RX-7R_使用说明书.pdf - 第344页
第 4 章 操作篇 4- 11. 编辑生产程 序 251 4 通用贴片头的 Z 轴高度移动示例 (1) 通用贴片头的 Z 轴高度的移动示例 (2) RX -7 3 ① Z = 7 mm 4 6 前工序 6 6 已贴片的元件高 度 6 mm 以下 通用 5 ② Z = 16 mm 5 4 8 通用 8 ② Z = 16 mm 5 7 6 通用 6 mm 以下按照 ①的高度吸取贴 片 超过 6 mm 按照 ②的高度吸取贴 片 超过 …
第 4 章 操作篇
4-11. 编辑生产程序
250
前工程最大贴片元件高度(前工序已贴片最大元件高度)的说明
RX-7 通过对前工序中已贴片的元件高度进行设定,使 Z 轴的高度从较低位置变为较高位置,同时实现
了在较低位置的节拍性能(高速生产)以及在较高位置的灵活性(通用性)。
高速贴片头,在生产时的元件吸取及识别・贴片时的 Z 轴的高度有 3 种模式(Z = 1 mm、Z = 2 mm、Z
= 4 mm)。各模式分别具有以下特征。
① Z = 0 mm :
要进行高度~ 0.5 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不
会接触,或吸取的元件与已贴片的高度 0.5 mm 以下的元件不会接触时,可将 Z 轴设定为 0mm。
② Z = 2 mm :
要进行高度~ 2.0 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不
会接触,或吸取的元件与已贴片的高度 2.0 mm 以下的元件不会接触时,可将 Z 轴设定为 2mm。
③ Z = 4 mm :
要进行高度~ 3.0 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不
会接触,或吸取的元件与已贴片的高度 3.0 mm 以下的元件不会接触时,可将 Z 轴设定为 4mm。
通用贴片头,在生产时的元件吸取及识别・贴片时的 Z 轴的高度有 2 种模式(Z = 7 mm、Z = 16 mm)。
各模式分别具有以下特征。
① Z = 7 mm :
要进行高度~ 6.0 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不
会接触,或吸取的元件与已贴片的高度 6.0 mm 以下的元件不会接触时,可将 Z 轴设定为 7mm。
② Z = 16 mm :
要进行高度~10.5 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不
会接触,或吸取的元件与已贴片的高度 10.5mm 以下的元件不会接触时,可将 Z 轴设定为 16mm。
例如,使用通用贴片头,元件高度 6mm 的元件要按照①Z = 7 mm 的高度进行吸取・识别・贴片,8 mm
的元件要按照②Z = 16 mm 的高度进行吸取・识别・贴片。如果基板上已贴有超过 6mm 的元件时,为
了避免与已贴片的元件接触,即使元件高度
6mm 的元件,也要按照②Z = 16 mm 的高度进行吸取・识
别・贴片。(由于 H 轴的行程会变大,生产节拍也会降到①以下。)
1 块基板生产完成时,会退回到前工序已贴片的元件高度 Z 轴的初始高度位置。
双通道生产,如若前侧通道贴装了按初始高度有可能发生接触元件的基板,则应使 Z 轴的高度上升到
可(不接触)通过的高度后,才开始后侧通道的生产。
第 4 章 操作篇
4-11. 编辑生产程序
251
4
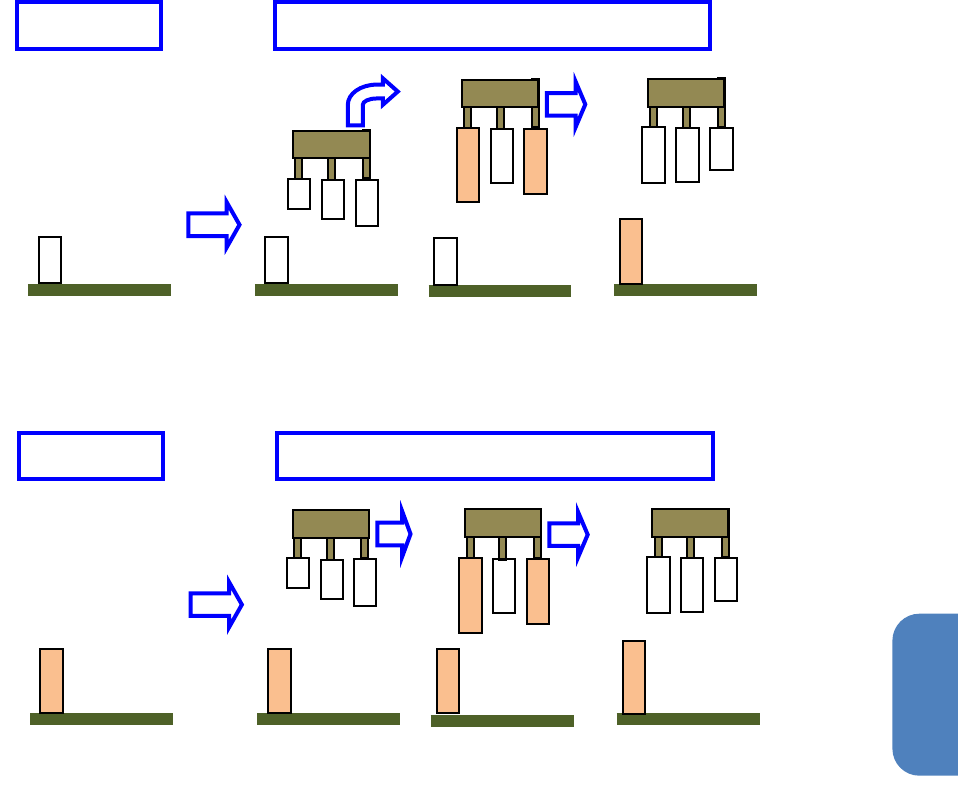
通用贴片头的 Z 轴高度移动示例(1)
通用贴片头的 Z 轴高度的移动示例(2)
RX-7
3
①
Z = 7
mm
4
6
前工序
6
6
已贴片的元件高度
6 mm 以下
通用
5
②
Z = 16
mm
5
4
8
通用
8
②
Z = 16
mm
5
7
6
通用
6 mm 以下按照
①的高度吸取贴片
超过 6 mm 按照
②的高度吸取贴片
超过 6 mm 已贴片按
照②的高度吸取贴片
已贴片的元件高度
超过 6 mm
由于前工序超过 6 mm 的元件已贴片,
因此要按照②的高度吸取贴片
RX-7
前工序
②
Z = 16
mm
②
Z = 16
mm
9
5
5
4
通用
②
Z = 16
mm
9
5
7
通用
8
8
8
3
4
6
通用
第 4 章 操作篇
4-11. 编辑生产程序
252
注意
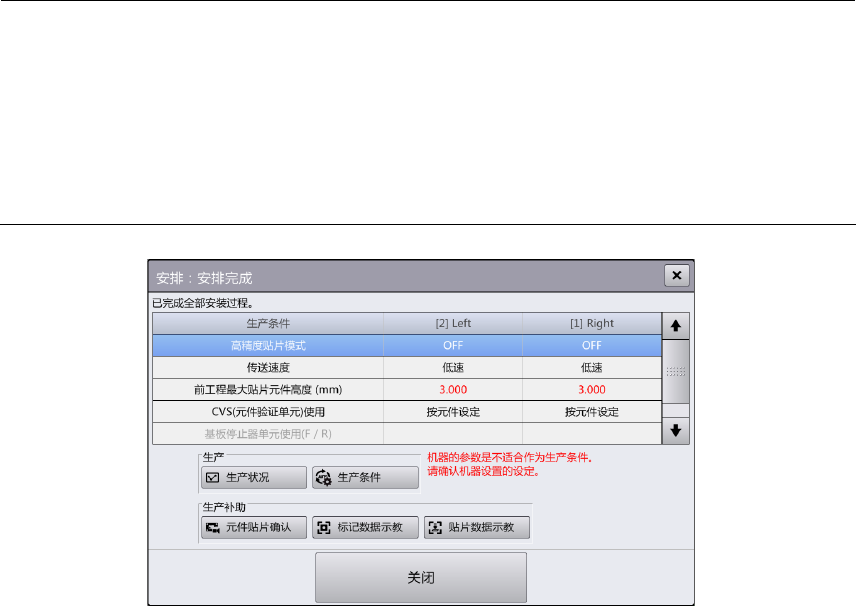
前工序最大已贴片元件高度的值,要在[机器设置]菜单的[装置设定]画面中设定。[装置
设置]画面中的设定,用于在[优化]画面中实施优化时,决定元件贴片顺序,以及在装置中
进行实际生产时决定 Z 轴的初始高度。
在机器设置与生产程序的设定中,机器设置的 Z 轴高度比[前工程最大已贴片元件高度]计算
得出的 Z 轴高度更高时,实际动作的工效比生产程序模拟功效延迟,因此在准备结束后显示警
告。