TM1629_TM1630_TM1631.娙曋壔GUI僷儔儊乕僞愢柧.pdf - 第16页
ヤマハ発動機株式会社 IM事業部 マウンター技術部 ソフト開発グループ MDOC-SOF T50035 16/34 OK NG A 8. ミニ ミニ ミニ ミニ T r/S OT 8.1. 表裏判定 表裏判定 表裏判定 表裏判定 ミニTr/SOT部品の 表裏判定に適して います。 指定し た判 定 領域 の輝 度 バ ラツキ ( 分散 ) をチェ ッ クす る ことに より、 部 品 の 表 裏 判…
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 15/34
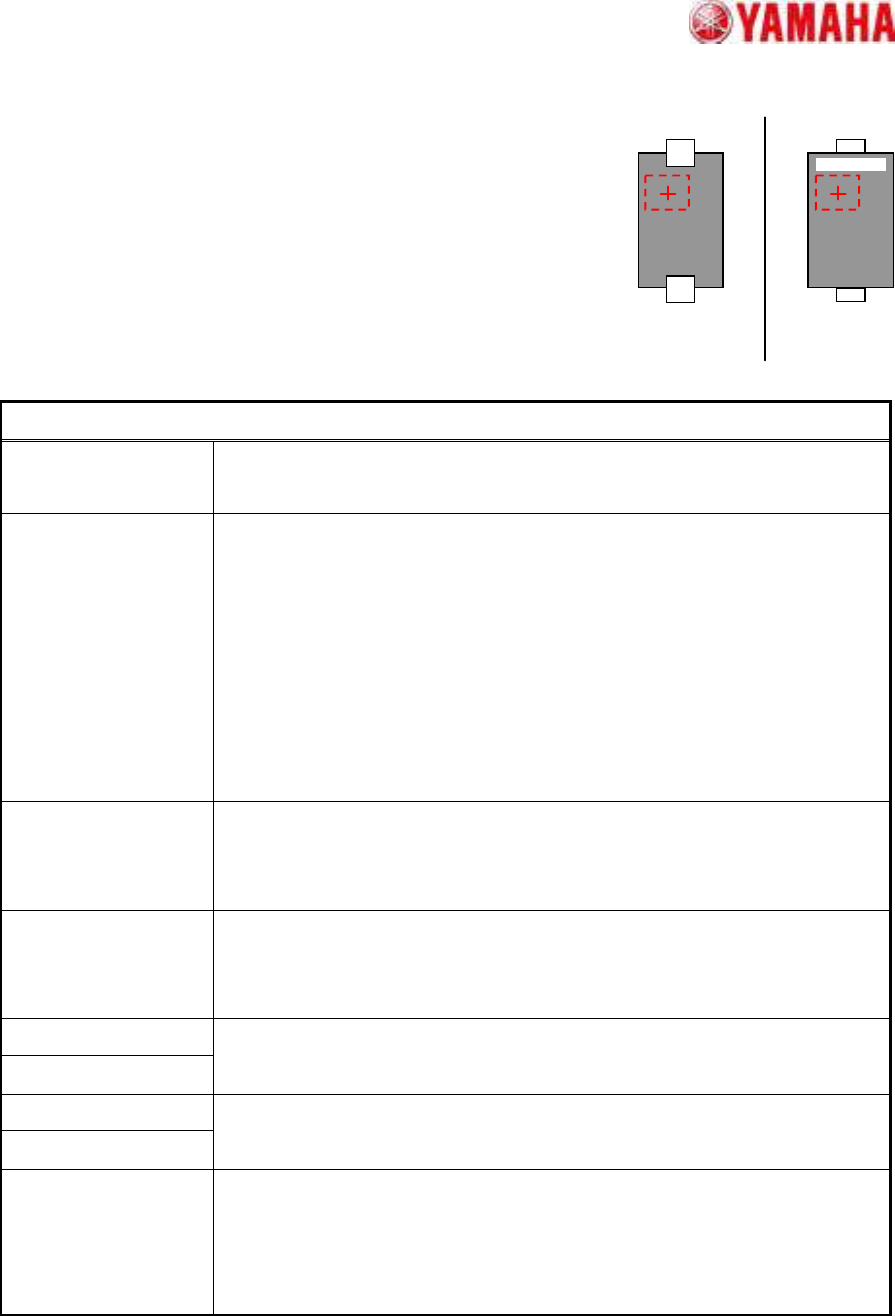
7.2. 表裏判定
表裏判定表裏判定
表裏判定
2端子ダイオードのように、2つのリードが存在する部品の表裏判定に
適しています。
指定した判定領域の輝度バラツキ(分散)をチェックすることにより、部
品の表裏判定を行います。吸着面のモールド部分に文字印刷等がある
場合に適用できます。
固有パラメータ
判定用 3σ閾値 判定用の輝度ばらつき(3σ)のしきい値を設定します。ここで指定された値と判
定領域内の輝度ばらつきとを比較します。
判定用平均輝度閾値 通常は”0”を指定します。
“0”以外の値を設定することで、過剰判定を防止できることがあります。“0”以外の
値が設定された場合、以下の3つの条件をすべて満たした場合、エラーとなりま
す。
①「NG 判定条件」パラメータに「分散」が指定されている
②判定領域内の輝度ばらつきが、「判定用 3σ閾値」パラメータに指定された
値を超えている
③判定領域内の平均輝度が、ここで指定された値を超えている
判定領域オフセット有
効
「有効」が指定された場合、判定領域オフセットに指定された値に従って判定領
域をオフセットさせます。
「無効」が指定された場合、部品中央部分に判定領域を設定します。
NG 判定条件 「分散」が指定された場合、「判定用 3σ閾値」パラメータに指定された値よりも測
定値の方が大きい場合にエラーとなります。
「非分散」の場合には逆になります。
判定領域サイズ X
判定領域サイズ Y
判定領域のサイズを指定します。
判定領域オフセット X
判定領域オフセット Y
判定領域のオフセット量を指定します。
(原点:部品中心)
複数吸着チェック 部品を複数個吸着しているかどうかのチェックを行います。
有効にした場合、部品の外部に余分なエッジが存在していればエラーとなりま
す。
※このパラメータは VGOS V2.xx、YGOS V2.xx では使用できません
OK NG
A
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 16/34
OK
NG
A
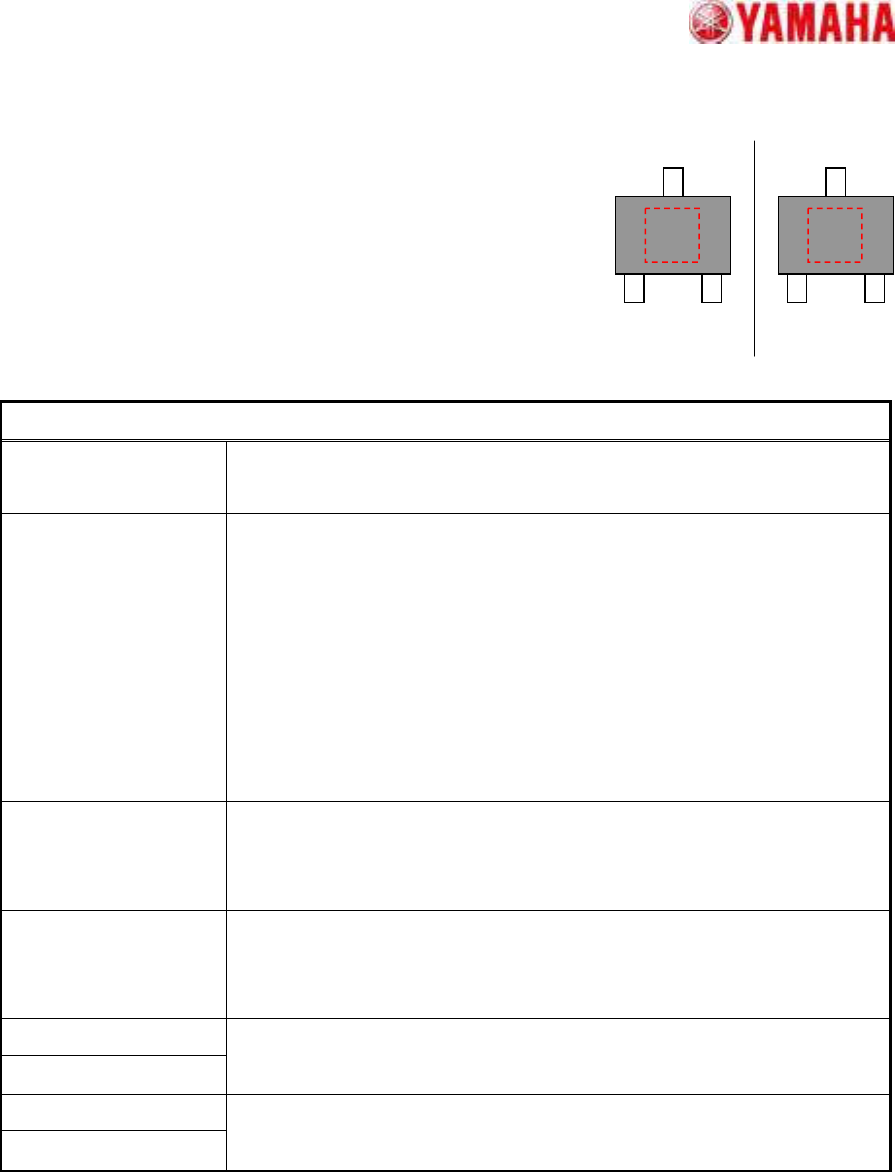
8. ミニ
ミニミニ
ミニ Tr/SOT
8.1. 表裏判定
表裏判定表裏判定
表裏判定
ミニTr/SOT部品の表裏判定に適しています。
指定した判定領域の輝度バラツキ(分散)をチェックすることにより、
部品の表裏判定を行います。吸着面のモールド部分に文字印刷等
がある場合に適用できます。
固有パラメータ
判定用 3σ閾値 判定用の輝度ばらつき(3σ)のしきい値を設定します。ここで指定された値と
判定領域内の輝度ばらつきとを比較します。
判定用平均輝度閾値 通常は”0”を指定します。
“0”以外の値を設定することで、過剰判定を防止できることがあります。“0”以外
の値が設定された場合、以下の3つの条件をすべて満たした場合、エラーとな
ります。
①「NG 判定条件」パラメータに「分散」が指定されている
②判定領域内の輝度ばらつきが、「判定用 3σ閾値」パラメータに指定され
た値を超えている
③判定領域内の平均輝度が、ここで指定された値を超えている
判定領域オフセット有効
「有効」が指定された場合、判定領域オフセットに指定された値に従って判定
領域をオフセットさせます。
「無効」が指定された場合、部品中央部分に判定領域を設定します。
NG 判定条件 「分散」が指定された場合、「判定用 3σ閾値」パラメータに指定された値よりも
測定値の方が大きい場合にエラーとなります。
「非分散」の場合には逆になります。
判定領域サイズ X
判定領域サイズ Y
判定領域のサイズを指定します。
判定領域オフセット X
判定領域オフセット Y
判定領域のオフセット量を指定します。
(原点:部品中心)
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 17/34
OK
NG
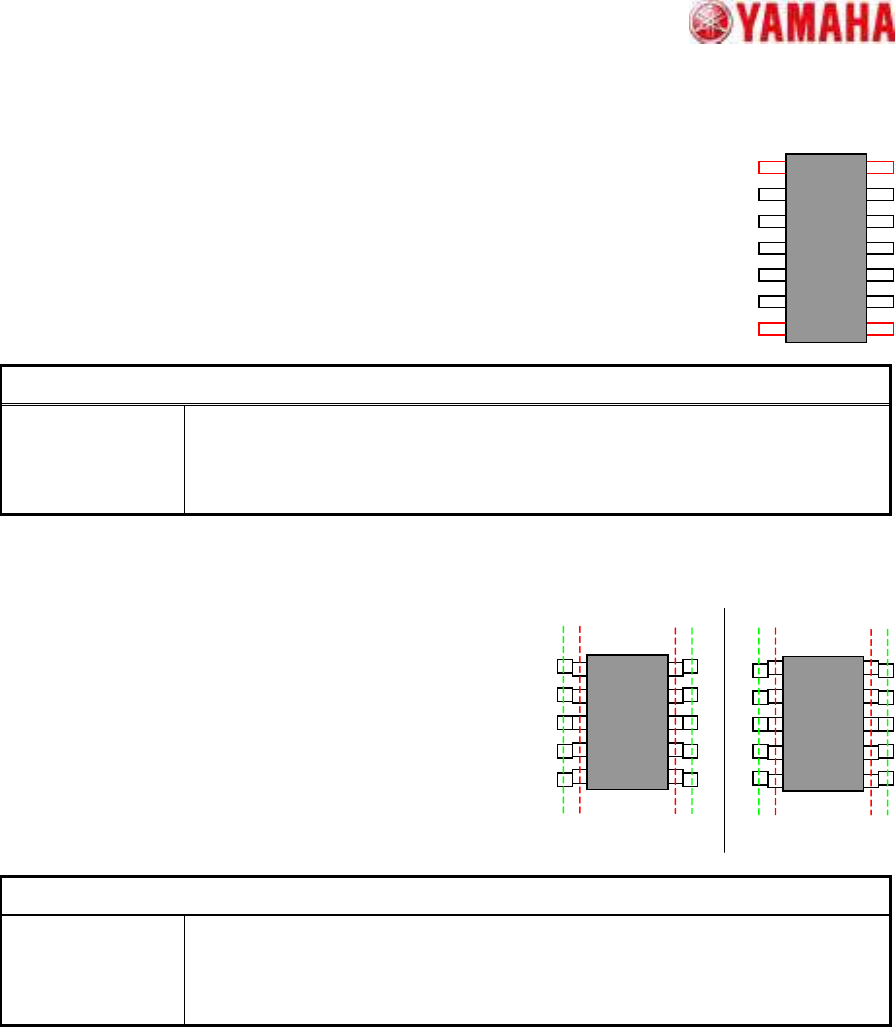
9. SOP
9.1. 端
端端
端リードフィット
リードフィットリードフィット
リードフィット
リードの反射にムラがあり、「通常」ではうまく認識できないSOP部品に適しています。
端リード検出時にリード間の位置関係をチェックして、最も部品定義に合致する組み
合わせを抽出することにより認識率を上げています。
固有パラメータ
余分リードチェック 「チェック有り」を指定すると、リード幅/ピッチが同じでピン数が多い部品が誤供給
された場合にエラーとします。
「チェック無し」の場合にはチェックを行いません。
9.2. 表裏判定
表裏判定表裏判定
表裏判定
SOP部品の表裏判定に適しています。
リード先端付近のピッチと、根本付近のピッチを比較すること
で、部品の裏返りをチェックします。この認識は、シングルカメ
ラで有効です。マルチカメラでは、N/S方向にリードが並ぶよう
にすると認識可能になります。
固有パラメータ
余分リードチェック 「チェック有り」を指定すると、リード幅/ピッチが同じでピン数が多い部品が誤供給
された場合にエラーとします。
「チェック無し」の場合にはチェックを行いません。