RX-7R_使用说明书.pdf - 第621页
第 4 章 操作篇 4- 19. I FS - NX 的使用(选 项) 528 4- 19 - 4. 误安装防止功能 生产时的元件核对流程 (1) 在 [ 顶部菜单 ] – [ 安排 ] – [ 支援准备 ] 画面中,作为 准备工程将 [ 生 产程序切换 ] 、 [ 确认 生产 台架 ] 设定为 ON 状态 (绿色) ,选择 生产 程序名及预定 生产片数后 ,触摸 [ 自 动执行 ] 。 (2) 进行生产程序切 换时,装置将向 IF…
第 4 章 操作篇
4-19. IFS-NX 的使用(选项)
527
4
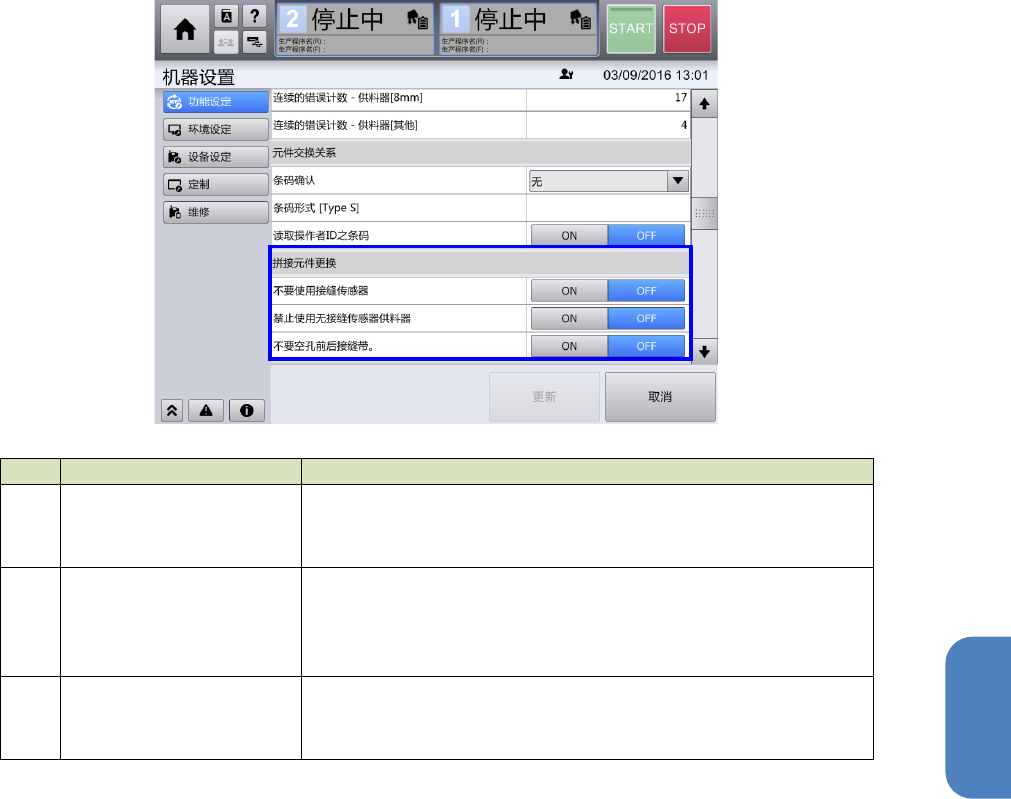
拼接(搭接)
記号
名称 説明
(a) 不要使用接缝传感器 选择功能 ON/OFF,该功能为在整体装置中不使用接缝传感器。
•
ON:不使用接缝传感器
•
OFF:按照元件数据的设定
(b) 禁止使用无接缝传感器供
料器
选择功能 ON/OFF,该功能为不能使用没有接缝传感器的供料
器。
•
ON:禁止使用没有接缝传感器的供料器
•
OFF:允许无接缝传感器的送料器混合存在
(c) 不要空洞前后接缝带(接
缝前后不要有空洞)
设定使用了接缝传感器时接缝前后无空穴的良否。
•
ON:没有空穴也不视为错误
•
OFF:接缝前后没有空穴时视为错误
第 4 章 操作篇
4-19. IFS-NX 的使用(选项)
528
4-19-4. 误安装防止功能
生产时的元件核对流程
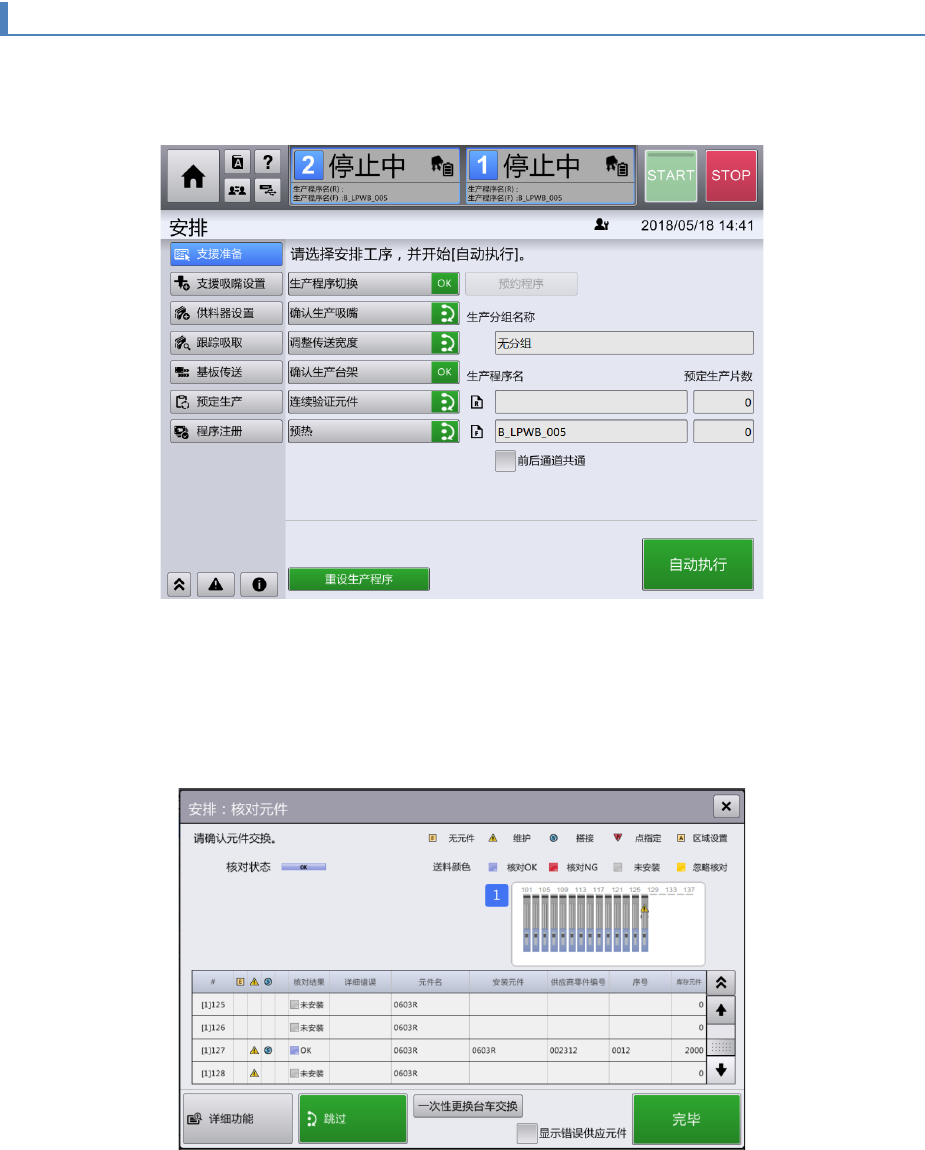
(1) 在[顶部菜单] – [安排] – [支援准备] 画面中,作为准备工程将 [生产程序切换] 、[确认生产
台架] 设定为 ON 状态(绿色),选择生产程序名及预定生产片数后,触摸[自动执行]。
(2) 进行生产程序切换时,装置将向 IFS 服务器通知生产程序的变更及内容。装置将从 IFS 服务器取得
所使用台架上供料器的元件核对状态。
(3)[确认生产台架]工程,对是否已安装生产所需的台车进行确认后,会显示[安排:核对元件] 对话框,
用于将单元 1 侧使用的元件安放到装置中。[安排:核对元件] 对话框会实时显示已取得的供料器元
件核对状态。
(4) 将台车安放到所需的供料器位置,按 [完毕] 按钮,[安排:核对元件] 对话框即关闭,将显示单元
2 侧的[安排:核对元件] 对话框。单元 1 及单元 2 的供料器核对完成后,将进入下一个准备工程。
所有准备工程完成后,准备处理即结束。
第 4 章 操作篇
4-19. IFS-NX 的使用(选项)
529
4
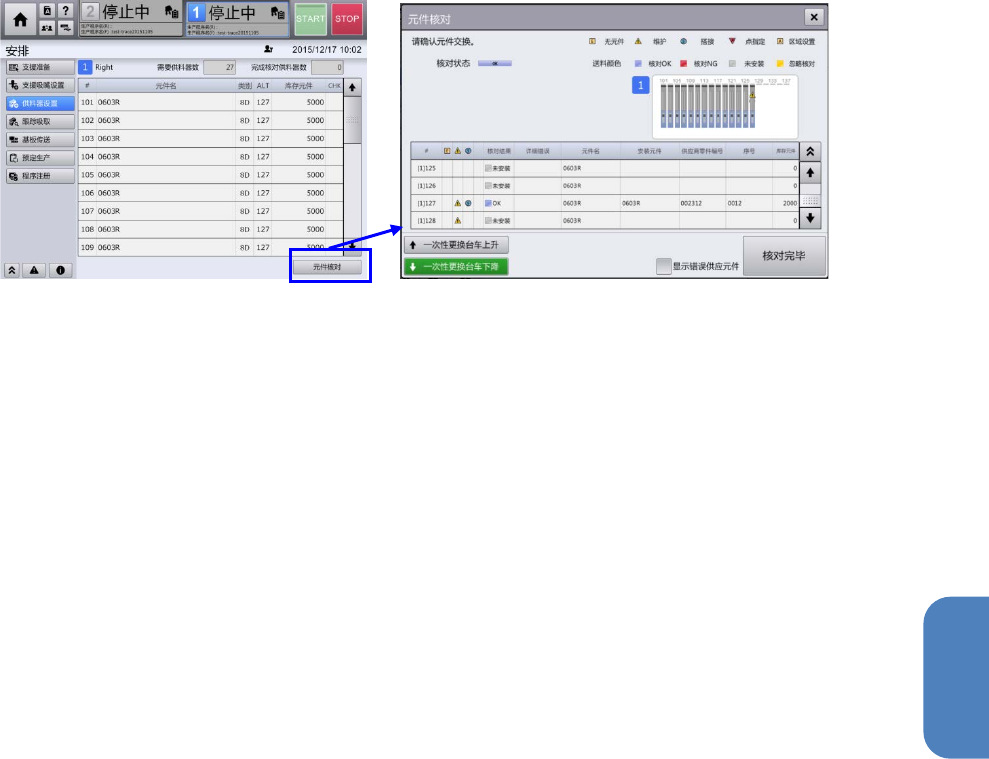
(5) 执行准备后的核对状态的确认,也可通过[顶部菜单] – [安排] – [供料器设置] 画面,在触摸
[元件核对] 按钮显示的[元件核对] 对话框中按照相同的操作进行确认。
(6) 生产中供料器状态的确认,要在[顶部菜单] – [生产] – [供给装置] 画面中进行。[供给装置]
画面可通过选项卡切换 [供料器确认] 及 [核对确认]2 个显示模式。
[供料器确认] 选项卡在不使用误安装防止功能的环境中使用,显示与以往相同的装置内各供料器的
种类或元件剩余数。 [核对确认] 选项卡,可在使用误安装防止功能的环境中显示,在显示从 IFS
服务器取得的各供料器的核对状况的同时,使用[强行] 按钮、[点] 按钮、[区域设定] 按钮,对各
供料器中发生的错误状态进行处理。
[供料器确认] 选项卡、以及[核对确认] 选项卡均可使用 [元件交换] 按钮操作元件交换,使用[库
存元件设定] 按钮进行元件剩余数设定。
[供给装置] 画面,实时显示安装在装置上的左右单元台架上供料器的状态。供料器的状态以供料器
分布图以及列表形式显示。