RX-7R_使用说明书.pdf - 第502页
第 4 章 操作篇 4- 16. 校准 409 4 4. 预热 4-1. 选择预热 (R) 选择『预热 (R) 』,选择『个 别显示』。 4-2. 执行预热 选择『预热开始 』,开始预热 。 要停止预热时, 请选择『 STOP 』。 ※ 预热请实施 4 5~60 分钟左右。 通过预热使装置 状态接近实际 生产时的状 态,对实际生产 时预想的贴装 精度进行补 正。 (关系到减少生 产时的贴装位 置的散布、 移位,提高生产 基板的品质。 )…
第 4 章 操作篇
4-16. 校准
408
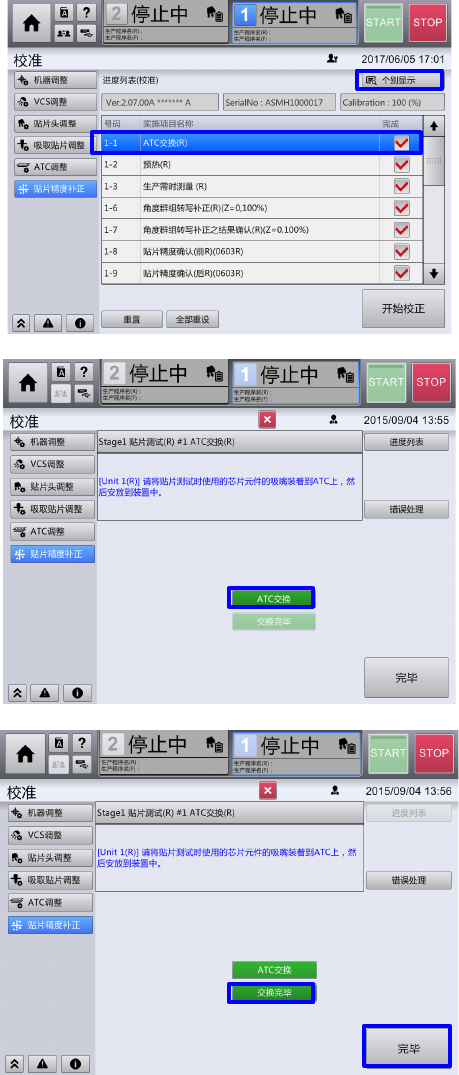
3. 准备吸嘴
3-1. 选择 ATC 交换(R)
选择『ATC 交换(R)』,然后选择『个别
显示』。
3-2. 执行 ATC 交换(R)
选择『ATC 交换』。
用自动传送幅度被调整,供料器台架下
降,安全盖子的锁被解除。
3-3. 吸嘴的安放
打开安全罩,拆下 ATC,安放精度补正时
使用的吸嘴。
安放完成后,将 ATC 放回规定的位置,关
闭安全罩,选择『交换完毕』,通过回复
动作,供料器台架上升后,传送宽度会自
动调整,实施吸嘴识别处理。
之后选择『完毕』。
※通过机器的设定,ATC 交换时有不进行
传送幅度的调整的情况
第 4 章 操作篇
4-16. 校准
409
4
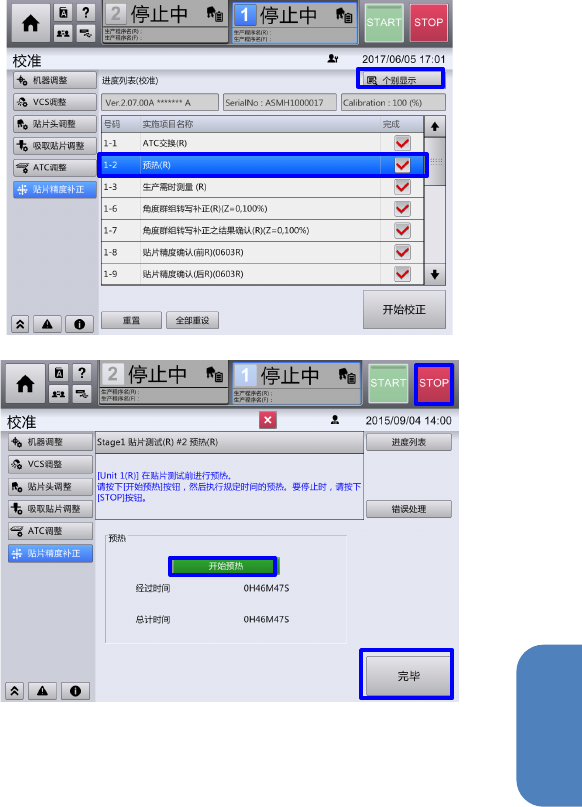
4. 预热
4-1. 选择预热(R)
选择『预热(R)』,选择『个别显示』。
4-2. 执行预热
选择『预热开始』,开始预热。
要停止预热时,请选择『STOP』。
※ 预热请实施 45~60 分钟左右。
通过预热使装置状态接近实际生产时的状
态,对实际生产时预想的贴装精度进行补
正。
(关系到减少生产时的贴装位置的散布、
移位,提高生产基板的品质。)
※ 在实际生产等过程中,如果装置已连续运
转了 45 分钟以上,则不需要预热。
(但是,如果连续运转后停止了 30 分钟
以上时,需要预热。)
实施后规定时间预热,按『STOP』按钮空
转使之停住,按『完毕』。
第 4 章 操作篇
4-16. 校准
410
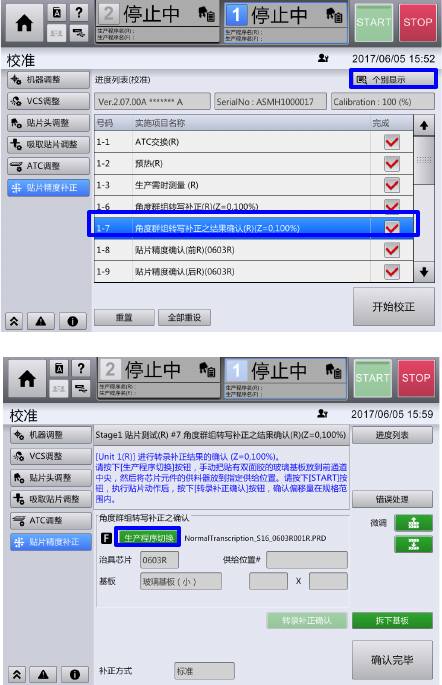
5. 贴装精度补正
5-1. 选择角度群组转写补正结果确认
选择『角度群组转写补正结果确认(前 R)
(范畴 1、统一全体)』,选择『个别显
示』。
※ 范畴:Z 轴的高度(有 1、2。)
统一全体:吸取元件的识别贴片方法
(有 统一全体,个别, 高精度。)
5-2. 选择生产程序
选择『生产程序切换』。