CPH0127110_YSH20_Ope_C.pdf - 第81页
2-23 2 3.4 传送装置的调节 生产过程中,每当切换生产基板就必须根据该基板调节传送装置,准备相应的备件。下面,介绍调节传送装置的 方法。传送装置的调节流程,如下图所示。 调节传送宽度 放置基板 调节压板 按[传送宽度]按钮,输入宽度 按[顶板]按钮,升起顶板 按[顶板]按钮,升起顶板 按[顶板]按钮,降下顶板 按[顶板]按钮,降下顶板 确认基板的固定状态 取出基板 将机器置于紧急停机状态 解除机器的紧急停机状态 调节流程图 传送…
2-22
2
3.3 暖机运行
启动机器后,必须立即进行暖机运行。暖机运行的时间大致为 10 分钟。但是,完成上次生产两个小时之内再开机,
可省略暖机运行。
1
先进行作业前的点检,再启动机器。
有关作业前的点检项目和机器的启动方法,参阅本章「3.1 作业前的点检」的内容。
2
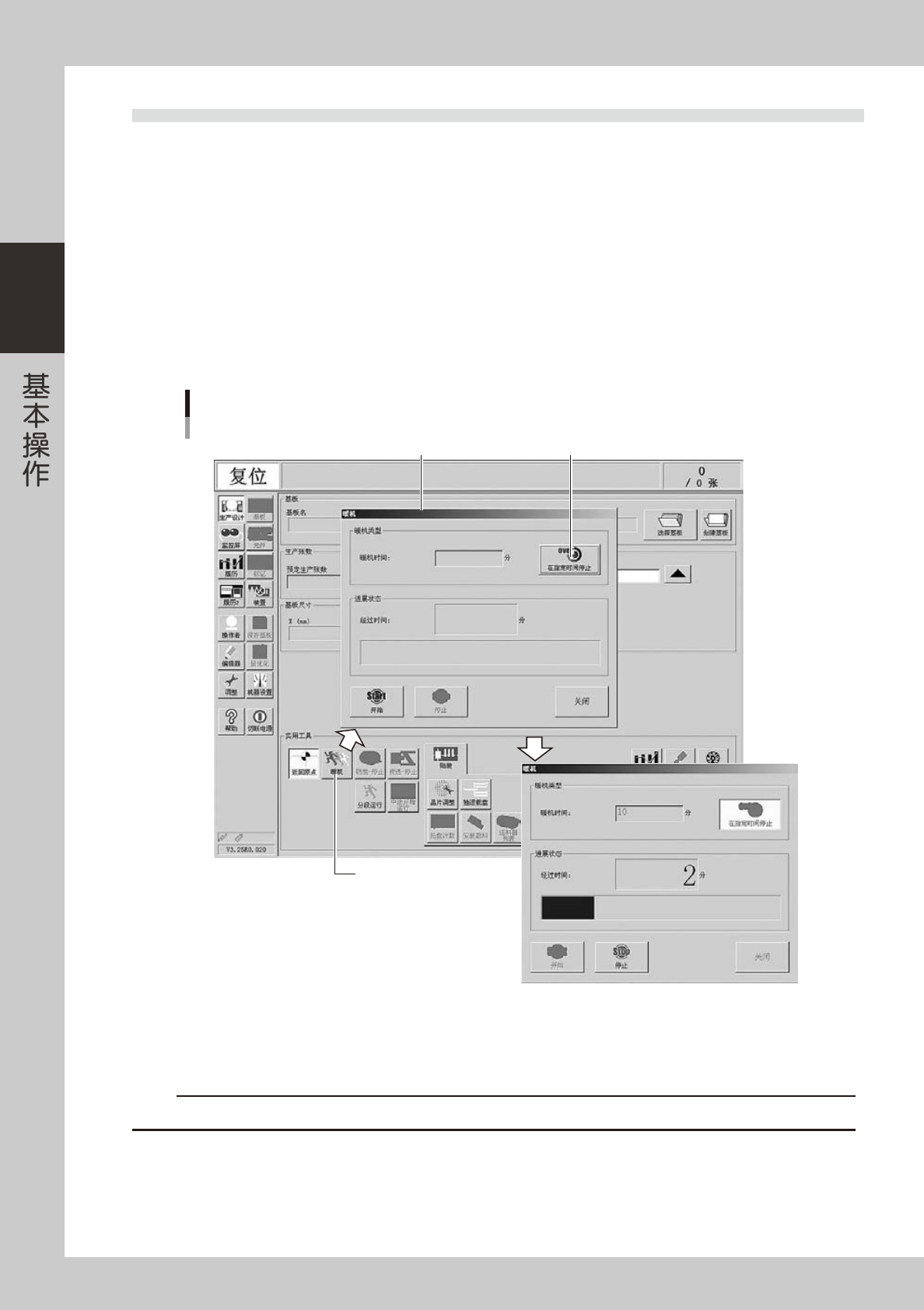
按生产设计画面的 [ 暖机 ] 按钮。
按生产设计画面的 [ 暖机 ] 按钮,显示「暖机」画面。
3
输入进行暖机运行的时间。
按 [ 在指定时间停止 ] 按钮,输入暖机时间,一般为 10 分钟左右。
按[暖机]按钮,打开暖机画面
在此框中输入暖机时间
暖机时间的设置
按此按钮,输入暖机的执行时间
26216-H0-00
4
按 [ 开始 ] 按钮,开始暖机运行。
「进展状态」栏显示暖机经过的时间和状态。
c
注意
暖机运行过程中如果发生异常情况,立即按 [ 停止 ] 按钮中断暖机运行,查明异常原因,采取相应措施。
5
结束暖机运行。
到达 Step3 设置的时间后,机器会自动停止暖机运行。按 [ 关闭 ] 按钮,返回前一画面。
2-23
2
3.4 传送装置的调节
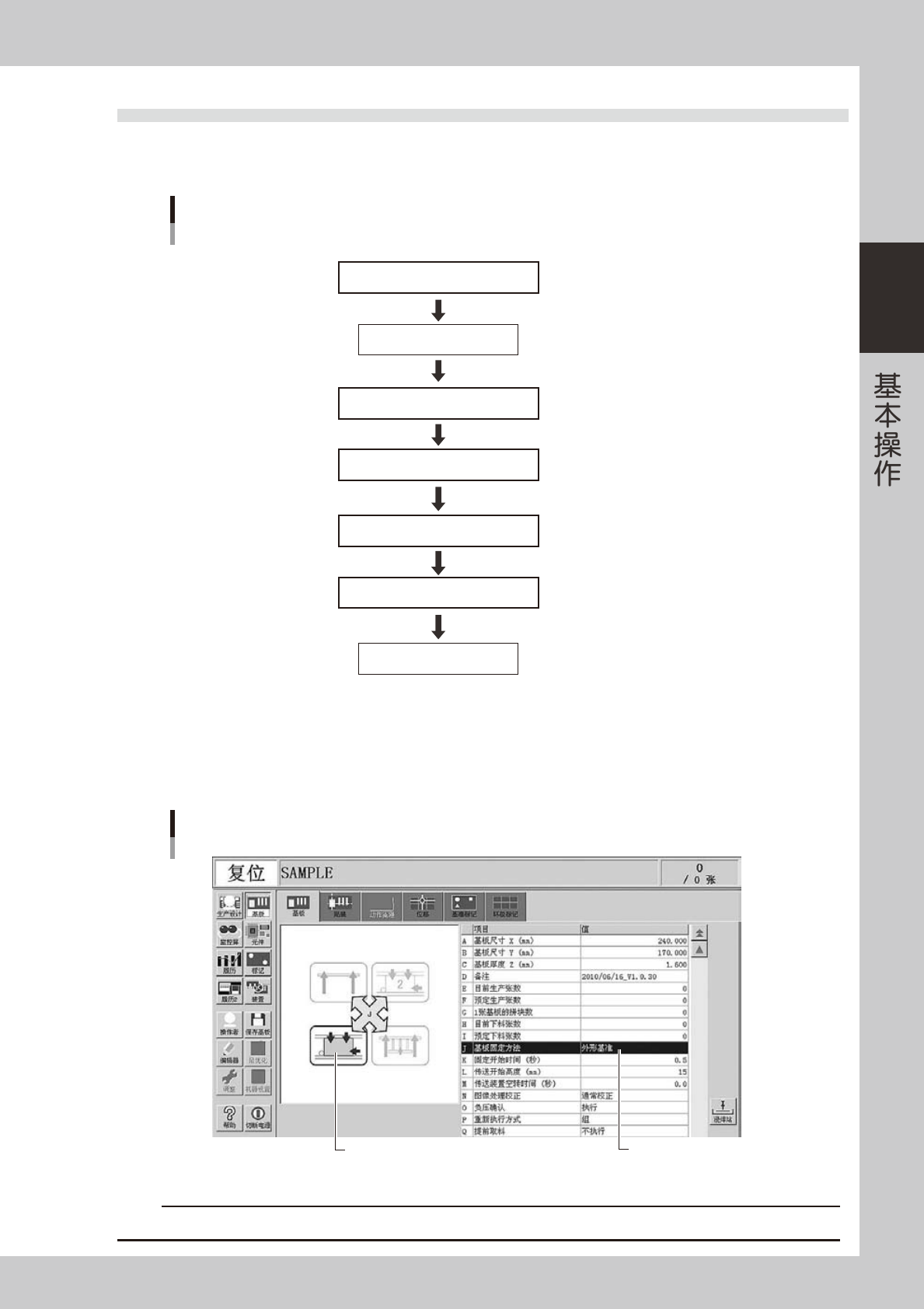
生产过程中,每当切换生产基板就必须根据该基板调节传送装置,准备相应的备件。下面,介绍调节传送装置的
方法。传送装置的调节流程,如下图所示。
调节传送宽度
放置基板
调节压板
按[传送宽度]按钮,输入宽度
按[顶板]按钮,升起顶板
按[顶板]按钮,升起顶板
按[顶板]按钮,降下顶板
按[顶板]按钮,降下顶板
确认基板的固定状态
取出基板
将机器置于紧急停机状态
解除机器的紧急停机状态
调节流程图
传送装置
25203-H0-10
基板的固定方法
一般,基板固定方法设定为外形基准。顶起基板的边缘,用基板压板夹住进行固定。
基板边缘以外的部分,用选配的支撑夹具支撑。
基板固定方法
基板固定方法的确认
基板固定示意图
26218-H0-10
c
注意
如果想要生产的基板上有切口等,传送装置的各基板传感器有可能无法检出基板。
2-24
2
1
调节传送宽度。
确认已选中想要调节传送宽度的基板程序后,按 [ 装置 ] -「传送装置」选项卡的 [ 传送宽度 ] 按钮。
显示对话框,确认更改后的传送宽度,按 [OK] 按钮。
e
2
将混合式贴片机置于紧急停机状态,打开安全盖。
3
将基板放置在传送轨上。
按「传送装置」画面的 [ 顶板 ] 按钮,使顶板上升,并确认基板的固定状态。
4
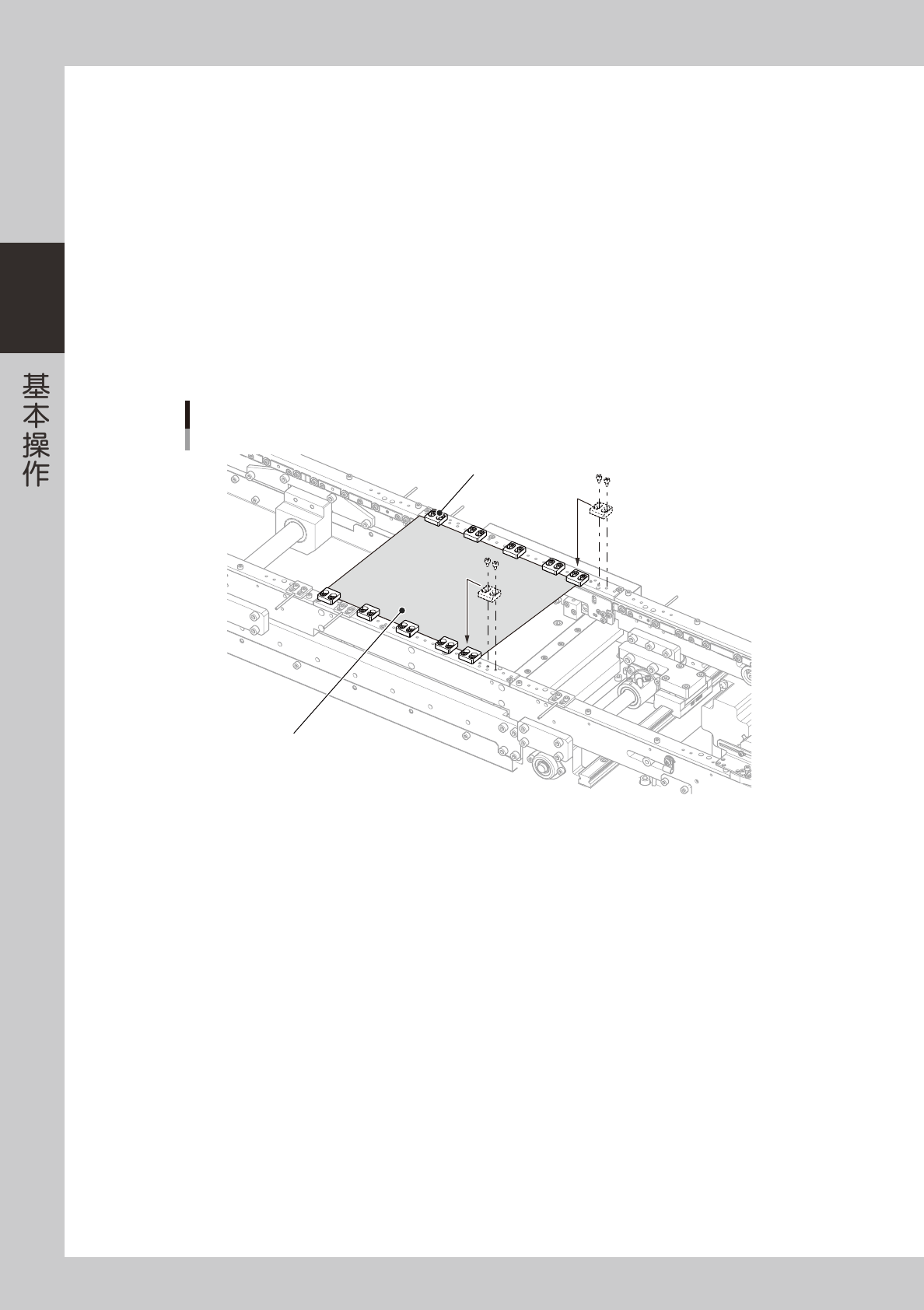
调节压板。
1. 降下顶板。
2. 调节压板的位置,使基板可以均匀地被夹固。
用六角扳手拆下压板并安装在适当的位置。
压板
基板
压板
25204-H0-00
5
确认基板的固定状态。
1. 升起顶板。
2. 确认基板是否已被均匀支撑。轻敲基板确认基板有无翘曲。如果基板没有翘曲,已被均匀地支撑,
表示固定正常。
6
从传送轨上取下基板。
降下顶板,取出基板后,解除混合式贴片机的紧急停机状态。