TM1629_TM1630_TM1631.娙曋壔GUI僷儔儊乕僞愢柧.pdf - 第7页
ヤマハ発動機株式会社 IM事業部 マウンター技術部 ソフト開発グループ MDOC-SOF T50035 7/34 1.4. 中央部輝度 中央部輝度 中央部輝度 中央部輝度 チェック チェック チェック チェック チップ部品の表裏判 別に適 しています。 部品中央部(円)の平均輝 度を計 測して表裏判定を行 います。 固有パラメータ チェックしき い値 チェック領域の 平均輝度と、こ こに設定さ…
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 6/34
+0
゚ +180 ゚
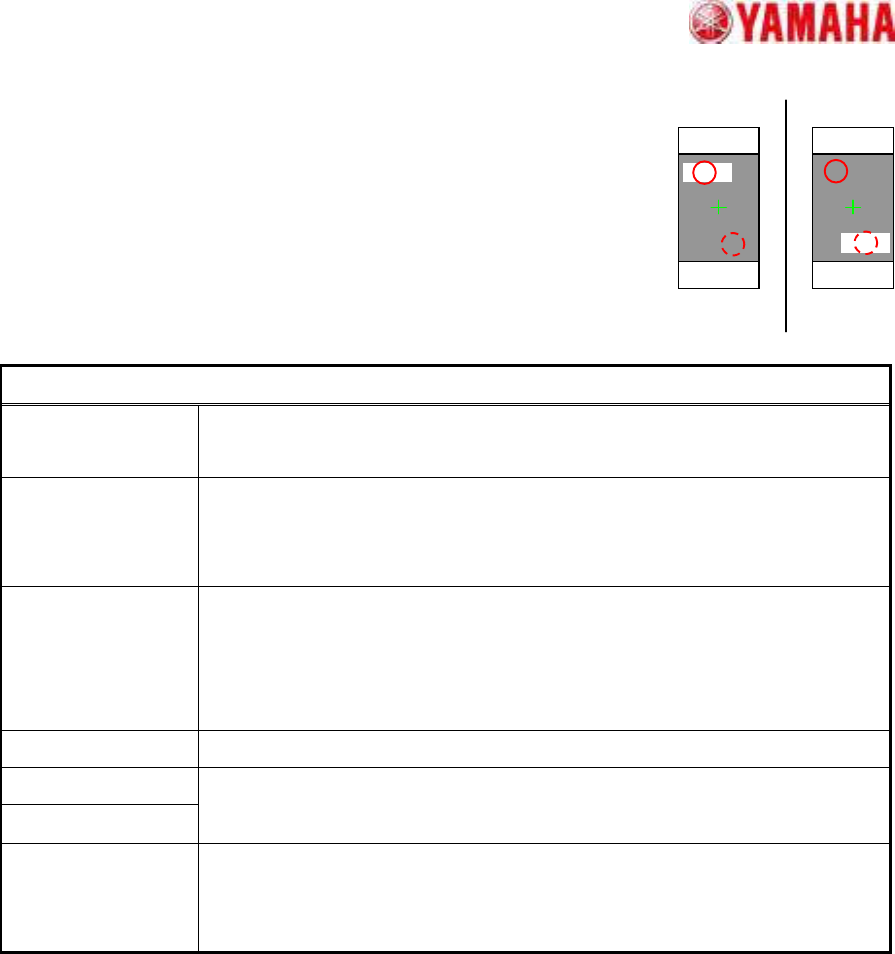
1.3. 方向判定
方向判定方向判定
方向判定
チップ部品の方向判別に適しています。
指定した円領域と180゚対向する円領域の平均輝度を比較して、方向判定を
行います。認識面に極性を示すマーク等がある場合に適用できます。
固有パラメータ
チェック対象 指定した輝度測定領域の輝度が、回転対称位置の輝度よりも明るい事が期待さ
れる場合には「白」を、逆の場合には「黒」を指定します。
検出角度 方向判定を行う角度を指定します。
0°/180°の判定を行いたい場合には「2角度」、0°/90°/180°/270°
の判定を行いたい場合には「4角度」を指定します。
最小輝度差 方向判定結果の信頼性を確保するためのパラメータです。
指定した輝度測定領域の平均輝度と、回転対称位置の平均輝度との差が、ここに
設定された値より小さい場合、エラーとなります。
“0”が指定された場合、デフォルト値”50”が適用されます。
検出円直径 (mm) 輝度測定を行う円形領域の直径を指定します。
検出円中心位置 X
検出円中心位置 Y
輝度測定を行う円形領域の中心位置を指定します。
(原点:部品中心)
複数吸着チェック 部品を複数個吸着しているかどうかのチェックを行います。
有効にした場合、部品の外部に余分なエッジが存在していればエラーとなります。
※このパラメータは VGOS V2.xx、YGOS V2.xx では使用できません
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 7/34
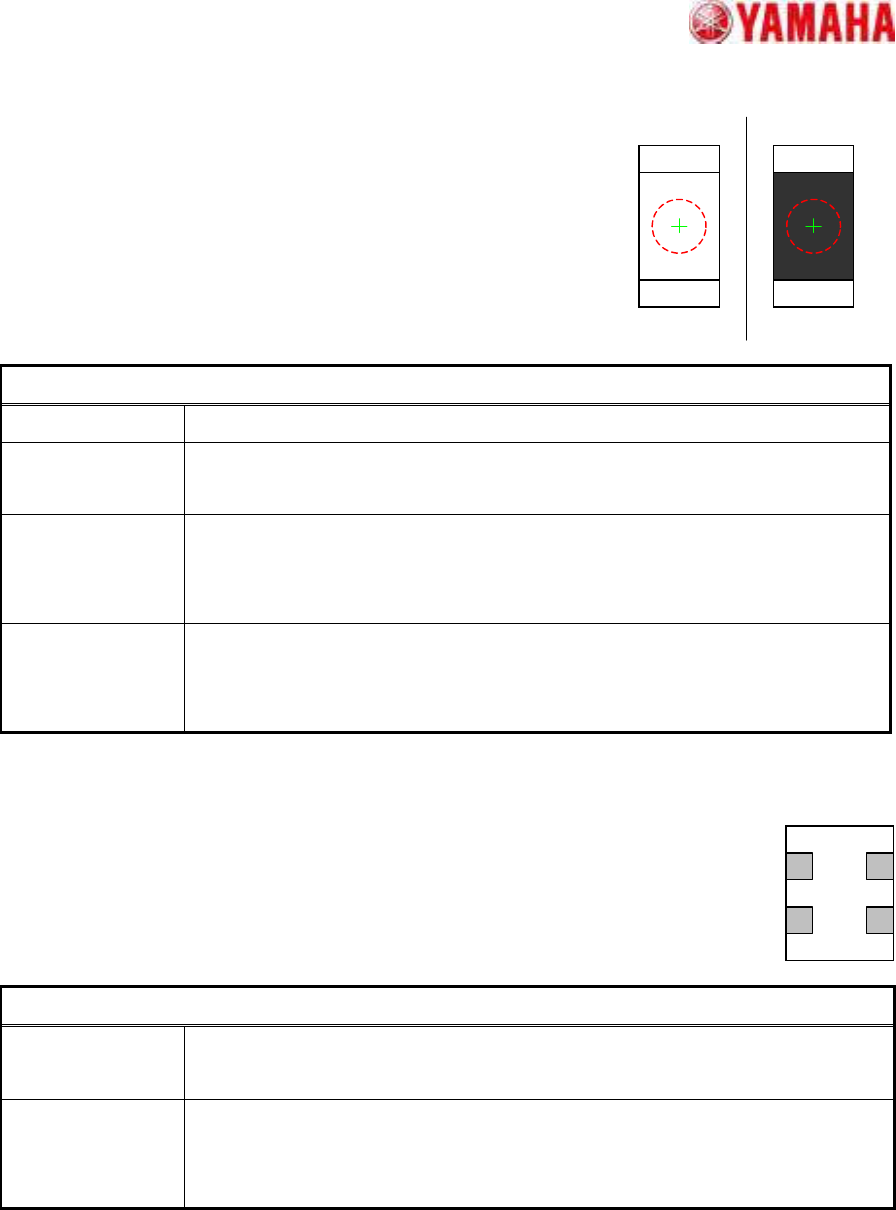
1.4. 中央部輝度
中央部輝度中央部輝度
中央部輝度チェック
チェックチェック
チェック
チップ部品の表裏判別に適しています。
部品中央部(円)の平均輝度を計測して表裏判定を行います。
固有パラメータ
チェックしきい値 チェック領域の平均輝度と、ここに設定された値とを比較し、表裏判定を行います。
チ ェ ッ ク 領 域 直 径
(mm)
チェック領域円の直径を指定します。
NG 対象 エラー判定条件を指定します。
「黒」の場合、チェック領域の平均輝度が「チェックしきい値」より暗ければエラーとな
ります。「白」の場合にはその逆になります。
複数吸着チェック 部品を複数個吸着しているかどうかのチェックを行います。
有効にした場合、部品の外部に余分なエッジが存在していればエラーとなります。
※このパラメータは VGOS V2.xx、YGOS V2.xx では使用できません
1.5. 電極中心検出
電極中心検出電極中心検出
電極中心検出リトライ
リトライリトライ
リトライ
チップ状の部品で、幅方向端部の位置がはっきりしない部品に適しています。
固有パラメータ
角度補正 検出ライン上の細かなバリ等の影響で角度精度が悪い場合、「あり」にすると角度精
度が向上します。
複数吸着チェック 部品を複数個吸着しているかどうかのチェックを行います。
有効にした場合、部品の外部に余分なエッジが存在していればエラーとなります。
※このパラメータは VGOS V2.xx、YGOS V2.xx では使用できません
OK
NG
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 8/34
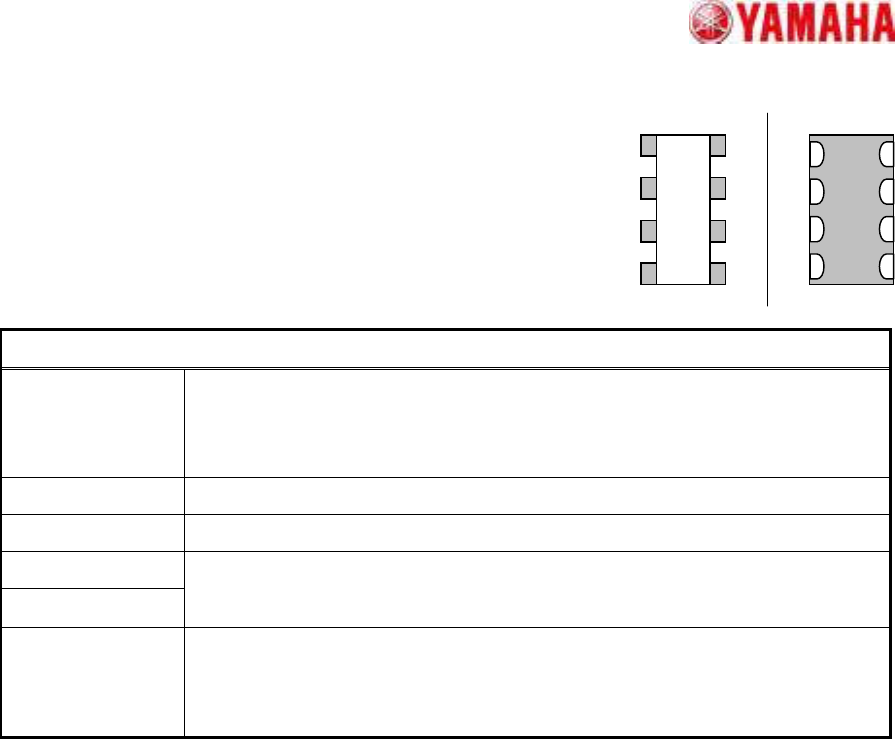
1.6. チップアレイ
チップアレイチップアレイ
チップアレイ認識
認識認識
認識
抵抗アレイ・コンデンサアレイ部品を、電極を使って位置決めしたい場
合に適しています。電極タイプにより、認識方法が異なります。
固有パラメータ
検出ライン幅 検出ラインの幅を指定します。設定値’1’あたり約 70μm です。
リード幅が安定して見える長さを超えない範囲で、大きめの値を設定するとノイズ等
の影響を受けにくくなります。
リード本数 片側リード本数を指定します。
リードピッチ (mm) リードピッチを指定します。
リード幅 (mm)
反射リード長 (mm)
リード部分の寸法を指定します。
電極タイプ 電極の形状を指定します。
上図左側のような形状の場合には「凸(抵抗)」、右側のような形状の場合には「□
(コンデンサ)」を指定します。