CP-65(E)第1調整検査手順書第7版..pdf - 第29页
29 5. 4 1s t、11st Mecha nical valve 调整 . 全部的 Spool 如图上在提起状态上用千分表测定、最好的 Spool 的最低 Head 是基准 Head。 1 ST .使基准 head 向 1st 移动、1ST Nozzle 上下 So lenoid valve 在 OF F 的状态、CAM 角度在 175 度 上、调整 A , 使 spool 和 lever 的间隙在 0.7mm。还有、PIN 和 …
5.2 5st 强制角度返回调整
(压入量调整)
.CAM 角度 O 度上,使 5st 、10st 的 Solenoid valve ON
OUT –Y030 FQ SOL ON(ST10 旋转 stopper
用 Solenoid valve 显示 OFF)
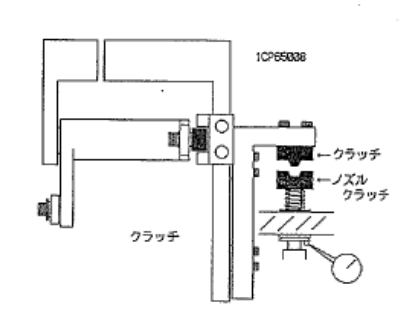
.使 LOW Nozzle 向 5st 移动、CAM 角度在 200 度 Nozzle Clutch 啮合在 bracket 上取出 Clutch的芯。
.芯取出的确认、使支持轴旋转(0 度、90 度、180 度、270 度)上测定 4 方向的压入量、确认偏斜 0.030mm
以下。
.芯取出后、在 rod 上调整、Clutch 的压入量 0.30mm。
《5st 原位置调整》
. 在支持轴上安装专用治具、CAM 角度 0 度、使 Solenoid valve ON.
. 在支持轴上安装专用治具、在 5 Station 的 CAM 角度 200 度上、使用千分表、取出芯。
5. 3 A Head 确认 sensor 调整
.CAM 角度 200 度上、dog 和 sensor 的中心一致。
. 确认 Sensor 和 Helical gear 的间隙。(0.5mm)
IN X049 HEAD A CHX (A HEAD 确认)
28

29
5. 4 1st、11st Mechanical valve 调整
. 全部的 Spool 如图上在提起状态上用千分表测定、最好的 Spool 的最低 Head 是基准 Head。
1 ST
.使基准 head 向 1st 移动、1ST Nozzle 上下 Solenoid valve 在 OFF 的状态、CAM 角度在 175 度上、调整 A,
使 spool 和 lever 的间隙在 0.7mm。还有、PIN 和 Lever 以及 Lever 和支持轴的关系如图 L 型 Bracket 的
前后左右的位置调整。
. CAM 角度返回到 0 度,使 Nozzle 上下 Solenoid valve 设置 ON
OUT-Y020 PICKUP SOL ON (STI 吸着 Stopper 用 Solenoid 显示 OFF)
. CAM 角度 175 度上 Lever 按下 Mechanical valve 和 Lever 的间隙 0~0.1mm 的程度上、上下调整部品“B”。
.其它的 Head(B~T)也同 A 头 Head 同样进行调整。
《注意》
. 确认 Spool 和 Lever 无干涉。
. 确认 Mechanical valve 未按压过量。
11 ST
.使基准 Head 向 11ST 移动、CAM 角度 0 度上、使 11st Nozzle 上下的 Solenoid valve 设置 ON
OUT-Y028 PLASE SOL ON (ST11 吸着 Stopper 用 Solenoid 显示 OFF)
.CAM 角度 200 度上,将 Nozzle holder 下降、调整 Lever 的上下使 Mechanical valve 和 Lever 的间隙
在0.05~0.1mm。
. Lever 的位置是 Lever 的孔和 Mechanical valve 的孔相吻合。
. Lever 和 Valve 的间隙不是 0 时、在全部的 Nozzle Holder 上确认。
30
5. 5 12ST 、15ST Clutch 原位置 Sensor 调整
.压入量使用中央值的支持轴、在 11ST 的位置上 CAM 角度 200 度上安装 Nozzle holder 部将千分表向 Y 方向
移动,将 Clutch 的芯取出。(这时 holder 位置决定 PIN 孔是向里侧)
.CAM 角度 0 度,取下 12ST Clutch 上下的 Spring、取出芯后将支持轴移向 12ST.
.Fiber sensor 是 Bracket 的从里全部取出用 Hollow bolt 固定。
.CAM 角度 200 度上芯取出后与 Clutch 的检知孔一致、Fiber sensor 光轴 Bracket 左右方向动作取出芯。(12ST
是在按下 Clutch 状态上取出左右方向芯)
.接下将 Head 移到 15ST,与 12ST 同样方法将上下左右方向的芯取出。(15ST 时不用按下 Clutch 上下左右方
向的调整可以一起)
.在这个位置上 15ST Fiber sensor 检知孔检知后的状态上,进行放大器 ON 设定。
(预先将 12ST、15ST D-设置 ON 的状态)
.接着返回 1 个 Station 检知孔偏移状态上进行 OFF 设定。
.CAM 角度返回 0 度、将拆下的 spring 安装在头部 再移动到 12ST 将 CAM 角度放在 200 度的位置上、将 Fiber
Sensor 的上下方向的芯取出。
. 在此位置上,检知完 12ST Fiber sensor 检知孔的状态上进行放大器的 ON 设定.
. Fiber sensor 和 Clutch 的检知孔无偏移、在这个位置上进行放大器的 ON 设定。
(放大器的数字显示 OFF、ON ,以及 0、9)
5. 6 12ST Clutch 啮合检查
.使用按入最中央值的支持轴、CAM 角度设在 200 度使 F R Q 的 Clutch 下降、在 Nozzle Clutch 按下的
位置上 “A”的间隙 0.20mm.
.在此位置上 从 DOG 的孔将 Fiber sensor 的芯取出(预先确认从 dog 上面的孔位置)
. Fiber sensor 是在 Bracket 的最前面固定。
.放大器的设定是 Clutch 啮合状态上 OFF、啮合芯有偏移,dgo 按下状态上 ON.
5. 7 FQ FRQ 的 ZERO 设定
(Encoder 的 O 信号在 4000pulse 时发信 Rotor 转 1 次是 7200pulse
1. FQ 、FRQ 马达的张力皮带的张力测定。(适当值 206±5Hz)
2. FQ 的 zero 设定。
. Rotor 部的 0 设定 松开固定 DOG 的 Hollow bolt。
. Fiber sensor 是、从前端到 dog(Silver 部) 5mm 的距离位置上固定。
. ZERO 设定 Sensor 是、通常 Silver 是 ON black 是 OFF(放大器设定成 L-ON)、相反的状态 上(D-ON)
放大器反设定.(Silver OFF black ON)
. 使 servo ON、进行 ZERO 设定。为 Sensor 反设定 ON 容易、 马达很快 ZERO 设定完成。
(数次进行 zero 设定 rotor 向 Nozzle index“1”的位置搜寻。
. 接着,在放大器通常(L-ON)返回、Sensor ON(Silver)位置上固定 dog。