YGOS V2用户操作手册.pdf - 第152页
2-6 2 印 刷 程 序 的 生 成 F : 基 板 基 准 位 置 选 择 在 基 板 的 何 处 设 置 坐 标 。 从 「 基 板 中 央 」 、 「 基 板 正 前 方 」 、 「 基 板 正 后 方 」 、 「 基 板 左 前 方 」 、 「 基 板 右 前 方 」 、 「 基 板 左 后 方 」 、 「 基 板 右 后 方 」 中 选 择 , 标 准 机 器 将 「 基 板 左 前 方 」 设 置 为 基 板 基 准 …
2-5
2
印刷程序的生成
3. 基准标记位置
可以指定在基板和网板上分别设置或共同设置基准标记。
选择「基板 & 网板分别指定」、「基板 & 网板共通指定」中的任一项。
· 基板 & 网板分别指定
可以在基板和网板中分别指定基准标记位置、基准标记类型及其基准位置。
· 基板 & 网板共同指定
在基板和网板中共同指定基准标记位置、基准标记类型及其基准位置。
变更为「基板 & 网板共通指定」后,出现下图所示提示。点击[确定]按钮,基板基准标记中「基准标记位置」、「基准
标记类型」、「基准位置」、「原点坐标」的各参数分别复制到网板基准标记中。
基板&网板共同指定对话框
从基板基准标记复制到网板基准标记
66205-X6-00
参考
如果设置为「基板 & 网板共通指定」,无论在基板参数还是在网板参数编辑「基准标记位置」、「基准标记类型」、「基准位置」、
「原点坐标」,该编辑内容都会自动反馈到另一方。
4. X、Y(mm)
输入从基板基准标记的基板原点开始的 XY 坐标(mm)。圆形、方形、三角形的标记输入中心坐标。
5. 标记 No.
输入基准标记使用的标记 No.(预先在标记画面中登录的号码)。
6. 名称
输入「标记 No.」后,该标记的名称(预先在标记画面中登录的名称)会自动显示。
A、B:基板尺寸 X、Y(mm)
输入基板的 X 方向 ( 基板传送方向 ) 和 Y 方向的尺寸 (mm)。自动运行状态下固定基板时 , 需将传送宽度 (W 轴 ) 尺寸控制在
Y+0.5mm 内。
基板尺寸X,Y
基板
传送轨道
X [mm]
W=(Y+0.5mm)
Y [mm]
65201-X6-00
C: 基板厚度 Z(mm)
输入基板厚度 (mm)。
D: 备注
输入基板相关信息的备注栏。不输入也无妨。
E: 锡膏名称
输入所用锡膏的名称等信息。不输入也无妨。
2-6
2
印刷程序的生成
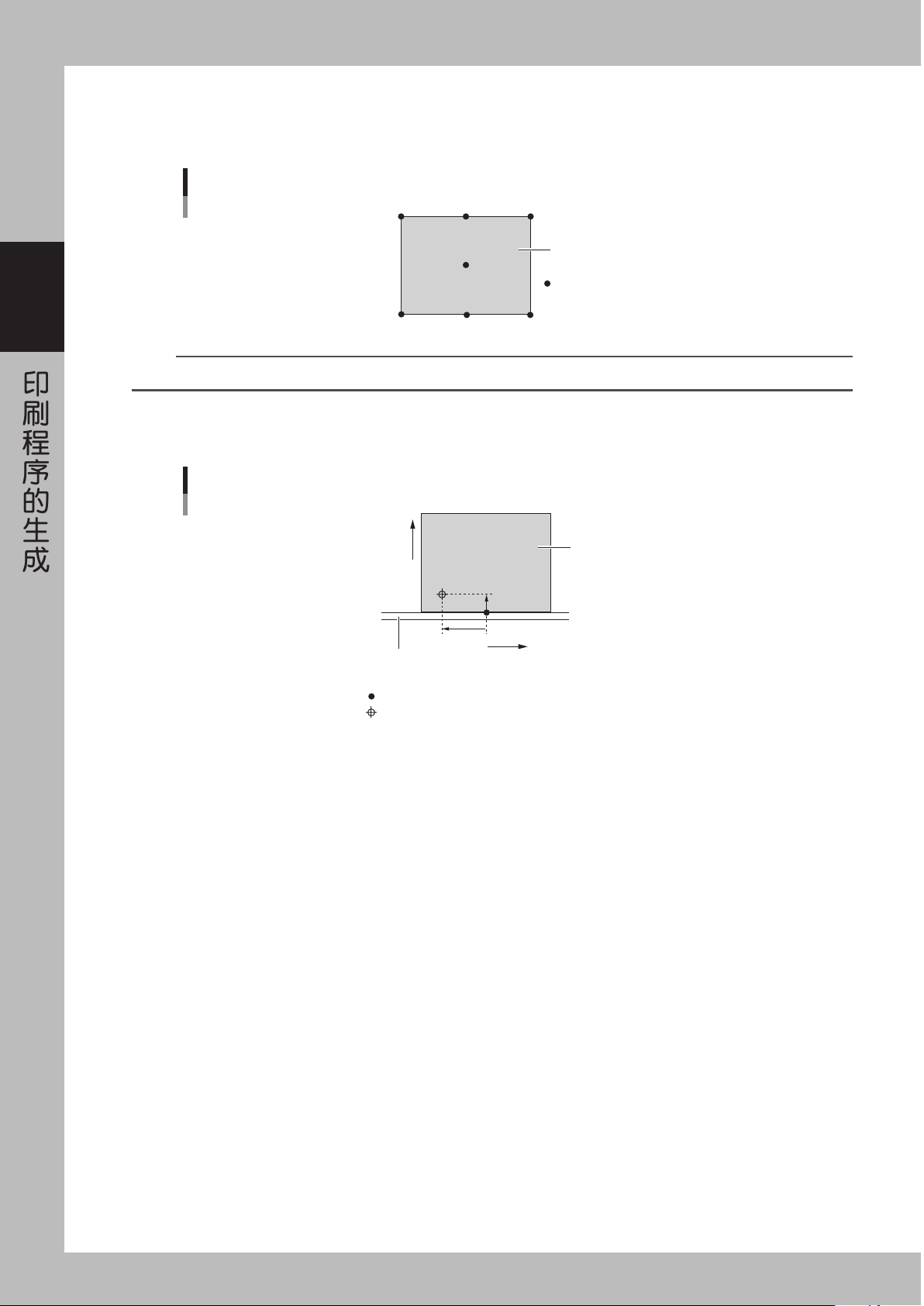
F: 基板基准位置
选择在基板的何处设置坐标。从「基板中央」、「基板正前方」、「基板正后方」、「基板左前方」、「基板右前方」、「基板左后方」、
「基板右后方」中选择,标准机器将「基板左前方」设置为基板基准位置。
基板基准位置
基板基准位置
基板
65202-X6-00
参考
基板上的设置坐标中有「原点 XY」、「基板基准标记」、「检查坐标」。
G、H:原点 X、Y(mm)
基板基准坐标的原点与「基板基准位置」不一致时,输入以「基板基准位置」为基准的基板原点的 XY 位置 (mm)。
基板基准位置和基板原点
-X
+X
+Y
+Y
固定侧(前侧)
传送轨道
基板
基板坐标基准位置(基板正前方)
基板原点
65203-X6-00
I: 空转时间 ( 秒 )
普通形状的基板设置为「1(秒)」。如果是特殊形状的基板 ( 缺口,中空等 ),传送出口传感器容易误识别。此时,如果设置
了空转时间,即使基板检测传感器关闭以后,传送带在指定的时间内也会继续运转传出基板。在 0 〜 9 秒的范围内输入。
J: 基板吸附
只有装备了选项装置中基板吸附装置的机器才可使用基板吸附功能,一般设置为「不使用」。印刷有翘曲的基板及薄型基板
时设置为「使用」,可以从基板下面吸附、固定基板。该参数设置为「使用」时,还需设置「吸附计时」、「基板吸附动作流程」。
K: 吸附计时 (msec)
如「基板吸附」的参数设置为「使用」,需设置吸附计时 (msec)。即顶板上升完毕到下个动作开始之间的停顿时间。该功能
仅对装有选项装置中基板吸附功能的机器有效。
L: 基板吸附动作流程
只有「基板吸附」参数设置为「使用」时有效。选择基板吸附动作在「夹固前」还是在「夹固后」进行。
M: 边夹具
设置「使用」或「不使用」从侧面固定基板的边夹具。
一般设置为「使用」。印刷使用边夹具无法固定的薄型陶瓷基板时,可以设置为「不使用」而使用基板吸附方法。
O: 基板压板
设置「使用」或「不使用」从基板上面按压基板边缘的压板。
一般设置为「使用」。使用基板压板,可以矫正基板边缘向上翘曲的现象。

2-7
2
印刷程序的生成
Q: 基板压整板(选项装置)
设置「使用」或「不使用」矫正基板整体上翘现象的基板压整板。(只有安装了选项装置中基板压整板的机器才可使用)。
R: 按压计时 (msec)(选项装置)
基板压整板开始下降到上升之间的停顿时间。
S: 基板按压动作流程(选项装置)
为了变更基板压整板和边夹具的固定时机,需设置「夹固前」或「夹固后」。
设置为「夹固前」,按基板压整板、边夹具的顺序固定基板。
设置为「夹固后」,按边夹具、基板压整板的顺序固定基板。
T: 顶针速度 (%)
顶针的上升、下降速度以百分比指定。通常设置为 100%,为了缓冲平面支撑夹具和顶针碰到基板时所产生的冲击,可将
百分比下调。
U: 印刷执行
进行「印刷运行」或「通过运行」的切换。如选择「执行」,表示进行通常的「印刷运行」。如选择「跳过」,则表示进行
「通过运行」。
V: 图像处理校正
指定识别基板基准标记时的处理方法。一般设置为「普通校正」。这时,如果标记识别出错,机器会因错误停机。选择
「忽略错误」时,即使标记识别发生错误,机器也不会停机而是继续运行。
W:印压控制
基板生产时必须将印压控制设置为「使用」。(只有在不进行印压控制而确认刮刀运行状态时设置为「不使用」)。
X: 基板歪斜容许值(mm)
设置在基板基准识别位置、局部基准识别位置检测基板歪斜度容许值。输入的容许值为「0.00」时,表示不进行歪斜度检测。
c
注意
自动运行中识别基板基准标记或局部基准标记,从该标识的识别结果得到的歪斜度超过了所设置的容许值,就会出现错误提示,
机器停止运行。