TM1629_TM1630_TM1631.娙曋壔GUI僷儔儊乕僞愢柧.pdf - 第33页
ヤマハ発動機株式会社 IM事業部 マウンター技術部 ソフト開発グループ MDOC-SOF T50035 33/34 OK NG A 14.3. 表裏判定 表裏判定 表裏判定 表裏判定 矩形部品の表裏判定に 適していま す。 指定した判定領域の 輝度バラツキ( 分散)をチェックす ることにより、 部品の 表裏判定を行い ます。 固有パラメータ 判定用 3 σ閾値 判 定用 の 輝度 ばら つ…
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 32/34
14.2. シールド
シールドシールド
シールド部品
部品部品
部品
シールド部品に適しています。
部品の輪郭を構成する支配的な直線の傾きを部品角度とし、その角度の外接矩形の
中心を部品中心とします。外形輪郭の大半が水平・垂直の直線により構成されていて、
構成部品の輪郭が全て繋がっている必要があります。
固有パラメータ
自動2値化方法 「部品しきい値」が 0 の時の2値化方法を指定します。
明暗判別
白黒の分離状態が最も良くなるしきい値を自動探索します。
対象部と背景部のコントラストが高い場合に適しています。
面積基準
対象として定義された面積相当が白となるようにしきい値を決定し
ます。対象以外に反射物が無い場合に適しています。
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 33/34
OK NG
A
14.3. 表裏判定
表裏判定表裏判定
表裏判定
矩形部品の表裏判定に適しています。
指定した判定領域の輝度バラツキ(分散)をチェックすることにより、部品の
表裏判定を行います。
固有パラメータ
判定用 3σ閾値 判定用の輝度ばらつき(3σ)のしきい値を設定します。ここで指定された値と
判定領域内の輝度ばらつきとを比較します。
判定用平均輝度閾値 通常は”0”を指定します。
“0”以外の値を設定することで、過剰判定を防止できることがあります。“0”以外
の値が設定された場合、以下の3つの条件をすべて満たした場合、エラーとな
ります。
①「NG 判定条件」パラメータに「分散」が指定されている
②判定領域内の輝度ばらつきが、「判定用 3σ閾値」パラメータに指定され
た値を超えている
③判定領域内の平均輝度が、ここで指定された値を超えている
部品中心検出方法 部品中心位置の計算方法を指定します。
重心 検出した輪郭の重心を部品の中心位置とします。
各辺直線
矩形中心
各辺のあてはめ直線で構成される矩形の中心を部品の中心位
置とします。
判定領域オフセット有効
「有効」が指定された場合、判定領域オフセットに指定された値に従って判定
領域をオフセットさせます。
「無効」が指定された場合、部品中央部分に判定領域を設定します。
NG 判定条件 「分散」が指定された場合、「判定用 3σ閾値」パラメータに指定された値よりも
測定値の方が大きい場合にエラーとなります。
「非分散」の場合には逆になります。
自動2値化方法 「部品しきい値」が 0 の時の2値化方法を指定します。
明暗判別
白黒の分離状態が最も良くなるしきい値を自動探索します。
対象部と背景部のコントラストが高い場合に適しています。
面積基準
対象として定義された面積相当が白となるようにしきい値を決定
します。対象以外に反射物が無い場合に適しています。
判定領域サイズ X
判定領域サイズ Y
判定領域のサイズを指定します。
判定領域オフセット X
判定領域オフセット Y
判定領域のオフセット量を指定します。
(原点:部品中心)
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 34/34
14.4. 4
44
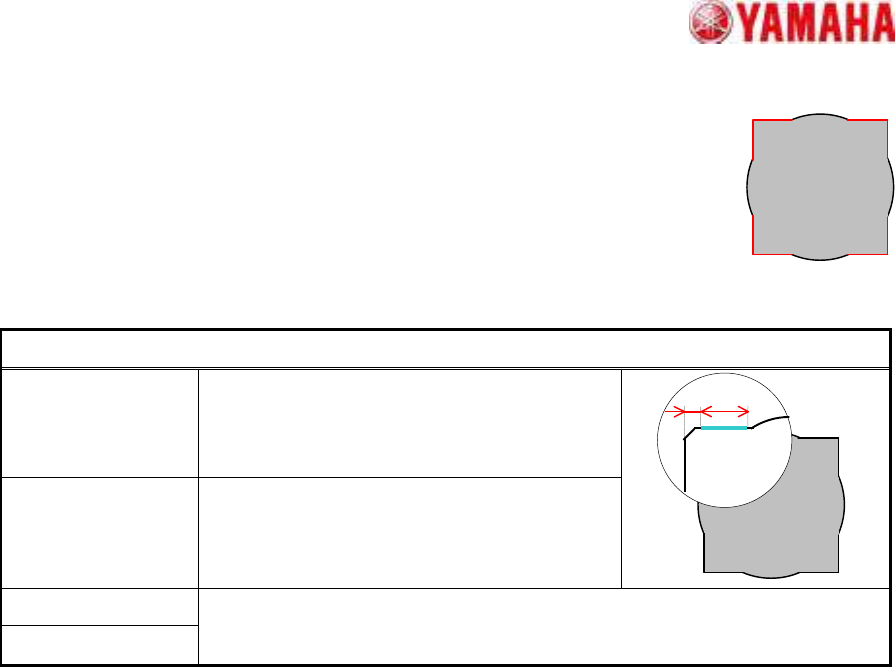
4角基準認識
角基準認識角基準認識
角基準認識
概ね矩形な部品を、四隅付近の直線を使って位置決めしたい場合に適していま
す。
固有パラメータ
エッジ検出開始位置
(mm)
矩形部分の端面から、精度が確保されている直
線までの距離を指定します。
(図中の A 部)
エッジ検出幅 (mm) 精度が確保されている直線部分の長さを指定し
ます。
(図中の B 部)
矩形サイズ X (mm)
矩形サイズ Y (mm)
矩形部分の寸法を指定します。
A B