TM1629_TM1630_TM1631.娙曋壔GUI僷儔儊乕僞愢柧.pdf - 第22页
ヤマハ発動機株式会社 IM事業部 マウンター技術部 ソフト開発グループ MDOC-SOF T50035 22/34 1 1.2. NS 基準認識 基準認識 基準認識 基準認識 WE 方向 のリ ード が 不鮮 明 で 、「通 常 」や「 端リ ー ド フィ ット 」 では うま く認 識 で きな い PLCC部品に適して いま す。 先に NS方 向の リード を使っ て SO J認 識を行 い、 その 結果…
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 21/34
11. PLCC
11.1. 端
端端
端リードフィット
リードフィットリードフィット
リードフィット
リードの反射にムラがあり、「通常」ではうまく認識できないPLCC 部品に適してい
ます。
端リード検出時にリード間の位置関係をチェックして、最も部品定義に合致する組
み合わせを抽出することにより認識率を上げています。
固有パラメータ
リード検出 位置決めの基準となる位置を指定します。
「先端」の場合、外向きのリード先端部、「根元」の場合、内向きのリード先端部を
検出します。
余分リードチェック 「チェック有り」を指定すると、リード幅/ピッチが同じでピン数が多い部品が誤供
給された場合にエラーとします。
「チェック無し」の場合にはチェックを行いません。
フィルタ回数 輝点除去処理の適用量を指定します。
直交度抽出 端リードの抽出方法を指定します。
「なし」を指定すると、通常の位置関係による抽出方法が適用されます。
「あり」を指定すると、隣り合う二辺の直交度を優先した方法が適用されます。
通常は「なし」を指定しますが、輝度ムラが大きい部品等で正しい端リードが検出さ
れにくい場合、「あり」を選択すると認識率が上がります。
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 22/34
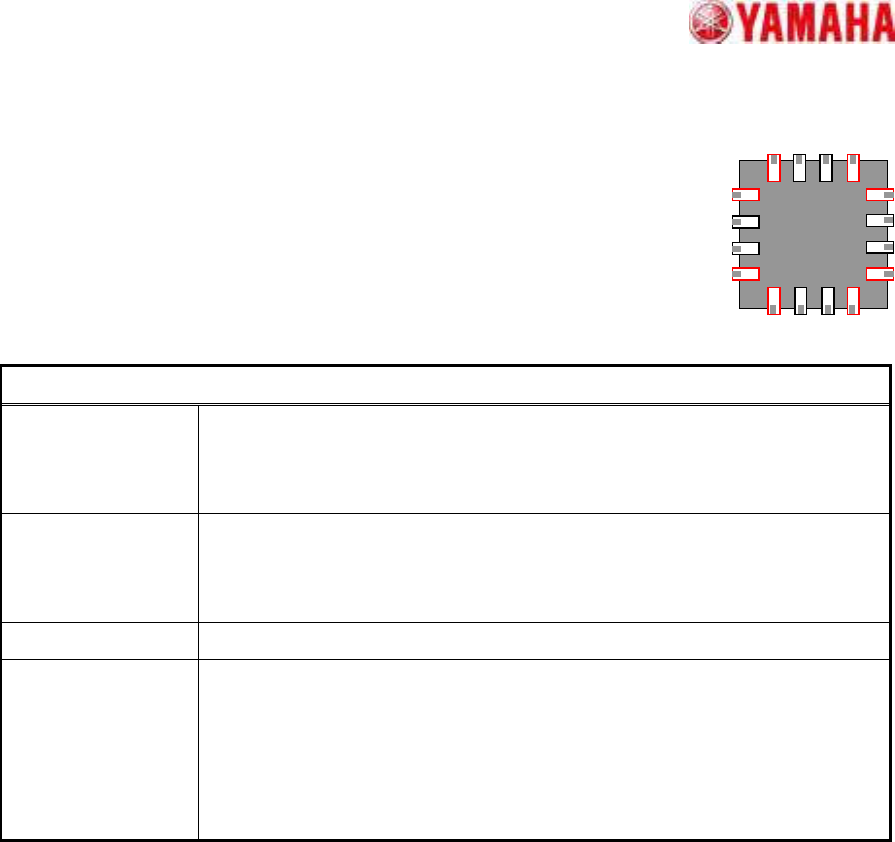
11.2. NS 基準認識
基準認識基準認識
基準認識
WE方向のリードが不鮮明で、「通常」や「端リードフィット」ではうまく認識できない
PLCC部品に適しています。
先にNS方向のリードを使ってSOJ認識を行い、その結果を基準としてWE方向の
リードを検出します。
固有パラメータ
リード検出 位置決めの基準となる位置を指定します。
「先端」の場合、外向きのリード先端部、「根元」の場合、内向きのリード先端部を
検出します。
余分リードチェック 「チェック有り」を指定すると、リード幅/ピッチが同じでピン数が多い部品が誤供
給された場合にエラーとします。
「チェック無し」の場合にはチェックを行いません。
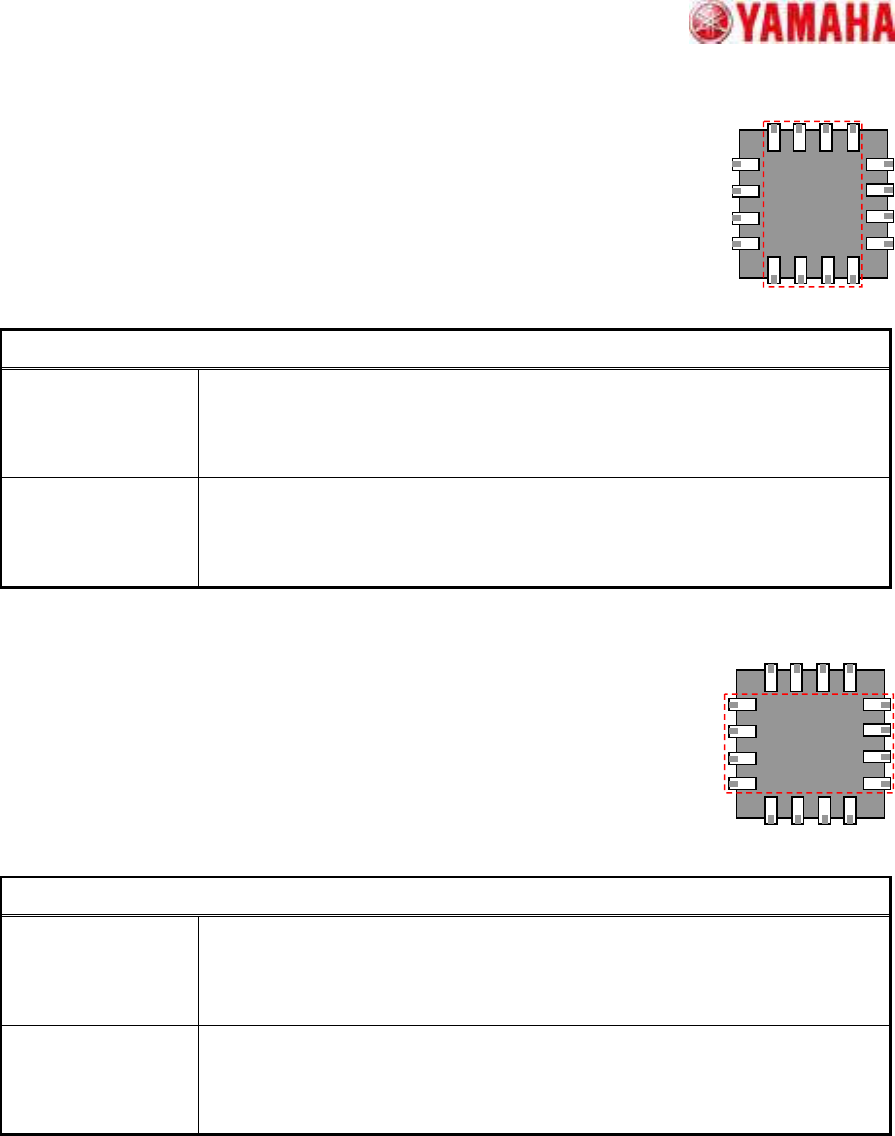
11.3. WE 基準認識
基準認識基準認識
基準認識
NS方向のリードが不鮮明で、「通常」や「端リードフィット」ではうまく認識できない
PLCC部品に適しています。
先にWE方向のリードを使ってSOJ認識を行い、その結果を基準としてNS方向
のリードを検出します。
固有パラメータ
リード検出 位置決めの基準となる位置を指定します。
「先端」の場合、外向きのリード先端部、「根元」の場合、内向きのリード先端部を
検出します。
余分リードチェック 「チェック有り」を指定すると、リード幅/ピッチが同じでピン数が多い部品が誤供
給された場合にエラーとします。
「チェック無し」の場合にはチェックを行いません。
ヤマハ発動機株式会社
IM事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50035 23/34
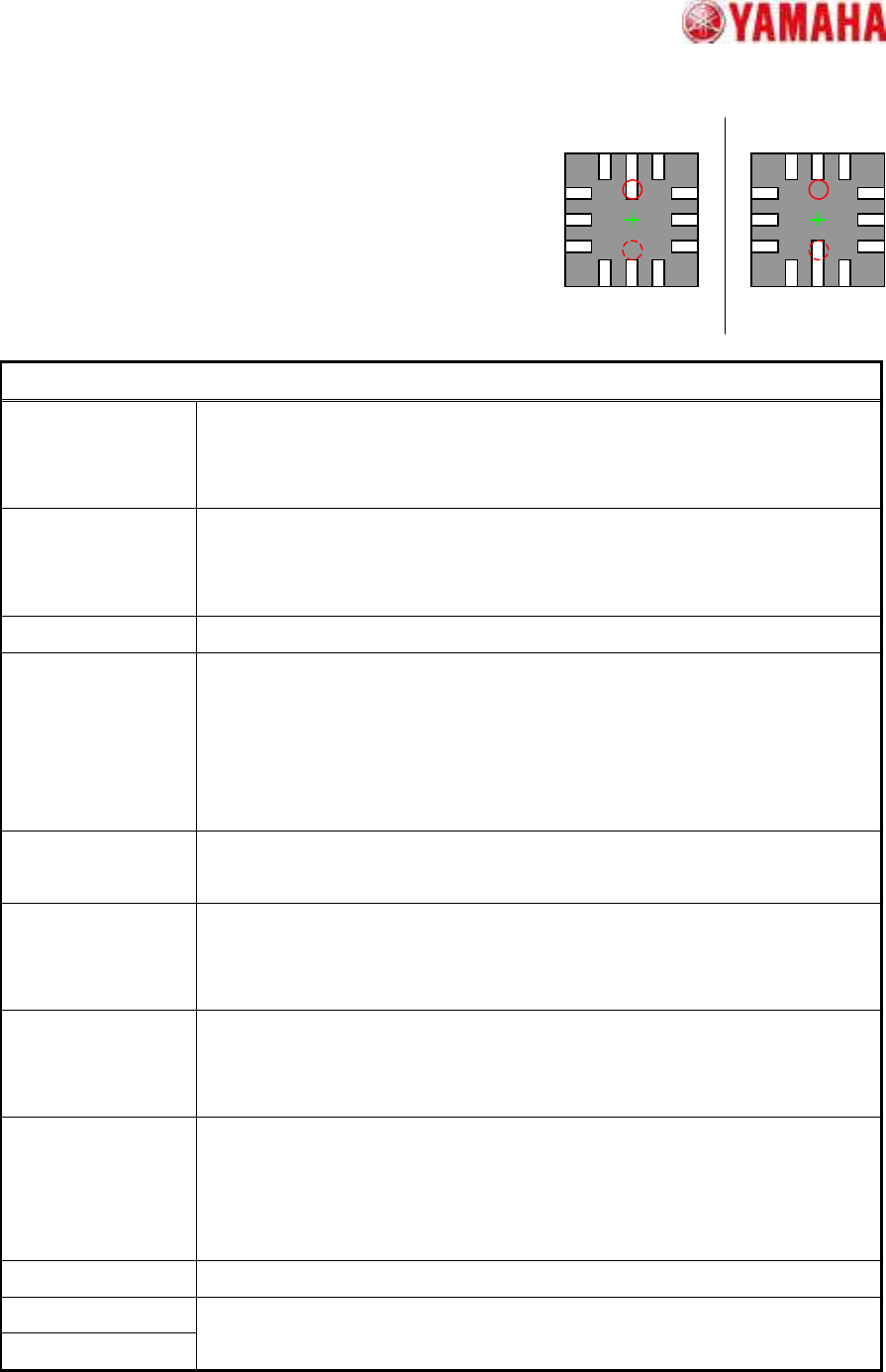
11.4. 方向判定
方向判定方向判定
方向判定
PLCC/QFP部品の方向判定に適しています。
指定した円領域と180゚対向する円領域の平均輝度を比較して、方
向判定を行います。認識面に極性を示すマーク等がある場合に適用
できます。
固有パラメータ
リード検出 位置決めの基準となる位置を指定します。
「先端」の場合、外向きのリード先端部、「根元」の場合、内向きのリード先端部を
検出します。
余分リードチェック 「チェック有り」を指定すると、リード幅/ピッチが同じでピン数が多い部品が誤供
給された場合にエラーとします。
「チェック無し」の場合にはチェックを行いません。
フィルタ回数 輝点除去処理の適用量を指定します。
直交度抽出 端リードの抽出方法を指定します。
「なし」を指定すると、通常の位置関係による抽出方法が適用されます。
「あり」を指定すると、隣り合う二辺の直交度を優先した方法が適用されます。
通常は「なし」を指定しますが、輝度ムラが大きい部品等で正しい端リードが検出さ
れにくい場合、「あり」を選択すると認識率が上がります。
チェック対象 指定した輝度測定領域の輝度が、回転対称位置の輝度よりも明るい事が期待さ
れる場合には「白」を、逆の場合には「黒」を指定します。
検出角度 方向判定を行う角度を指定します。
0°/180°の判定を行いたい場合には「2角度」、0°/90°/180°/270°
の判定を行いたい場合には「4角度」を指定します。
判定方法 方向判定後の動作を指定します。
「エラー」が選択された場合、角度違いを検出するとエラーとします。
「角度補正」が選択された場合、角度を補正し搭載します。
最小輝度差 方向判定結果の信頼性を確保するためのパラメータです。
指定した輝度測定領域の平均輝度と、回転対称位置の平均輝度との差が、ここに
設定された値より小さい場合、エラーとなります。
“0”が指定された場合、デフォルト値”50”が適用されます。
検出円直径 (mm) 輝度測定を行う円形領域の直径を指定します。
検出円中心位置 X
検出円中心位置 Y
輝度測定を行う円形領域の中心位置を指定します。
(原点:部品中心)
+0 ゚ +180 ゚