YGOS V2用户操作手册.pdf - 第49页
1-39 1 基 板 程 序 的 生 成 和 编 辑 K : 吸 附 真 空 压 ( % ) 为 执 行 真 空 传 感 器 检 查 而 设 置 的 基 准 真 空 压 。 使 用 数 据 库 初 始 设 置 。 L : 吸 附 时 刻 设 置 吸 附 元 件 时 贴 装 头 开 始 真 空 动 作 的 时 机 。 如 选 择 「 普 通 」 , 贴 装 头 下 降 前 开 始 执 行 真 空 动 作 , 如 选 择 「 下 降…
1-38
1
基板程序的生成和编辑
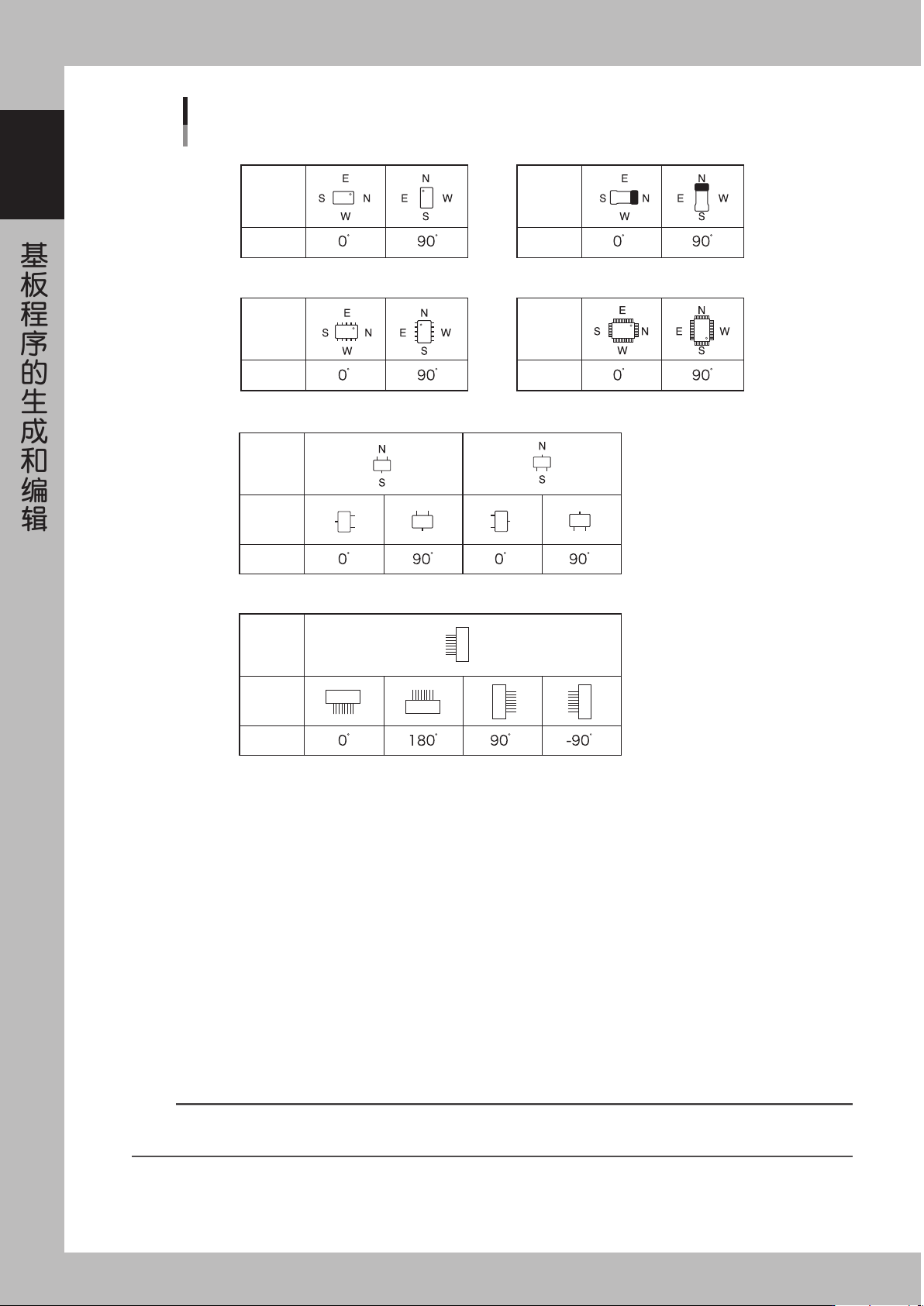
元件包装外形
吸料角度
元件包装外形
吸料角度
元件包装外形
吸料角度
元件包装外形
吸料角度
识别基准
元件包装外形
吸料角度
识别基准
元件包装外形
吸料角度
■ 方形芯片元件 ■ MELF芯片
■ SOP
■ 微型Tr/SOT
■ 接插件 E
■ QFP
吸料角度
65117-X6-00
F: 吸料高度 (mm)
指吸附元件时,使吸嘴下降的 Z 轴的高度校正值。一般设置为「0.0」。如果要降低该高度,输入正数值,如果要升高该高度,
输入负数值。
G: 吸附计时(秒)
指吸附元件时,从感知真空压开始到吸嘴停留在下降端的时间 ( 秒 )。芯片元件等小型元件,一般都设置在「0.00」。该设置
还与外接托盘交换器连动。
H: 吸附速度 (%)
指吸附元件时,贴装头的下降轴 (Z 轴 ) 的速度。如果要进一步放慢速度,只需降低数值。一般设置为 100(%)。
I: XY 速度 (%)
指从吸附元件到贴装元件之间 XY 轴的速度。如果要进一步放慢速度,只需降低数值。一般设置为 100(%)。
J: 吸附 · 贴放真空传感器检查
一般设置为「普通检查」。如果要更严格地对吸附错误和带回元件的现象进行检查,设置为「特殊检查」。如果要对 QFP、
BGA 等元件的吸附错误和带回元件现象比其它元件作更严格的检查,设置为「特殊检查」。
n
要点
设置为「普通检查」,可以控制吸附 · 贴放元件时下降后的贴装头开始上升的时机。「真空传感器检查」的设置只在基板信息的
「负压确认」设置为「执行」时才有效。
1-39
1
基板程序的生成和编辑
K: 吸附真空压 (%)
为执行真空传感器检查而设置的基准真空压。使用数据库初始设置。
L: 吸附时刻
设置吸附元件时贴装头开始真空动作的时机。如选择「普通」,贴装头下降前开始执行真空动作,如选择「下降端」,贴装头
下降后开始执行真空动作。一般设置为「普通」。
M: 吸附动作
指吸附、贴放元件时吸嘴的下降动作。一般设置为初始值「普通」。如选择「详细设置」,可以详细设置吸附、贴放时的
「轴停止」条件和吸嘴的「上升」「下降」顺序。吸附 · 贴装 BGA 等元件需设置为「QFP 类型」。
N: 轴停止
一般设置为「普通」。吸附小型元件等对精度要求高的元件时,选择「公差等待」。(该参数只有将「M: 吸附动作」设置为
「详细设置」时才有效。)
O、P:下降、上升
设置与元件相适应的吸嘴下降及上升顺序。(该参数只有将「M: 吸附动作」设置为「详细设置」时才有效。)
Q: 负荷控制
设置是否要执行负荷控制。只有在开锁状态下,不执行接地负荷后的负荷。
R: 目标负荷 (N)
输入目标负荷。以 0.1N 为单位在 1.0N 〜 49.0N 范围内输入。
S: 吸嘴接触面偏移量(mm)
设置元件的上面(与底面相对)中最高点至吸嘴前端与元件的接触点之间的距离。
1-40
1
基板程序的生成和编辑
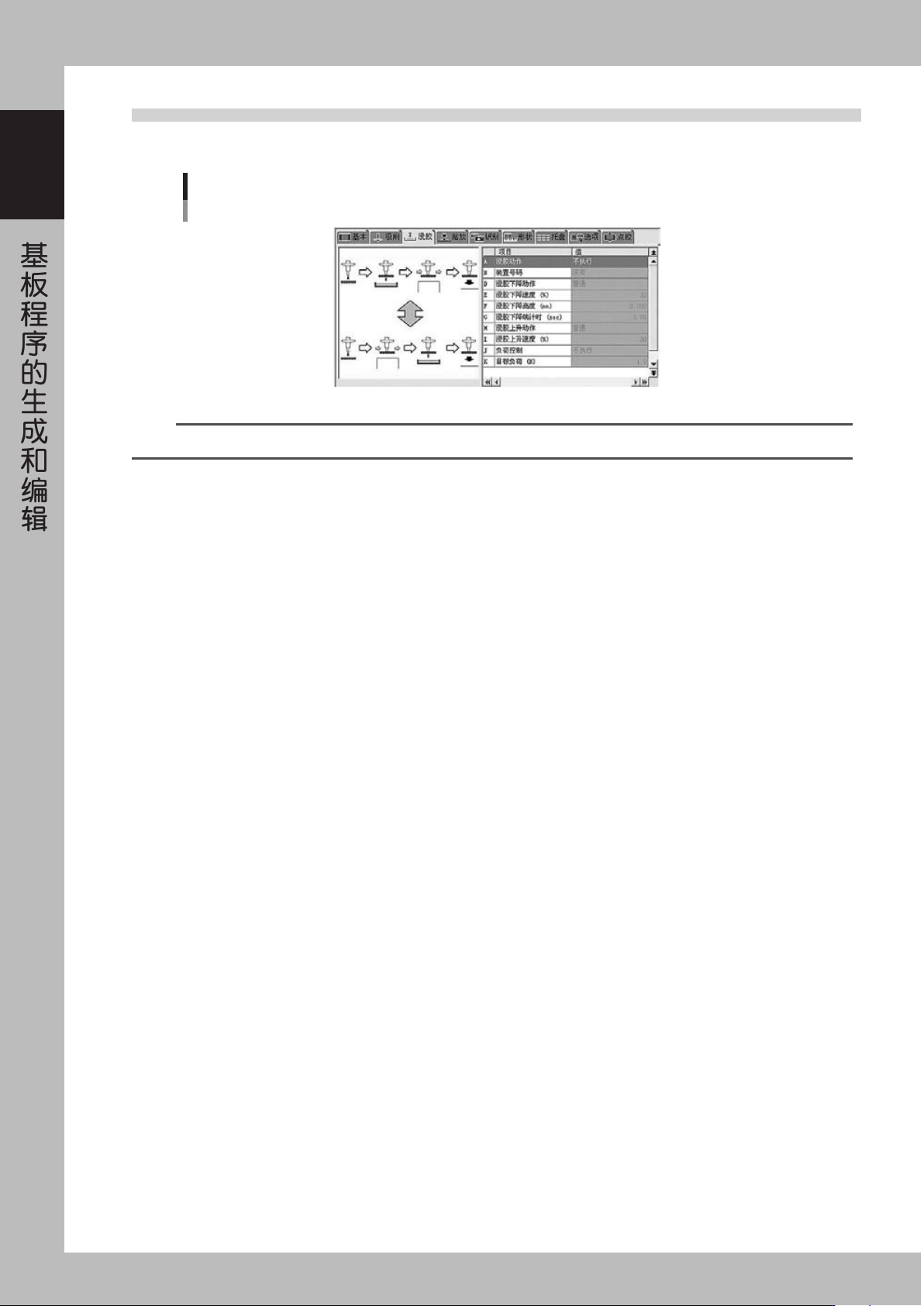
5.4 浸胶参数
点击详细画面的「浸胶」图标。
浸胶参数
66126-X6-00
参考
显示的参数内容随规格不同而各异。
A: 浸胶动作
由于选择「识别前浸胶」或「识别后浸胶」,可以对「浸胶」动作作详细设置。如果选择「不执行」,则不执行浸胶动作。
B: 装置号码
将接插件箱的标签纸上的装置号码输入到「装置号码」中。如果输入其它号码,机器会发生程序检查错误。
C: 识别检查
如将「识别后浸胶」设置为「执行」,进行浸胶前需确认 Head 是否持有元件。因此,元件吸附作业失败时,可以在浸胶前因
出错而停止作业。
D: 浸胶下降动作
可以选择 4 种下降动作:普通、2 级高速、2 级中速、2 级低速。
如选择普通以外的动作,可以使 Head 向浸胶站上方移动并下降时,在距离目标位置数 mm 前,将速度切换为低速。
这样,Head 与元件的接触负荷可以受到抑制,但却延长了 Head 下降的时间。
E: 浸胶下降速度 (%)
Z 轴下降速度可以 1% 为单位在 1 〜 100 的范围内输入。
2 级控制时,轴速度为高速。
F: 浸胶下降高度 (mm)
以 0.01mm 为单位,在- 9.99 〜+ 9.99 的范围内输入 Z 轴下降时的目标位置。下降方向 ( 朝下 ) 为“+”数。
G: 浸胶下降端计时 (sec)
以 0.01 秒为单位在 0.00 〜+ 9.99 的范围内输入 Z 轴到达下降目标位置时需要在下降端待机的时间。
H: 浸胶上升动作
可以选择 4 种下降动作:普通、2 级高速、2 级中速、2 级低速。
如选择普通以外的动作,可以使 Head 向浸胶站上方移动并上升时,在距离目标位置数 mm 后,将速度切换为高速。
I: 浸胶上升速度 (%)
Z 轴上升速度可以 1% 为单位在 1 〜 100 的范围内输入。
2 级控制时,轴速度为高速。
J: 负荷控制
设置是否要执行负荷控制。只有在开锁状态下,不执行接地负荷后的负荷。
K: 目标负荷 (N)
输入目标负荷。以 0.1N 为单位在 1.0N 〜 49.0N 范围内输入。