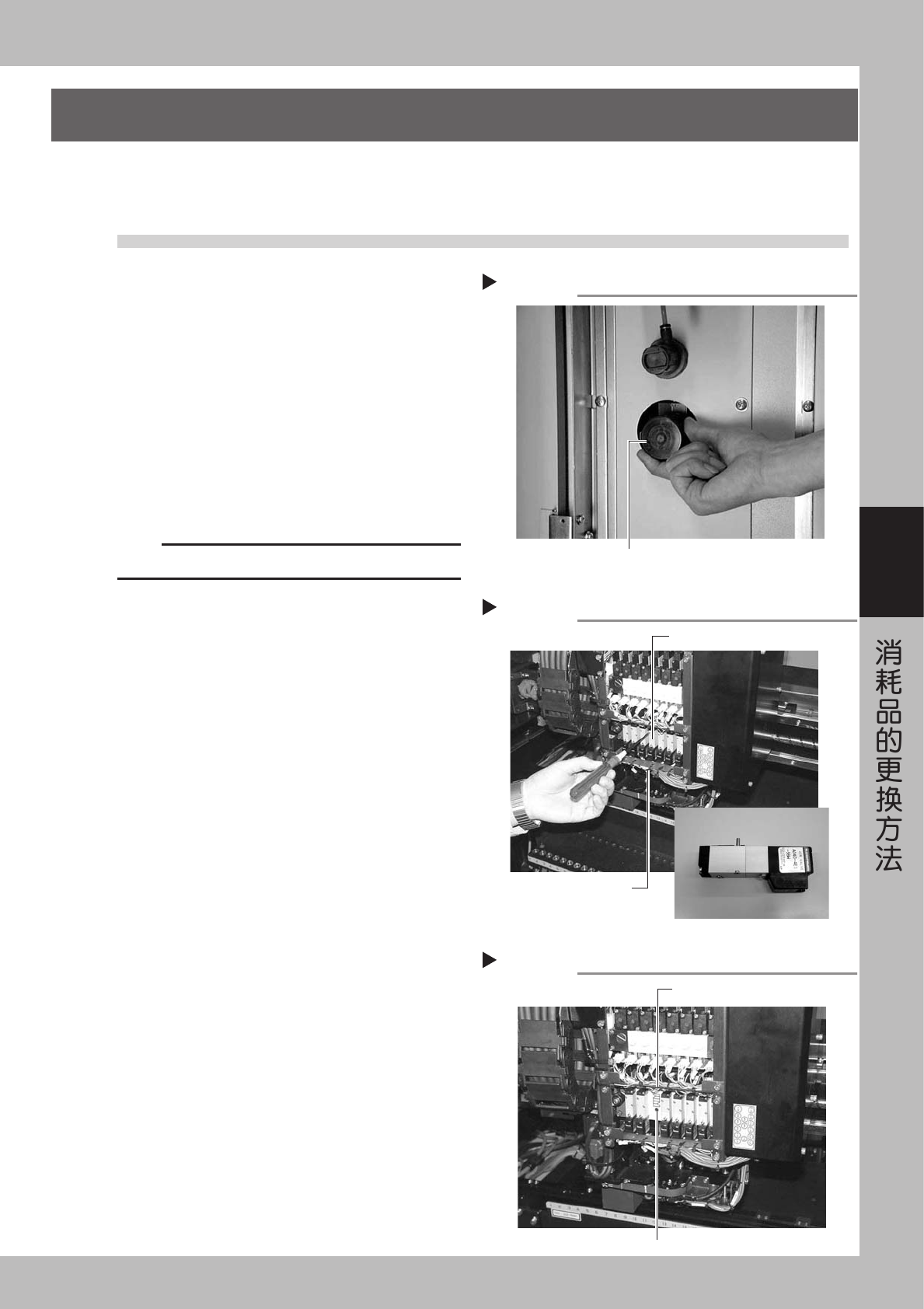
1
切断气源和机器的电源。
将机器左下面板内的供气/排气开关向右旋转,关
闭供气后再关闭机器的电源开关。
55414-E0-00
2
拔下接插件。
拔下要更换贴装头的上下阀的接插件。
3
取下贴装头上下阀。
用十字槽精密螺丝刀拧松贴装头上下阀的 2 个固定
螺丝,并取下贴装头上下阀。
55415-E0-00
c
注意
请不要丢失贴装头上下阀和复式接头间的 O 型垫圈和衬垫。
4
安装新的贴装头上下阀。
1. 将 O 型环圈、衬垫嵌入复式接头处。
2. 用十字槽精密螺丝刀拧紧 2 根固定螺丝,将贴
装头上下阀装在复式接头上。
55416-E0-00
5
恢复接插件的连接。
请连接已更换贴装头上下阀的接插件。
6
确认贴装头上下动作。
接通气源和电源,再次执行前述的「贴装头上下动
作确认」。
切断供气
Step 1
供气/排气开关
接插件和阀的取出
Step 2,3
贴装头上下阀
贴装头上下阀接插件
新的贴装头上下阀的安装
Step 4
O型环圈
衬垫
4-8
4
6.2 低速阀的更换
本节具体说明切换贴装头上下速度的低速阀的更换方法。
1
切断气源和机器的电源。
将机器左下方面板内的供气/排气开关向右旋转,
关闭供气后再关闭机器的电源开关。
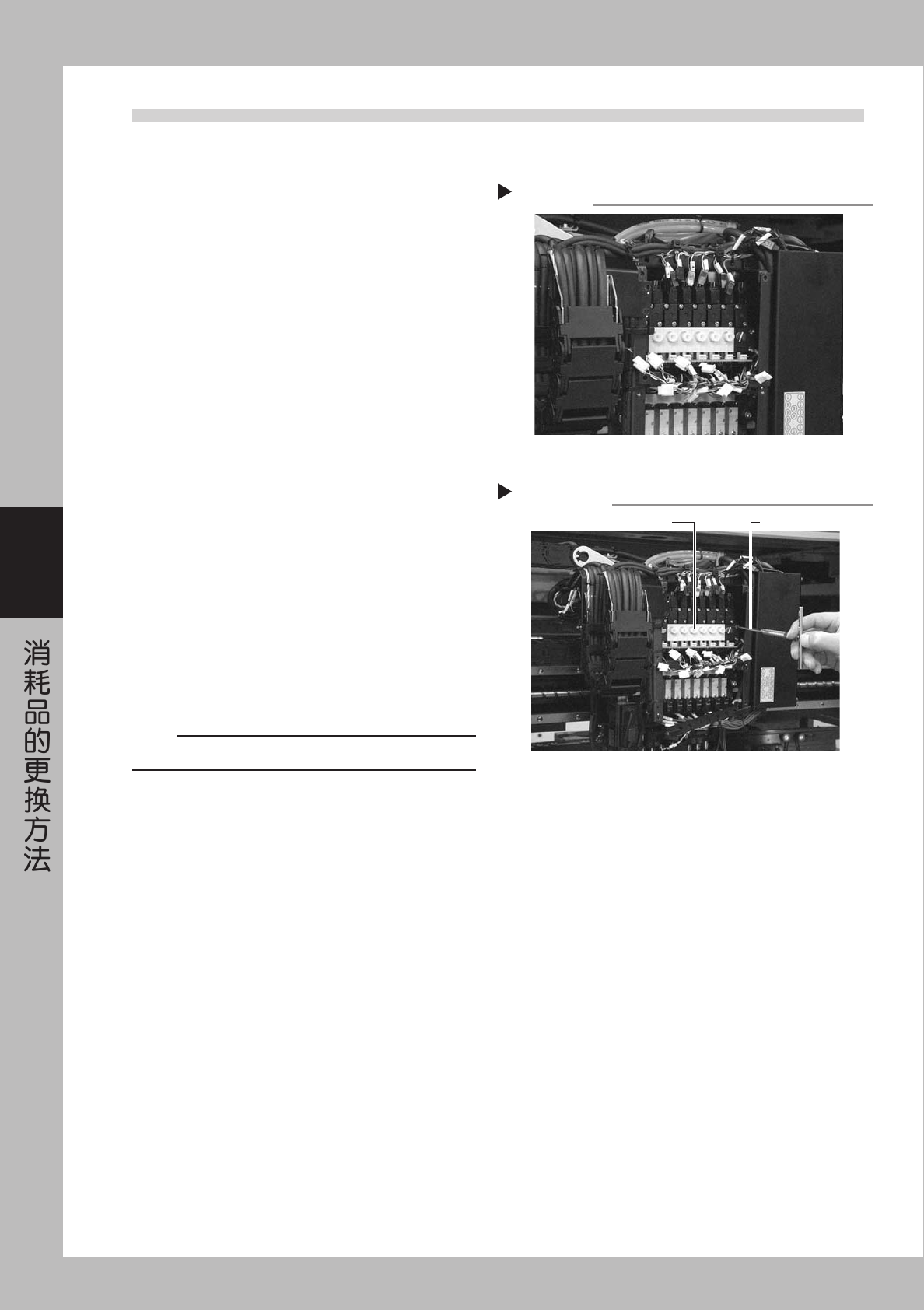
2
拔下接插件的所有插头。
将排出器阀、贴装头上下阀、真空传感器、低接线
等连接的接插件全部拔下。
3
取下输气管和地接线。
1. 将连接排出器阀、上下动作阀的输气管从接头
上取下。
2. 用十字槽螺丝刀拆下连接贴装头上部框架的地
接线。
55417-E0-00
4
取下下降端传感器支撑架。
用六角扳手(3)拆下装下降端传感器支撑架的 2
根螺栓,并取下支撑架。
5
拆下贴装头框架的固定螺栓。
用六角扳手(3)拆下贴装头部框架的 4 根固定螺栓,
将框架全体移至左端。
6
取下排出装置。
用六角扳手(2.5)拆下安装排出装置的 4 根固定
螺栓并取下全体排出装置。
55418-E0-00
c
注意
请不要将 O 型环圈丢失。
保险丝等的取出
Step 2,3
排出装置的取出
Step 4 to 6
供气/排气开关
六角扳手(M2.5)