YGOS V2用户操作手册.pdf - 第129页
1-1 19 1 基 板 程 序 的 生 成 和 编 辑 ● 送 料 器 个 数 信 息 的 确 认 可 以 确 认 在 生 产 线 上 可 以 同 时 使 用 的 送 料 器 个 数 。 从 「 维 护 ( M ) 」 菜 单 选 择 「 送 料 器 个 数 信 息 ( F ) 」 。 显 示 「 送 料 器 个 数 信 息 」 画 面 。 变 更 送 料 器 个 数 时 , 双 击 变 更 的 数 值 栏 , 直 接…
1-118
1
基板程序的生成和编辑
10.3 设置最优化的条件
设置最优化的条件有两种方法,一种是预先设置基板共同的条件「初期条件的设置」;另一种是以基板为单位进行
个别设置的「基板单位的最优化条件设置」。
10.3.1 信息的确认
设置最优化条件之前,先确认「生产线」「吸嘴个数」「送料器个数」的各个信息。
吸嘴个数只有使用手动交换吸嘴时才需确认,并根据需要作变更。
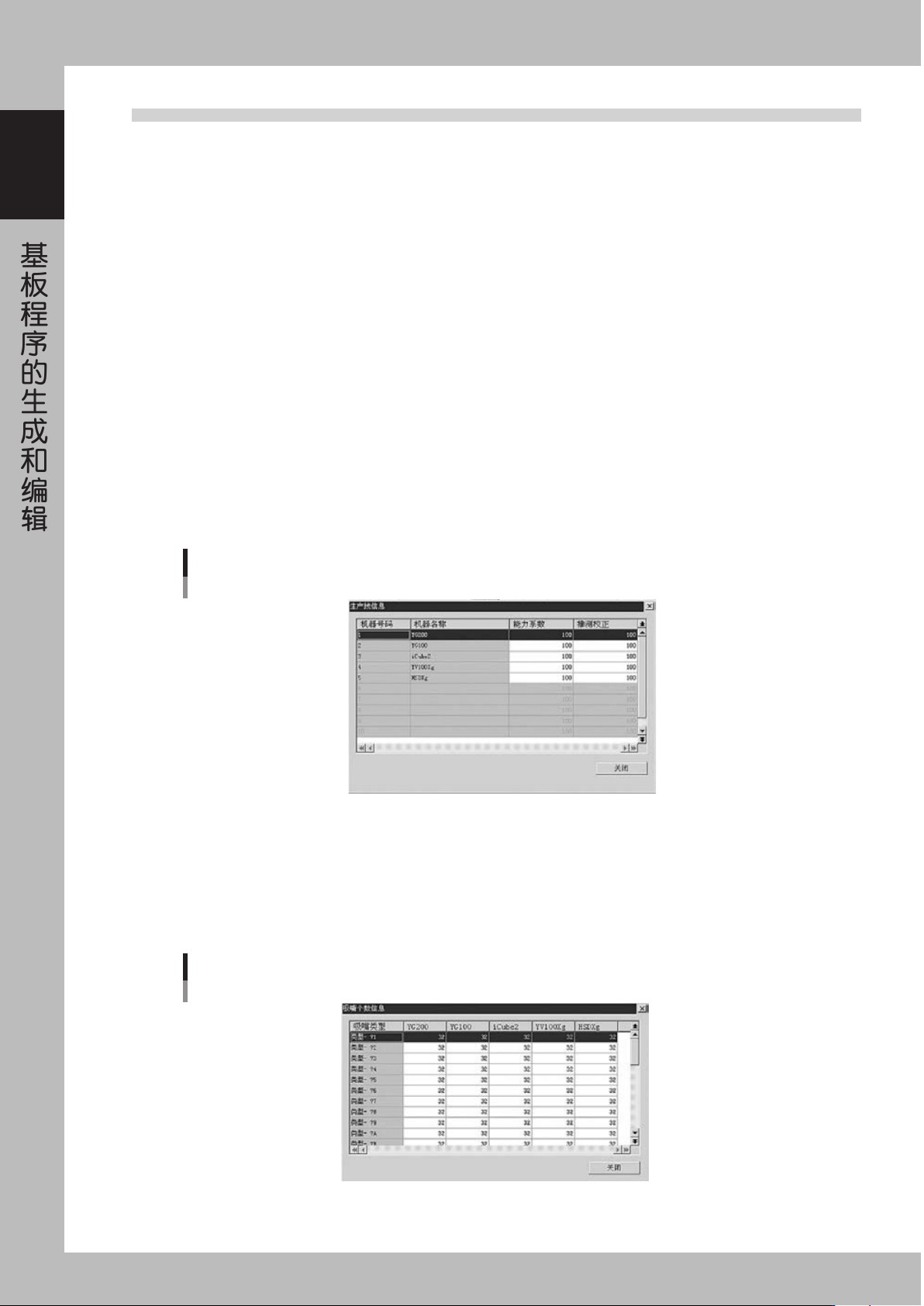
●生产线信息的确认
可以确认登录在生产线的机器的能力系数、推测校正。
从「维护(M)」菜单选择「生产线信息(L)」。
显示「生产线信息」画面。
能力系数的推测校正值的初始值设置为 100。
要变更数值时,双击变更栏,直接输入数值。
· 能力系数
为生产线分配时各机器最初的分配比率。如果同机种的机器相连接,设置的数值相同。
· 推测校正
补充速度推测值与实际使用机器所测时间的差,没有差时,使用初始值。速度推测值的校正值如下。
显示值 = 推测值 × 推测校正 ÷100
推测校正是校正再分配时的速度推测结果的重要参数。必须尽量反映机器的实际状态。
生产线信息
661A6-X6-00
●吸嘴个数信息的确认
可以确认各机器中各个吸嘴可同时装备的个数。
从「维护(M)」菜单选择「吸嘴个数信息(N)」。
显示「吸嘴个数信息」画面。
变更吸嘴个数时,双击变更栏,直接输入数值。
吸嘴个数信息
661A7-X6-00
1-119
1
基板程序的生成和编辑
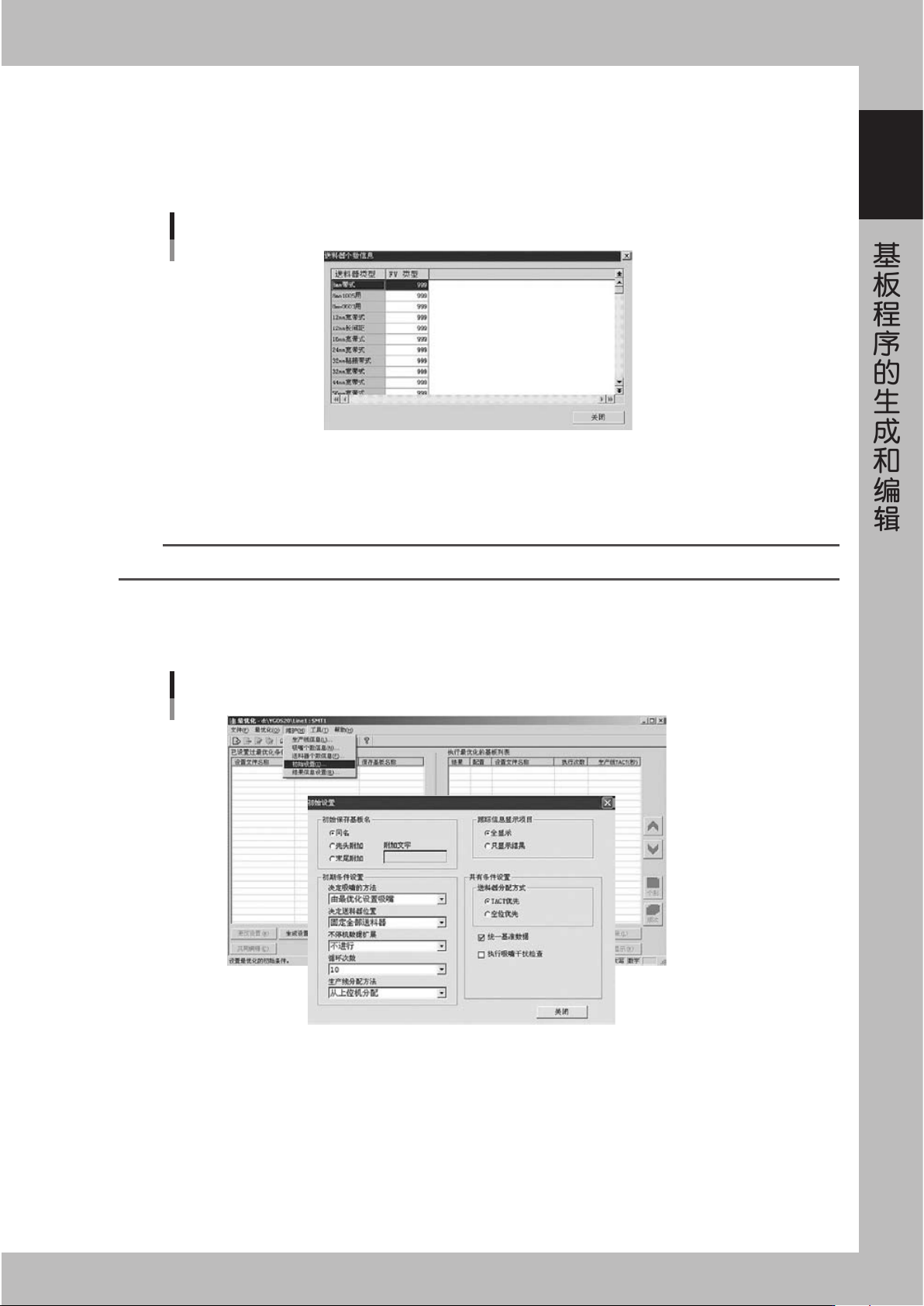
●送料器个数信息的确认
可以确认在生产线上可以同时使用的送料器个数。
从「维护(M)」菜单选择「送料器个数信息(F)」。
显示「送料器个数信息」画面。
变更送料器个数时,双击变更的数值栏,直接输入数值。
送料器个数信息
661A8-X6-00
10.3.2 初始条件的设置
首先设置执行最优化所需的初始条件。
n
要点
初期条件所设置的内容将作为以基板为单位的最优化设置画面的初始值显示。
1
从「维护(M)」菜单选择「初始设置(I)」。
显示「初始设置」对话框。
最优化初始条件设置画面
661A9-X6-00
2
设置初始保存基板名。
· 同名
用执行最优化基板的名称保存基板程序。
覆盖执行最优化前的基板程序。
· 先头附加、末尾附加
另名保存执行最优化的基板时,自动在开头、末尾附加文字。
选择任一项,可以在附加文字栏输入。
随意输入文字。
1-120
1
基板程序的生成和编辑
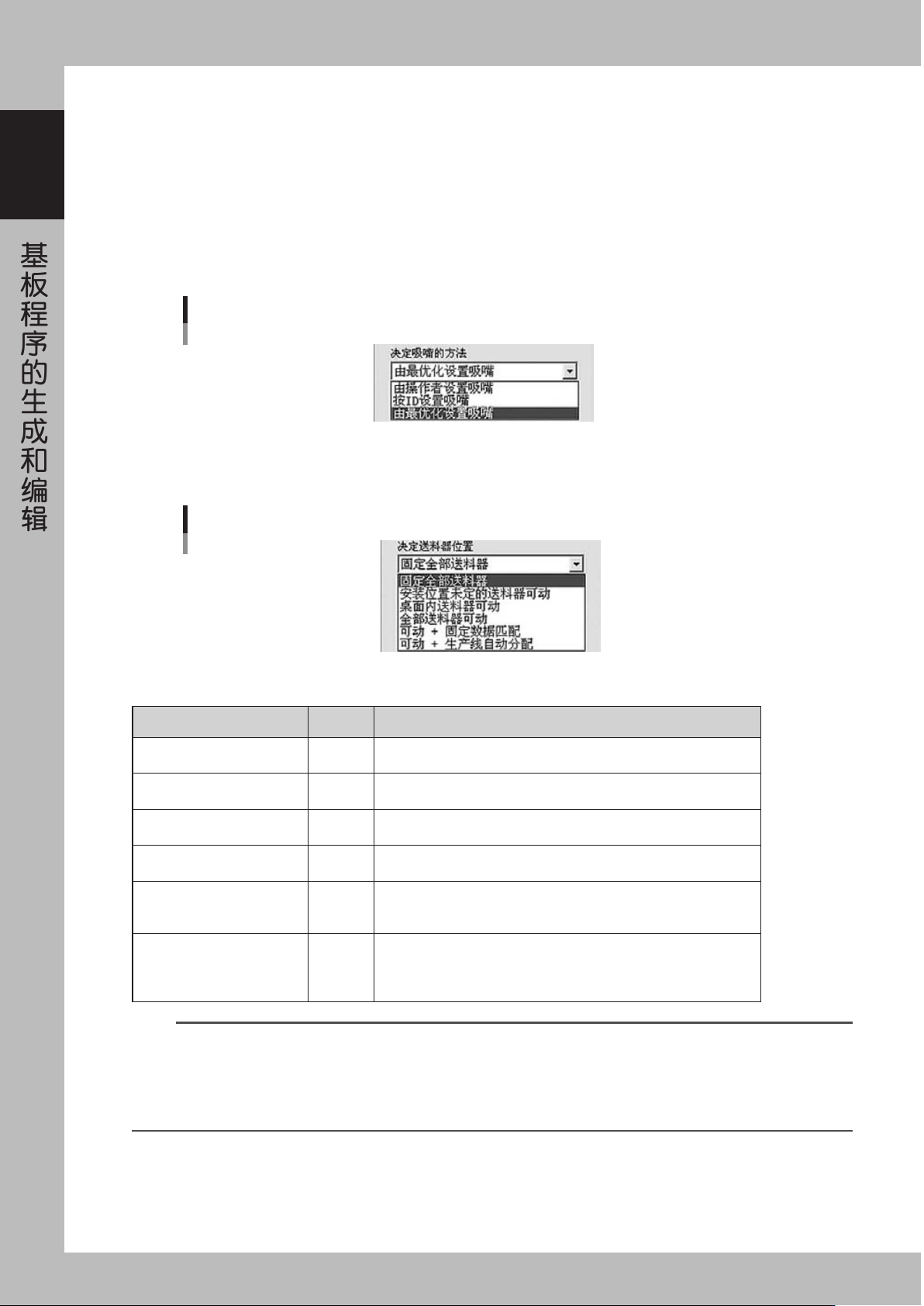
3
选择「决定吸嘴的方法」。
· 由最优化设置吸嘴
自动设置吸嘴使周期达到最短。
· 由操作者设置吸嘴
如果选择该项目,各贴装头使用的吸嘴可以用手动方式设置。
有关吸嘴的详细设置方法,参阅后述的 Step8 的内容。
· 按 ID 设置吸嘴
对设置为「手动交换吸嘴」的贴装头的吸嘴,仍然使用前次最优化时决定的吸嘴。
决定吸嘴的方法
661B0-X6-00
4
选择「决定送料器位置」的条件。
决定送料器位置
661B1-X6-00
■ 决定送料器位置的条件
设置条件 作业对象 设置内容
固定全部送料器 各机器内
只对元件的贴装顺序和贴装 Head 执行最优化。不进行送料器安装位置的
最优化。
安装位置未定的送料器可动 各机器内
执行元件的贴装顺序和贴装 Head 最优化的同时,将最佳送料器安装号码
分配到元件信息的「送料器安装号码」设置为「0」的数据中。
桌面内送料器可动 各机器内
执行元件的贴装顺序和贴装 Head 最优化的同时,在各送料器桌面内对
送料器安装位置执行最优化。
全部送料器可动 各机器内
执行元件的贴装顺序和贴装 Head 的最优化的同时,在各机器内对送料器
安装位置执行最优化。
可动 + 固定数据匹配
生产线内
各机器内
在生产线内所有机器进行固定数据匹配。
其后,进行元件贴装顺序和贴装 Head 最优化的同时,在各机器内对送料器
安装位置执行最优化。
可动 + 生产线自动分配
(选项装置)
生产线内
在生产线内的所有机器进行固定数据匹配。
在生产线所有机器之间进行元件的分配。
其后,进行元件贴装顺序和贴装 Head 最优化的同时,在各机器内对送料器
安装位置执行最优化。
参考
· 固定数据匹配即是在作为固定基板所选的基板中查找同名元件,如果有同名元件则会复制包含安装位置在内的元件信息的功能。
· 如果设置了固定元件,将不根据最优化的设置而是参照固定元件以机器为单位执行固定数据匹配作业。
· 如果设置了固定基板,送料器位置决定条件为「可动 + 固定数据匹配」或「可动 + 生产线自动分配」时 , 生产线内所有机器
参考固定基板来进行固定数据匹配作业。其它的送料器决定位置条件时,在各条件的送料器可动范围内参考固定基板进行固定
数据匹配作业。