CP-65(E)第1調整検査手順書第7版..pdf - 第10页
3. 3 Y 轴设定 和 X 轴同样方法进行调整。 (但 counter 值+、-符号不需要反过来做。 Y 轴 Servo counte r 分解能 0.1mm/puls 3. 4 X 轴、Y 轴 back lash 确认 .0 设定后在 X、Y table 上放千分表确认 X 轴、Y 轴的偏斜量。 (容许值 0.010mm 以内, 使用计测机器刻度 0.002mm) X 轴 Y 轴 10
3. 1.2 解除各轴 Motor 和启动机器检查软件。
①X、Y 轴耦合器(事先将两边锁紧螺丝拧松)和 Y 轴以及 D 轴 timing belt 被取下、确认原点以及 Over Travel
各传感器在 Dog 上有没被遮光。
预先在 Front fence 的 SW 插入 By-pass key 钥匙。
②启动机器检查软件。
inching 轴切换键
(同时也按下 RESET)
③选择 F4 的 INCH 、接着选择 P1 的 SERVO ON 和监控的光标显示轴,进入 Zero 设定启动等待键。
在轴的切换上移动 +PAGE -PAGE 光标。
④ 根据 IN CHING 轴的切换轴上选择切换键。
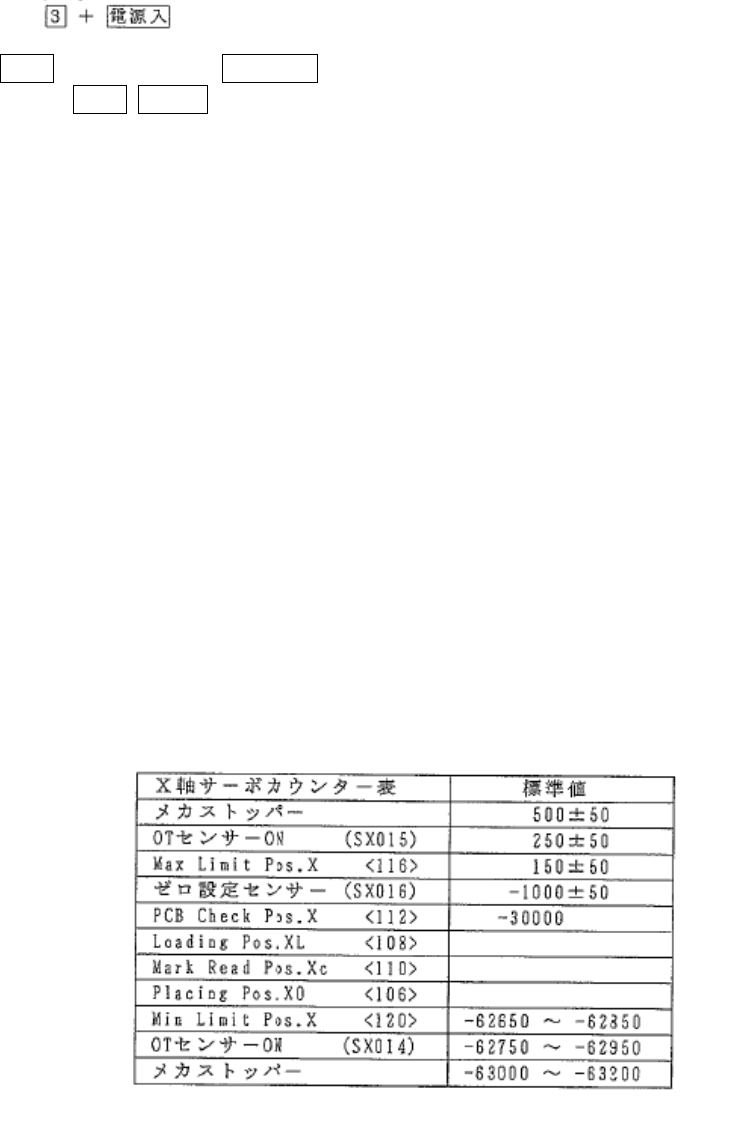
3.2 X 轴 ZERO 设定
①马达不动作进行 X 轴的零设定。X 轴零设定传感器在 SCALE 等上遮光,零设定完成。
②ZERO 设定完了后、将+侧 Over Travel dog 预先挪往左侧、按轴切换键“1”在微动上 X 轴 Counter 值与
-500 一致、马达一侧的 耦合器临时锁紧。
(在不使螺丝滑丝的力度上固定轴和耦合器)
其次,把 table 做为—M/C Stopper 正好拿到到这个地方,boll screw 方面的耦合器紧固螺丝也临时锁
紧。
使用锁耦合器螺栓的扳手 是 80kgf.cm
③ 按下非常停止用用挡 X 轴 Stopper 时记录 Counter 值。
④ +M/C Stopper 返回到 250pulse +Over Travel sensor ON 调整 dog 的位置记录 Counter 值。
⑤ Counter 值+1000pulse 一致、在此位置上设定 sensor ON 调整 dog 位置记录 Counter 值
⑥ –M/C Stopper 碰到 table 时记录 Counter 值。
⑦ -M/C Stopper 返回到 250pulse -Over Travel sensor ON 调整 dog 的位置记录 Counter 值。
[注意] X 轴的 Counter 值是为了在机器检查软件上 Counter 值的+、-符号是相反。记录时请注意。
X 轴 servo counter
分解能 0.01mm/puls
9
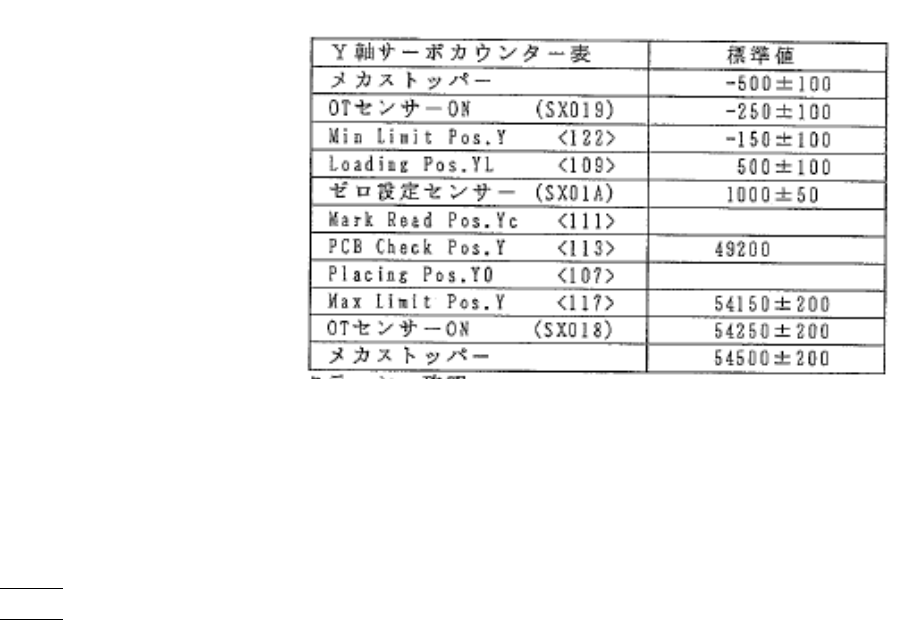
3. 3 Y 轴设定
和 X 轴同样方法进行调整。
(但 counter 值+、-符号不需要反过来做。
Y 轴 Servo counter 分解能 0.1mm/puls
3. 4 X 轴、Y 轴 back lash 确认
.0 设定后在 X、Y table 上放千分表确认 X 轴、Y 轴的偏斜量。(容许值 0.010mm 以内,
使用计测机器刻度 0.002mm)
X 轴
Y 轴
10
3. 5 Z 轴 Zero 设定
① 取下 back up plate 以及 plate 台板,预先将 Z 轴各 OT 用的传感器长孔全部向外侧挪动。
②取下安装 Rack gear 和 CAM Floor 的 BKT。 这时,确认位置决定 PIN 是否连接着。
③用千分表架在 Guide rail 上测量轨道的弯曲。(在 0.20mm 以内)
④除 OT 返回用的 DOG 以外,确认 X 方向的 Stroke 在 34.20mm 以上。.
⑤使 Table 升起,Z 轴落下时防止汽缸泄漏。那时,确认在 Z CAM Plate 碰到 Stopper 之前与其它的部品无干
涉。
(拔出 Air 进行调整)
⑥ 选择机器检查软件,在 INCI SEAVO ON +PAGE Z 的 Cursor 一致,启动 Z 轴的 zero 设定,Zero 设定
sensor 在 Scalef 等上遮光,zero 设定完成。
⑦ 在 Y table 上下方向 10mm 的 Stroke 处架上千分表。Table 上下的 Stroke 有 7mm±0.03。确认在最上点
有停留 Point。(确认 CAM floor 与 Taper CAM 有接触)
⑧ 马达上下左 右可以调整,需提前稍微松开固定的螺丝。
⑨ 给马达齿轮,Rack gear 涂油后,table 从+Mechanical stopper 向 Z 轴的 X 方向 Stroke 4mm 返回位置
上固定。安装 Rack Gear。左右移动马达调整高度。(RACK Gear 未装入时,向下降低马达)
⑩ 将千分表架在 Guide Rail 处(Rack Gear 安装部)
⑪ 用手左右移动 Table,确认 Stroke 的 Back lash 在 10mm,在 Guide rail 上架的千分表值在 0.00~0.05mm
按上升马达齿轮上下左右调整.
⑫ 在 INCHING 操作上,使 Z 轴 1000 pulse 上移动、与 zero 设定 dog 一致。(IN SX OIE Z AXIS ZERO)
Servo lock 后,rack 左右 gear 的间隙确认。(0.03mm 以内)
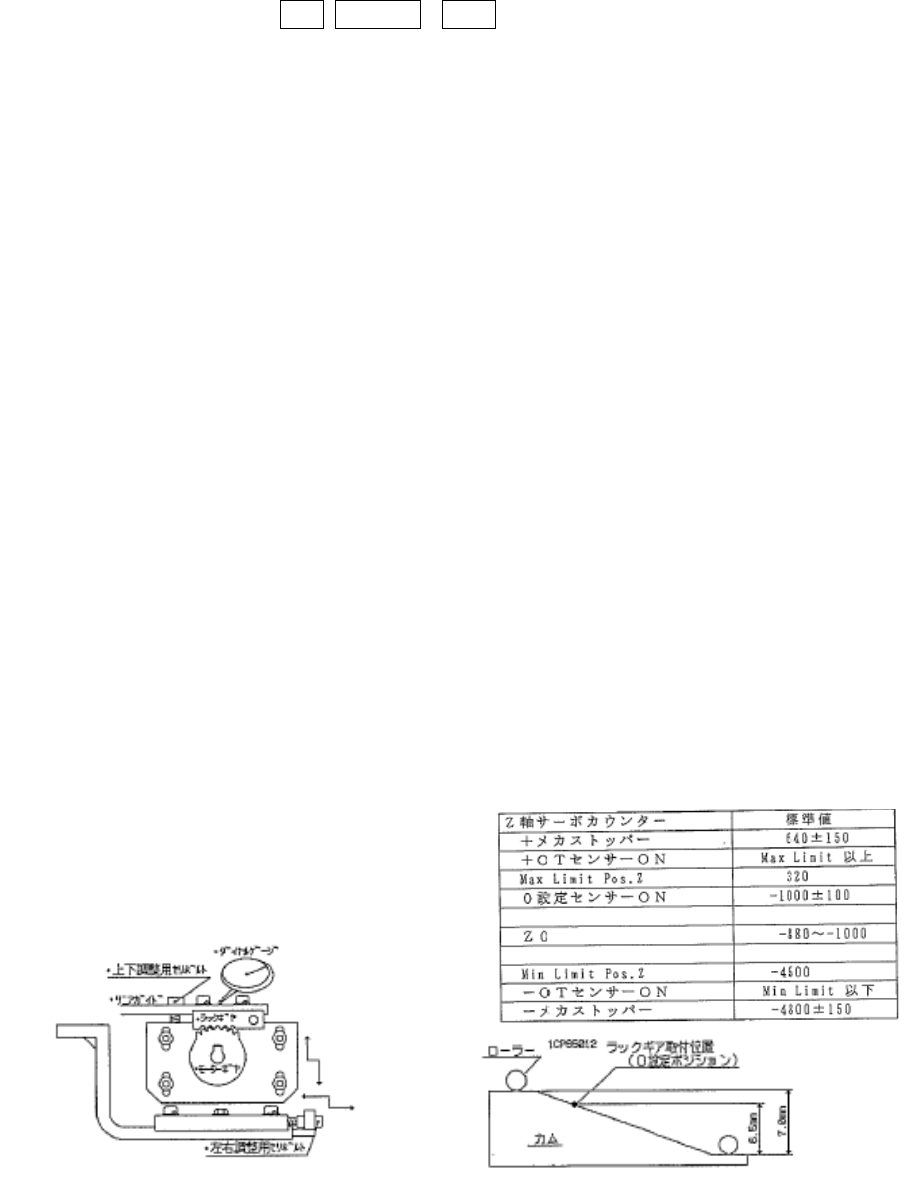
⑬ Mechanical stopper 的 Stroke 确认
按非常停止,用手动 Rack gear 左右的 Stroke end 的位置记录 counter 值。
⑭ OT 传感器调整
+ OT →Servo counter 在 321 以上传感器在 ON 时、调整传感器位置。
- OT →Servo counter-1501 以上传感器在 ON 时、确认传感器位置。
⑮ OT 返回调整
+ 、一并向 X 方向 stroke and 时,shock absorber(OT 返回)按入 3mm,调整 bolt。
⑯ Z 轴 落下防止汽缸调整
Mechanical stopper 时,在汽缸前进 Stroke and3mm 的间隙上调整 Rod.
11
Z 轴 Servo counter 分解能 0.002mm/puls