RX-7R_使用说明书.pdf - 第602页
第 4 章 操作篇 4- 18. 识别镀锡印 刷补偿贴片位 置功能(选购 项) 509 4 检查条件 记号 名称 说明 (a) OCC 监视器 显示设定的过滤 ( 噪音 ) 尺寸下的 2 值 化图像。 (b) 检查条件 调整识别焊锡的 以下 参数 。 • 位置 偏 移( 检查)阈值:在 0.000 ~ 0 .500 (mm) 的范围内 调 整焊锡 位置 偏移检查中检测的 位置 偏移 量的阈值。 指定为 0 , 则不实施位置 偏移 检…
第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
508
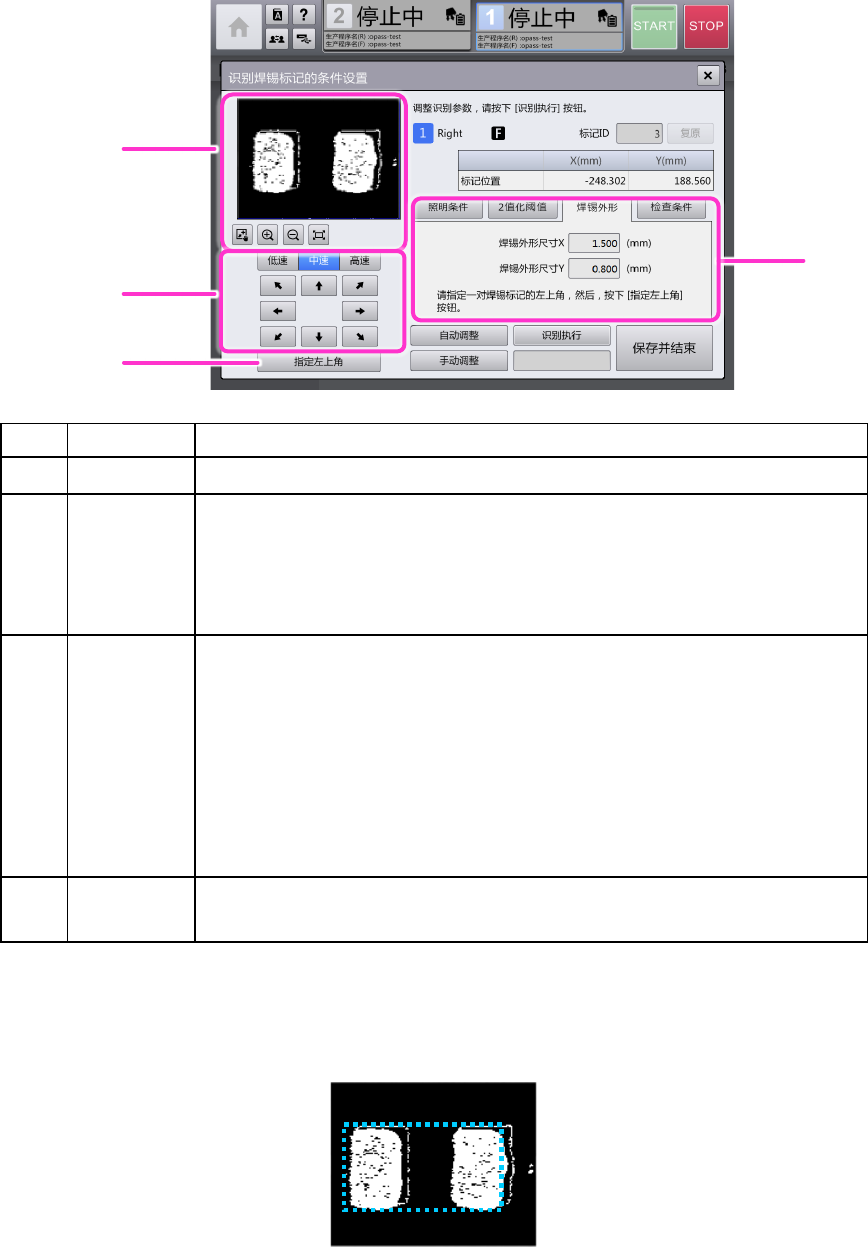
焊锡外形
记号
名称
说明
(a) OCC 监视器
显示摄像图像及焊锡外形领域。
(b) 焊锡外形
调整识别焊锡的以下参数。
•
焊锡外形尺寸 X:在 0.001~8.000 范围内调整 1 组焊锡外形的横方向
尺寸。
•
焊锡外形尺寸 Y: 在 0.001~8.000 范围内调整 1 组焊锡外形的纵方
向尺寸。
(c) 微调整按钮 进行焊锡外形领域的设定,按照以下步骤将光标向焊锡外形的左上角
(第 1 点)以及右下角(第 2 点)移动并进行设定。
要使光标按照预先设定的焊锡外形尺寸 XY 尺寸的四角外框线描绘。
①进行微移动,使左上角(第 1 点)与外框线的左上角一致。
②触摸指定左上角按钮确定位置。
③进行微移动,使右下角(第 2 点)与外框线的右下角一致(在左上角固
定的状态下移动外框线的右下角位置)
④触摸指定右下角按钮确定尺寸。
(d) 指定左上角
指定右下角
在上述微调整按钮的操作过程中,确定焊锡外形尺寸的左上角位置、以及
右下角位置。
一边观察监视器,一边设定焊锡外形尺寸,使其外接到 1 组焊锡印刷。
焊锡外形框的操作要操作微调移动按钮,分别指定窗口的左上角和右下角 2 点,使其外接到 1 组焊锡印刷,
选择 OK 按钮。
调整结束后,请选择[检查条件] 选项卡。调整值即会更新,进入下一工程。
a
b
c
d
第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
509
4
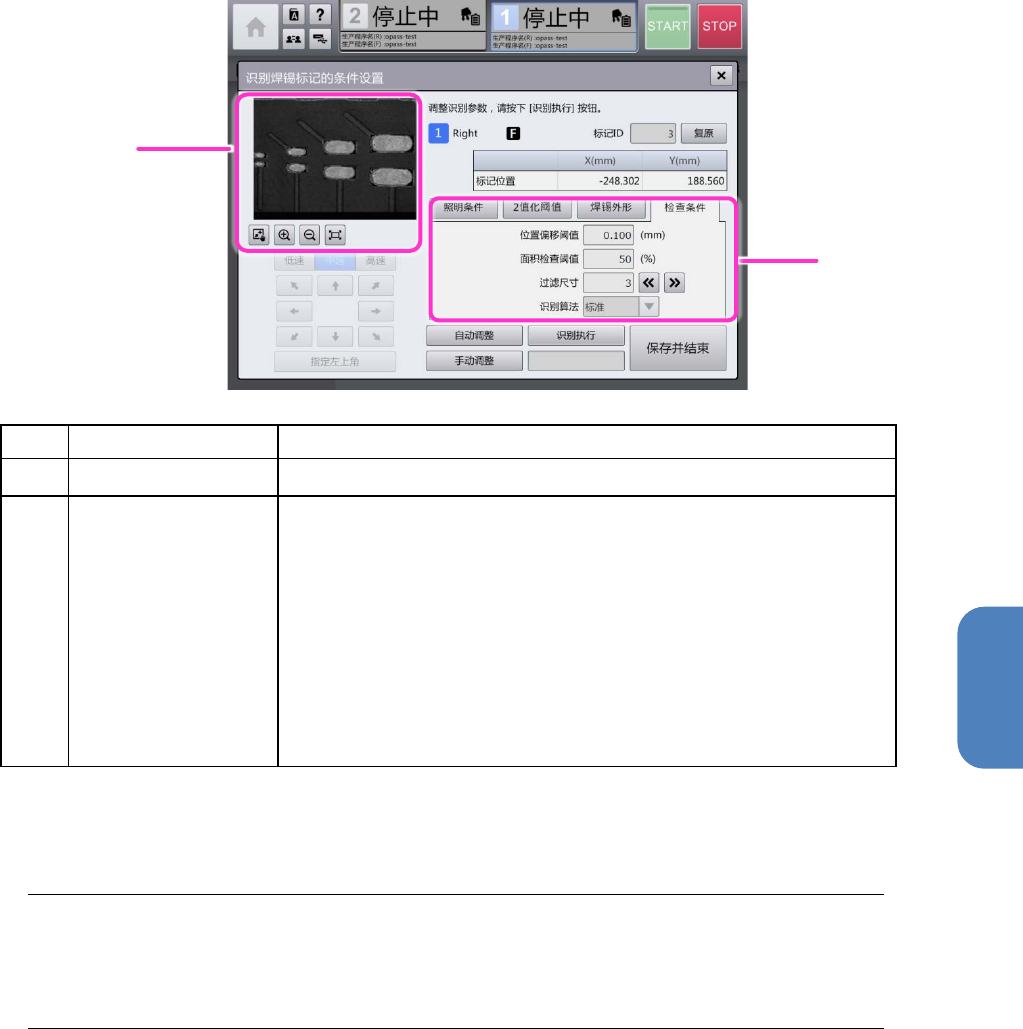
检查条件
记号
名称
说明
(a) OCC 监视器
显示设定的过滤(噪音)尺寸下的 2 值化图像。
(b) 检查条件
调整识别焊锡的以下参数。
•
位置偏移(检查)阈值:在 0.000 ~ 0.500 (mm)的范围内调
整焊锡位置偏移检查中检测的位置偏移量的阈值。指定为 0,
则不实施位置偏移检查。
•
面积检查阈值:在 0~100(%)的范围内调整面积检查(状态检
查)中使用的面积比的阈值。指定为 0,则不实施面积检查。
•
过滤(噪音)尺寸:在 3~23 的范围内调整标记周围的降噪级
别。
•
识别算法:显示焊锡识别中使用的识别算法的种类。不能编
辑。
输入在焊锡位置偏移检查中检测的位置偏移阈值以及在状态检查中检测的面积比的阈值。
检测框为示教时的焊锡外形尺寸+位置偏移阈值。
Tips
检测范围将以位置偏移检测阈值为基准进行设定。
位置偏移检查的阈值输入 0 时,不进行位置偏移检查。
面积检查的阈值输入 0 时,不进行面积比的检查。
a
b
第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
510
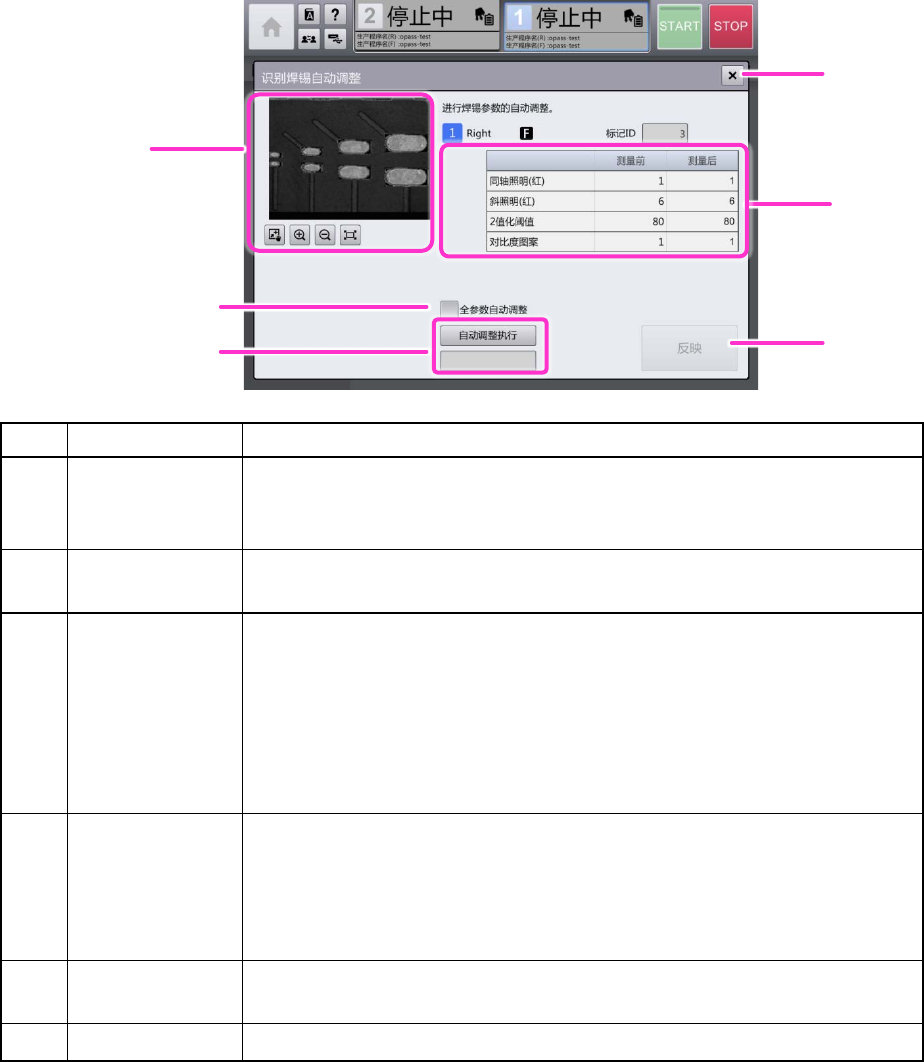
焊锡识别自动调整
记号
名称
说明
(a) OCC 监视器
显示在设定的识别焊锡条件下的摄像图像。
执行自动调整时,连续显示自动调整的结果图像。
执行自动调整后,显示进行焊锡识别的识别结果图像。
(b) 调整参数显示 显示照明级别(同轴照明(红)、斜照明(红))、对比度图案、2 值化阈
值调整前的值和调整结果。
(c) 全参数自动调整 设定自动调整的模式。
勾选(ON):
对照明级别(同轴照明(红)、斜照明(红))、对比度图案、2 值化
阈值全部进行变动的同时,按照全图案的组合进行自动调整。
不勾选(OFF):(初始状态)
以当前设定的焊锡识别条件为中心,使识别条件在一定范围内变动进行
自动调整。
(d) 自动调整执行
变更参数的同时,反复进行焊锡识别,自动调整最适合的参数。
※如果识别结果不稳定,将显示警告提示信息。
完成自动调整后,会在按钮的下侧显示自动调整的结果(OK/NG),在[调整
参数显示] 中显示参数。
(e) 反映 对调整焊锡识别条件后的值进行确定,返回 [焊锡识别的条件设置] 对话
框。
(f) ×按钮 取消焊锡识别条件的自动调整,返回 [焊锡识别的条件设置] 对话框。
a
b
c
d
e
f