SL-940E SL-941E涂敷机简易中文操作说明书.pdf - 第42页
34 操作 3.8 启动系统 如何启动涂敷系统: 1. 确认主电 源线是否正确连接工厂电源 与设备主电源输入端。 2. 确认工厂 气源是否与设备主气源输入 端正确连接。 3. 确认设备 通风管道已经与工厂设备通 风系统管道正确连接。 4. 将主回路 开关旋转到 ON ( I ) 位置。 5. 检查 EMO 按钮是否被激活。如果有按钮 被激活,那么顺时针旋转该 红色按钮,直到该按钮弹出, 紧急制动功能被无效 ( 图 3-2) 。 6. 确…
操作 33
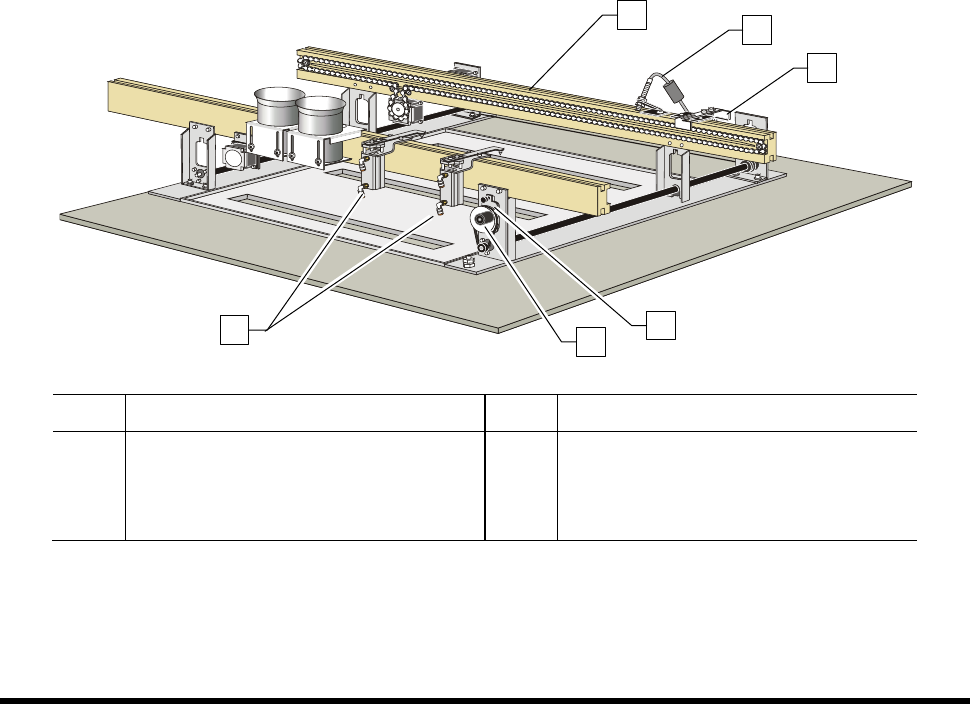
3.7 传送装置操作
3.7.1 链式传送装置
链式传送装置将加工工件运输到、运输出涂敷系统。在生产作业过程中,传送装置的操作是自动化的。当光传
感器检测到将要到达的工件时,传送装置控制器就被触发,定位销就会将工件定位在正确的位置上。线路板固
定销用来在流体喷涂时,在涂敷区域内保护零件安全。
3.7.1.1
传送装置调整
在常规生产中,传送装置无需调整。但是在编程、更换传送装置的零件或者加工工件的型号尺寸发生变化时,
您需要向左或者向右定位销,或者调整传送装置的轨道宽度。
如何手动调整轨道间距:
1. 松开宽度调整夹 。 (图 3-1)
2. 按需要顺时针或逆时针手工转动曲柄。
顺时针转动曲柄将会增加轨道间距离。
逆时针转动曲柄将会减少轨道间距离。
3. 当您对轨道间距离调整感到满意时,旋紧宽度调整夹。
编号
秒速
编号
描述
1 轨道 4 传送带调整夹
2 板传感器 5 曲柄
3 定位销 6 线路板销
图
3-1
手动调整传送带宽度
1
5
4
2
3
6
34 操作
3.8 启动系统
如何启动涂敷系统:
1. 确认主电源线是否正确连接工厂电源与设备主电源输入端。
2. 确认工厂气源是否与设备主气源输入端正确连接。
3. 确认设备通风管道已经与工厂设备通风系统管道正确连接。
4. 将主回路开关旋转到 ON (I) 位置。
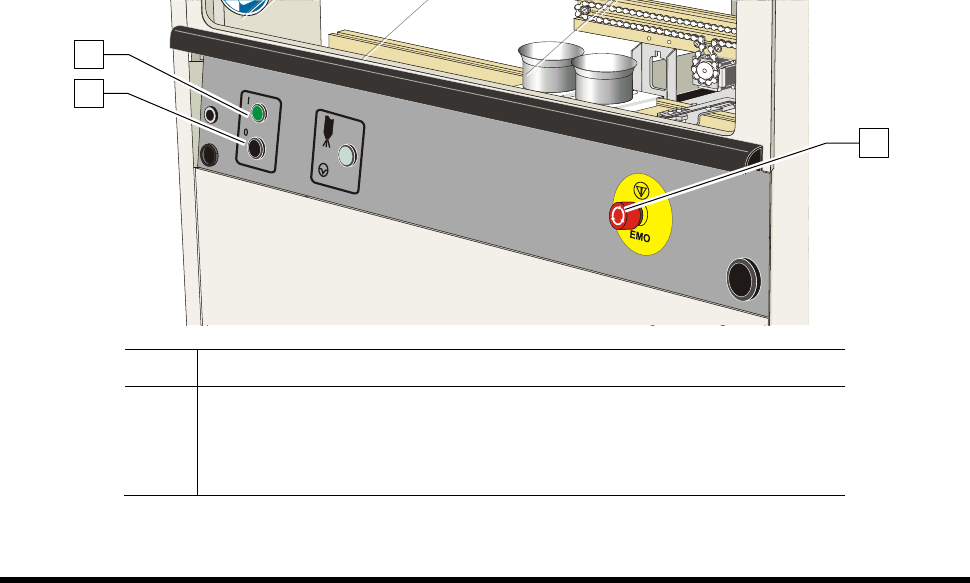
5. 检查 EMO 按钮是否被激活。如果有按钮被激活,那么顺时针旋转该红色按钮,直到该按钮弹出,
紧急制动功能被无效( 图 3-2)。
6. 确信安全连锁的信号正常,统盖板保持关闭状态。
7. 确认防喷盘在前柜下方安放妥帖( 图 1-5 )。
8. 开启笔记本电脑的电源按钮到 ON (I) 状态。
9. 按下控制面板上的 ON (l) 按钮 (图 3-2)。
涂敷系统处于加电正常状态。
系统电脑开始运行启动程序。
备注
当通电时,控制面板上的绿色启动按钮将会微微闪亮。接下来会经过大约 60 秒钟的通风迟
延,以便排空涂敷区域内可能的残留溶剂。当系统一切就绪后,绿色的启动按钮会变成常亮
状态,状态信号灯也会变成绿色。
编号
描述
1 启动按钮
2 停止按钮
3 EMO
图
3-2
控制面板上的按钮
1
2
3
操作 35
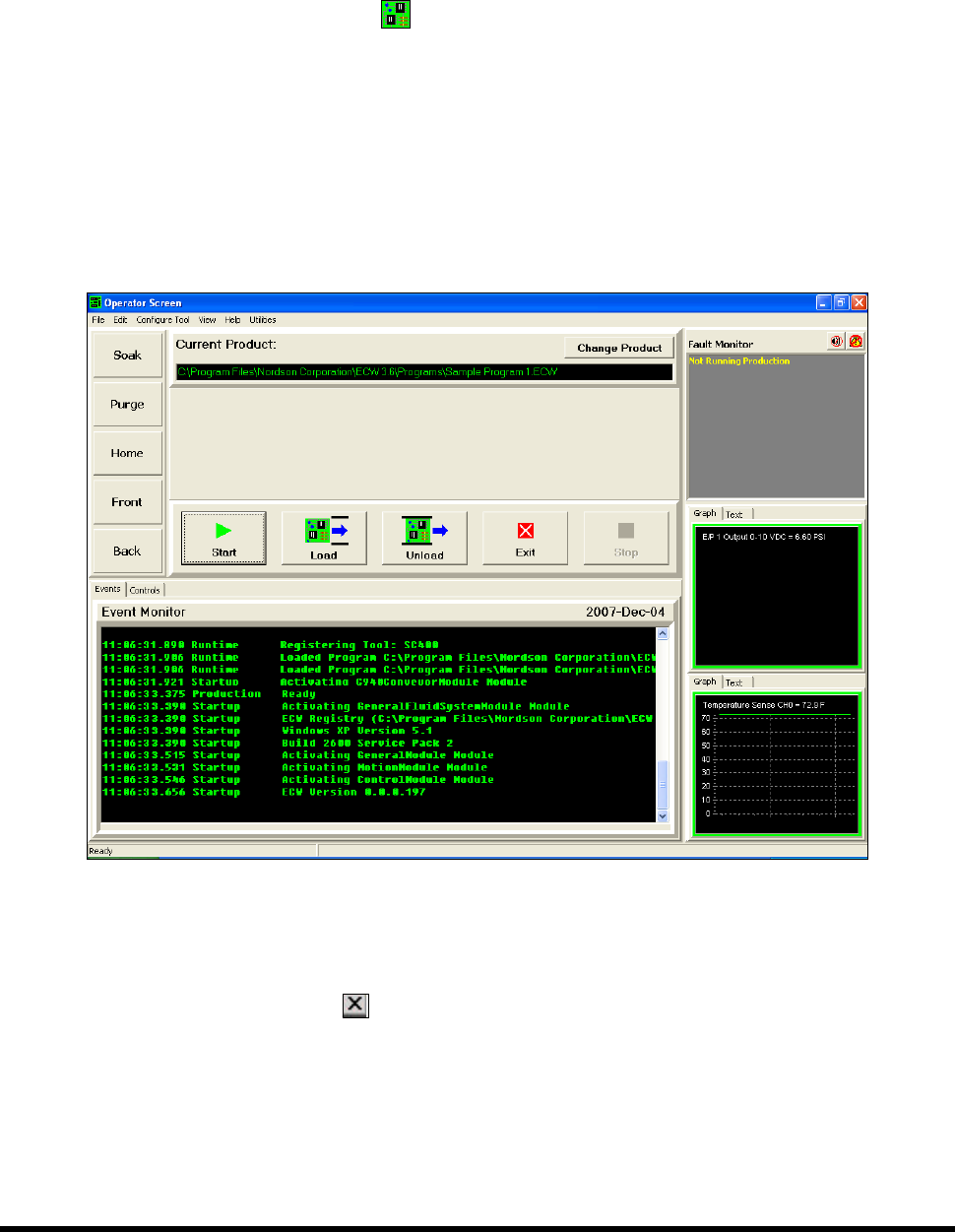
3.9 启动Windows下的Easy Coat (ECXP)
启动
/
退出
ECXP:
1. 双击 Windows 桌面上的 ECXP
图标 。
作为备选方案,您也可以点击 Windows Start 菜单,选择 Programs > ECXP 路径启动
ECXP 软件。
涂敷机将会自动移动到 Z-轴, X-轴,和 Y-轴相应的 Home 初始位置。
ECXP 的操作界面将会显示出来,如 图 3-3 所示。
备注
操作界面根据系统配置将会稍有不同。
图
3-3
启动
ECXP
备注
如果 ECXP 没有启动,或者在启动过程中您接受到报错信息,请联系 Asymtek
的技术支持人员。
2. 当要退出 ECXP 时,点击 按钮或者在操作界面的菜单中选择 File > Exit 路径。
备注 如何下载或运行涂敷程序,详细信息请参阅 3.17
载入程序
和 3.18
运行程序
。