YGOS V2用户操作手册.pdf - 第33页
1-23 1 基 板 程 序 的 生 成 和 编 辑 ■ 坏 板 标 记 的 作 业 流 程 用 流 程 图 表 示 设 置 基 板 坏 板 标 记 和 拼 块 坏 板 标 记 时 坏 板 标 记 功 能 的 作 业 流 程 。 不进行该 拼块的作业 进行该 拼块的作业 进行所有 拼块的作业 开始 查找基板坏板标记 检出 没有检出 查找拼块坏板标记 坏板标记作业的流程 检出 没有检出 65 1 14 - X6 -0 0 4 . 6 …

1-22
1
基板程序的生成和编辑
4.6 坏板标记参数
4.6.1 坏板标记功能
坏板标记功能是在基板上某个指定的点贴上标记(坏板标记),机器根据对该标记的识别,取消贴装电子元件作业
的功能。
没有检出坏板标记时贴装元件
坏板标记功能
检出坏板标记时取消贴装元件的作业
65113-X6-00
坏板标记分别有以基板程序为单位设置、以贴装数据为单位设置的两种类型。根据功能,又分为基板坏板标记、
拼块坏板标记、局部坏板标记等 3 种类型。
■基板坏板标记
分别在每块基板上设置坏板标记,用于贴片机判断是否进行坏板标记查找作业。例如,含有不良拼块的基板与没有不良拼块
的基板混合在一起被送入传送带时,如果对所有拼块的坏板标记都进行查找的话,会浪费很多时间。这种情况,如果使用基
板坏板标记功能,只在识别到基板坏板标记时才进行坏板标记的查找作业,如果没有识别到基板坏板标记就无条件地对所有
拼块进行元件贴装作业。
■拼块坏板标记
分别在每块拼块上设置坏板标记,使贴片机跳过已检测到坏板标记的拼块的贴装作业。例如,由 A,B,C,D4 枚拼块构成
的拼块基板中,如果 B 块拼板不良,便在基板上贴上 B 块拼块用的坏板标记。贴装开始前,贴片机查找所有拼块中的坏板标记,
取消识别到坏板标记的 B 块拼板的贴装作业,只对 A,C,D 拼块执行元件贴装作业。
c
注意
拼块坏板标记功能,只有在位移信息中设置了「拼块基准」的基板程序 ( 使用拼块位移功能的拼块基板程序 ) 中才可以使用。
■局部坏板标记
分别在每个贴装数据中设置坏板标记,当贴片机检出该坏板标记时就会跳过该位置的元件贴装。
1-23
1
基板程序的生成和编辑
■坏板标记的作业流程
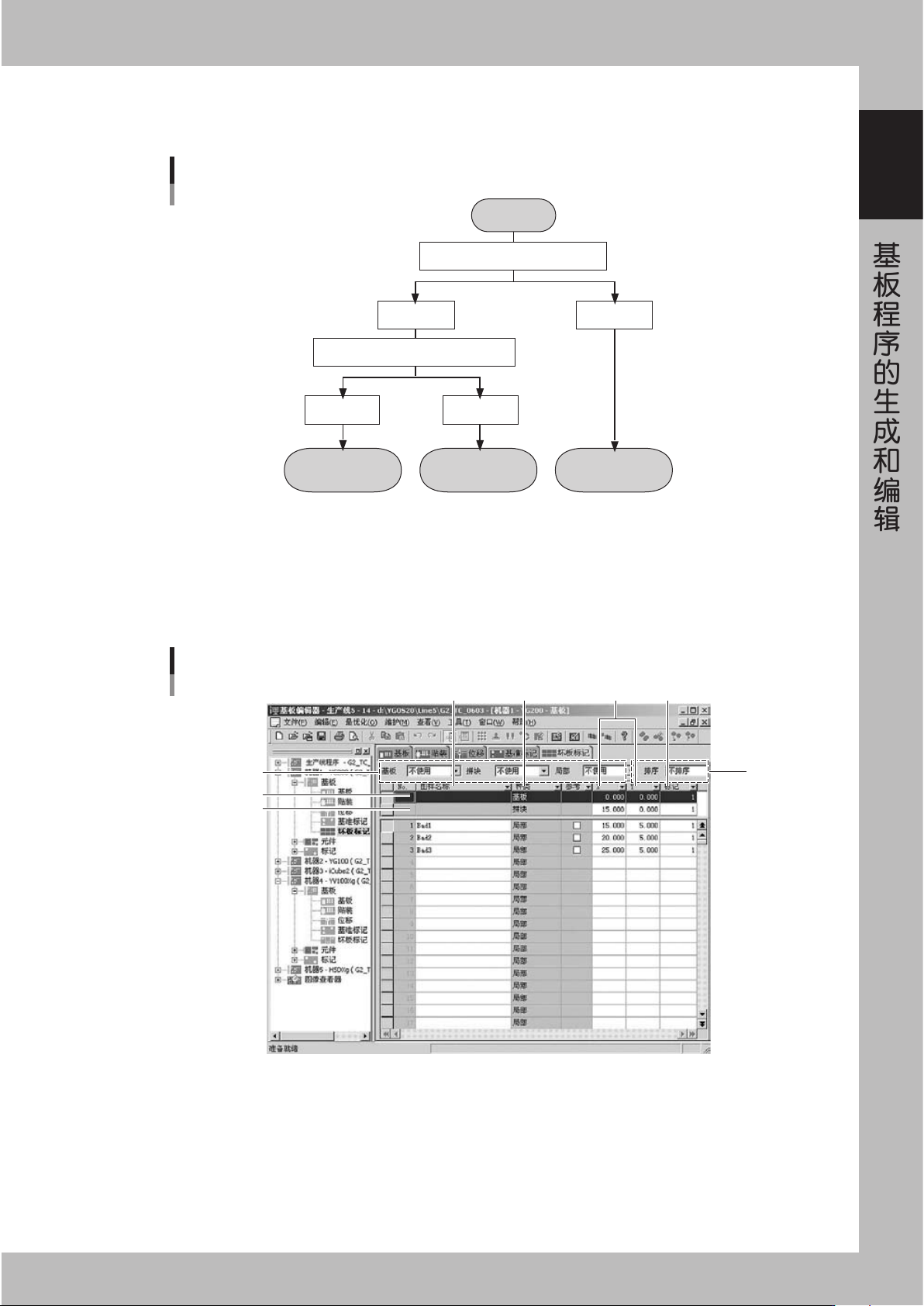
用流程图表示设置基板坏板标记和拼块坏板标记时坏板标记功能的作业流程。
不进行该
拼块的作业
进行该
拼块的作业
进行所有
拼块的作业
开始
查找基板坏板标记
检出 没有检出
查找拼块坏板标记
坏板标记作业的流程
检出 没有检出
65114-X6-00
4.6.2 坏板标记参数的设置
打开树状目录「基板」-「坏板标记」(或主画面的「坏板标记」图标)画面。
首先设置用于坏板标记功能的坏板标记。坏板标记以两点或 4 点为 1 组,各标记的形状各异也无妨。使用的坏板
标记的数据,必须事先在标记信息中登录。(参阅本章「6. 建立标记信息」。)
4
1
5 6 7
8
2
3
坏板标记参数画面
66114-X6-00
1. 基板、拼块、局部
坏板标记功能大致分为以下几种。以基板为单位设置的「基板」坏板标记;以拼块基板的拼块为单位设置的「拼块」坏板标记;
以贴装数据为单位设置的「局部」坏板标记。要使该坏板标记功能有效,必须先将其下拉菜单中的选项设置为「使用」。
2. 基板
在参数列表的第 1 行,设置基板坏板标记。
3. 拼块
在参数列表的第 2 行,设置拼块坏板标记。
1-24
1
基板程序的生成和编辑
4. 图样名称
输入坏板标记的名称。(不能在第 1 行和第 2 行输入。)
5. 种类
坏板标记功能的种类由机器指定。(不能变更)
6. X、Y
输入坏板标记的从基板原点开始的 XY 坐标。
7. 标记
输入坏板标记中使用的标记号码(标记信息中登录的标记)。
8. 排序
显示坏板标记识别顺序的设置。
从「工具(T)」菜单的「坏板标记(A)」选择「排序(S)」的设置方法。显示「坏板标记识别排序设置」画面。
c
注意
坏板标记排序功能只限下列条件使用。
· 文件形式必须是 YGX 形式。(Xg 系列不能使用该功能)
· 只有 1 个工作桌面的机器。(YG200、YG200L 不能使用该功能)
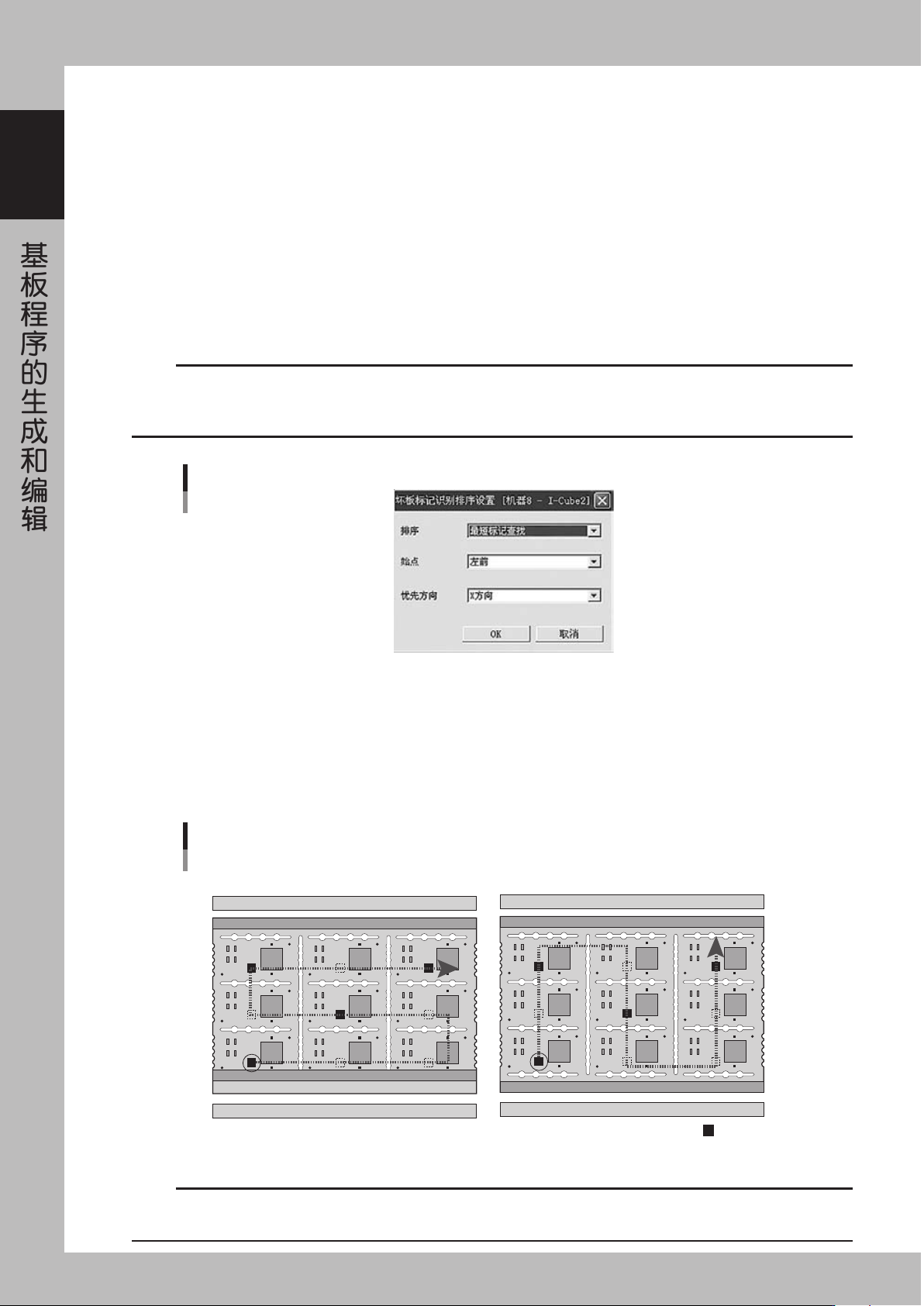
坏板标记识别排序设置
66115-X6-00
·排序
选择「不排序」、「最短标记查找」中的任一项。
·始点
设置最初识别的局部坏板标记。
·优先方向
设置识别基板的方向。
举例说明坏板标记排序设置
将始点设置在左前方
坏板标记
优先方向设置为Y方向优先方向设置为X方向
65115-X6-00
n
要点
即使在坏板标记识别排序设置画面进行了设置,坏板标记画面的显示也不会变化。
但开始生产时,会自动适用在此所设置的坏板标记识别顺序。