SL-940E SL-941E涂敷机简易中文操作说明书.pdf - 第40页
32 操作 3.5 Windows XP 系统下的简易涂敷 ( ECXP ) ECXP 是运行在 Windows XP 操作系统环境下的操作软件, Asymtek 公司拥有该软件的专利权。该软 件允许 使用者开发程序文件 (.ECW 扩展文件 ) ,该程序包 含所有针对涂敷工件的 机器手动作和必要的 I/O 操作。 备注 线路板或者基板 (PCB, PWB, etc.) 或夹具载体 ( 托盘 , 厄尔托盘 , 引线支架等 .) 时,…

操作 31
3 操作
3.1 摘要
在您操作选择性表面涂敷系统 SL-940E/SL-941E 前,本章节可以帮助您熟悉该系统运行和操作的基本知识。
本章节涵盖以下内容:
• 基本系统操作 • 日常常规操作流程
• 表面涂敷 • 储料罐填充
• Windows XP 系统下的简易涂敷 (ECXP) • 更换材料/冲洗胶水管路系统
• 涂敷操作 • 相机调焦
• 传送装置操作 • 特性校准
• 启动系统 • 载入程序
• 启动 Windows 下的 Easy Coat (ECXP) • 运行程序
• 机器手位置矫正 • 生产数据统计
• 气压调节阀与气压表 • 系统停机
备注
在本章节中,以 SL-940E/SL-941E 系统的典型配置为例进行说明。实际操作会根据您的系统
配置有细微差异。
3.2 安全第一
SL-940E/SL-941E 涂敷系统的作业会涉及到热、气压、电子电气、机械设备和危害性材料,每个操作服务人
员都应该完全意识到可能存在的危害、危险和相应的安全防护措施。补充信息,详情请参阅
章节
2
安全
.
3.3 基本系统操作
SL-940E/SL-941E 是高速、高精度的涂敷系统,集成了闭路过程控制技术,从而提高了涂敷的作业质量。所
有的工艺参数都可以通过在 Windows® XP 环境下运行的 Easy Coat® (ECXP) 软件实现记录和追溯。
Windows XP 系统下运行的简易涂敷软件 (ECXP),可以同时控制及机器手动作和喷涂作业。.
SL-940E 配备有链条式传送带,能够将工件从上游设备中传送到涂敷作业站,进行涂敷作业,然后将工件又传
送到下游设备那里去。SL-941E 配有可调整式支撑框架,而不是以前的传送带。调整式框架在宽度上可以适应
3mm 甚至更大的公差。
3.4 表面涂敷
使用 SL-940E/SL-941E 选择性表面涂敷系统进行表面涂覆作业具有出色的灵活性和一致性。表面涂敷实际上
是将某种材料喷涂到线路板上,从而避免线路板被机械或化学品损坏。
表面涂敷作业分为两个步骤: 第一步是将胶水材料进行表面涂敷作业,第二步则是涂敷材料的固化。固化有
多种途径,但主要取决于涂敷材料本身的性能。多数材料的固化都可以通过加热(红外加热),UV(UV 固
化),水气(湿气固化)等来实现。

32 操作
3.5 Windows XP系统下的简易涂敷 (ECXP)
ECXP 是运行在 Windows XP 操作系统环境下的操作软件,Asymtek 公司拥有该软件的专利权。该软件允许
使用者开发程序文件(.ECW 扩展文件),该程序包含所有针对涂敷工件的机器手动作和必要的 I/O 操作。
备注
线路板或者基板(PCB, PWB, etc.) 或夹具载体 (托盘, 厄尔托盘, 引线支架等.)时,都可以称为
工件。
3.6 涂敷操作
所有的涂敷操作都是在工作区内完成的。工作区包括机器手,固定在机器手上的涂敷喷头、传送带或调整式轨
道。
3.6.1
机器手原理
3.6.1.1 Home
初始位置
初始位置位于工作区内,通常是由 X 坐标, Y 坐标,和 Z 坐标来定义。一般位于工作区的左前方。
3.6.1.2
机器手的运动
机器手的运动通常是有 X 坐标, Y 坐标,和 Z 坐标来定义的。如果一个运动牵涉到三轴,那么机器手控制器
不能在控制 X 轴、Y 轴 的运动的同时来控制 Z 轴的运动。那么这个动作就会被分解成以下步骤(取决于 Z 轴
安全高度设定):
• 如果终点位置高于起始点位置,那么 Z 轴方向先动。
• 如果终点位置低于起始点位置,那么 Z 轴方向后动。
3.6.2
自动喷涂装置
自动喷涂装置指以下组件中的某一项 : (1) 涂敷喷头和喷嘴, (2) 校准相机 (3) 激光束辅助编程工具。
3.6.2.1
自动喷涂装置偏移量
装置偏移量是指从机器手底部定位针到工具底部(喷嘴的底部)的 X、 Y、和 Z 的三维距离。机器手的位置是
借助装置偏移量和底部定位针两个参数经过计算得出。
3.6.2.2
Z 轴安全高度
在这个高度以下,喷涂装置不能移动。因此他能防止喷涂装置撞到线路板上的零件,或者不慎撞到夹具、传送
带。Z 轴安全高度可通过 ECXP 程序进行设定。
3.6.3
定位点
定位点是指在工作区域内被用来一致或重复定位的点,主要用来帮助将要进行涂敷作业的工件的等队和定位。
操作 33
3.7 传送装置操作
3.7.1 链式传送装置
链式传送装置将加工工件运输到、运输出涂敷系统。在生产作业过程中,传送装置的操作是自动化的。当光传
感器检测到将要到达的工件时,传送装置控制器就被触发,定位销就会将工件定位在正确的位置上。线路板固
定销用来在流体喷涂时,在涂敷区域内保护零件安全。
3.7.1.1
传送装置调整
在常规生产中,传送装置无需调整。但是在编程、更换传送装置的零件或者加工工件的型号尺寸发生变化时,
您需要向左或者向右定位销,或者调整传送装置的轨道宽度。
如何手动调整轨道间距:
1. 松开宽度调整夹 。 (图 3-1)
2. 按需要顺时针或逆时针手工转动曲柄。
顺时针转动曲柄将会增加轨道间距离。
逆时针转动曲柄将会减少轨道间距离。
3. 当您对轨道间距离调整感到满意时,旋紧宽度调整夹。
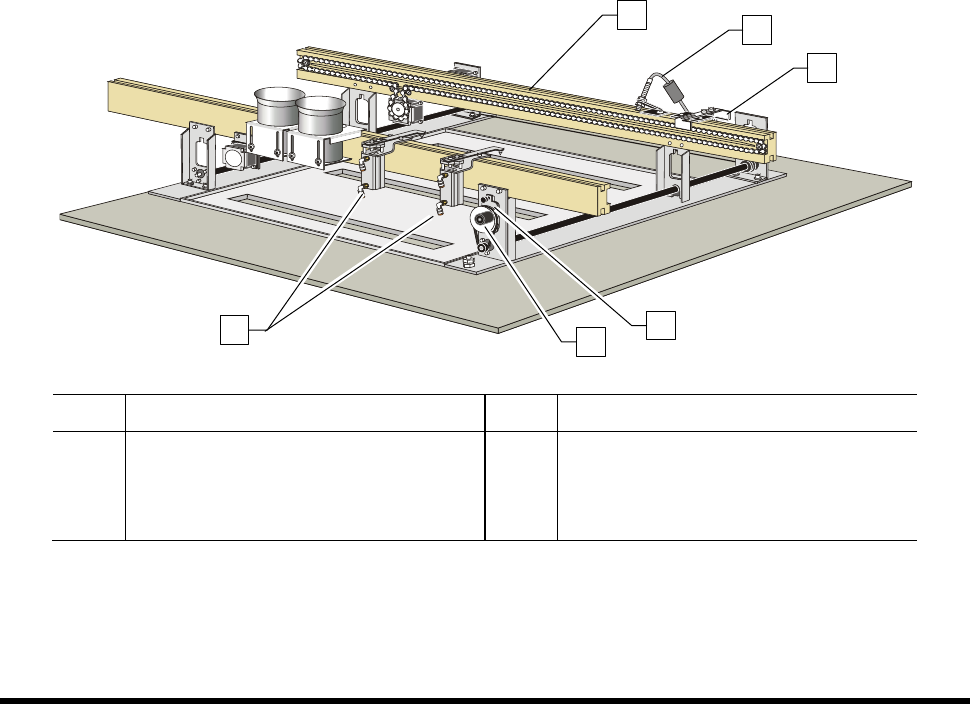
编号
秒速
编号
描述
1 轨道 4 传送带调整夹
2 板传感器 5 曲柄
3 定位销 6 线路板销
图
3-1
手动调整传送带宽度
1
5
4
2
3
6