CP-65(E)第1調整検査手順書第7版..pdf - 第8页
第 3 章 X 、Y、Z、D 轴调整 3. 1 各轴干涉确认 ·取下各轴的 coupling、timing belt ,确认手动 full stroke 移动无干涉。. ·X 轴 C able Bearing 和 stainless 板的干涉 · Y 轴 Cable Bearing Cov er 和 Z 轴 Cylinder 用 Air hose 类的干涉 ·ETC 确认 3. 1.1 Servo Ampli fier paramete…
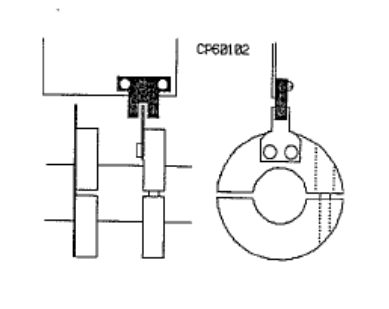
2. 11 CAM 轴原点 Dog 调整
·CAM 角度在 0 度上,dog 和 sensor 的中心一致
决定 dog 锁紧 bolt 位置。(0±1 度以内)
I N-XO3E CAM ZERO POS (CAM 原位置)
·旁边 Dog 的增加锁紧确认。
2. 12 CAM Lever 以及 Solenoid 铭板确认
·各铭板和 CAM Lever 以及 Solenoid 一致。
·在指定位置涂 Grease、贴付遮光纸。
(贴付各 seal 时参考治具架上的写真)
2. 13 机器 Valve spool 动作确认
·用手确认可以有节奏的替换。
2. 14 CAM BOX 清扫、锈、给油确认
·发生生锈必需处理,给油。
(注意 CAM BOX 上 面未涂装部)
2. 15 CAM BOX 内各部增加锁紧确认。
7
第 3 章 X、Y、Z、D 轴调整
3. 1 各轴干涉确认
·取下各轴的 coupling、timing belt,确认手动 full stroke 移动无干涉。.
·X 轴 Cable Bearing 和 stainless 板的干涉
·Y 轴 Cable Bearing Cover 和 Z 轴 Cylinder 用 Air hose 类的干涉
·ETC 确认
3. 1.1 Servo Amplifier parameter 设定确认
·电气预设定伺服放大器 Parameter 有没有错误。
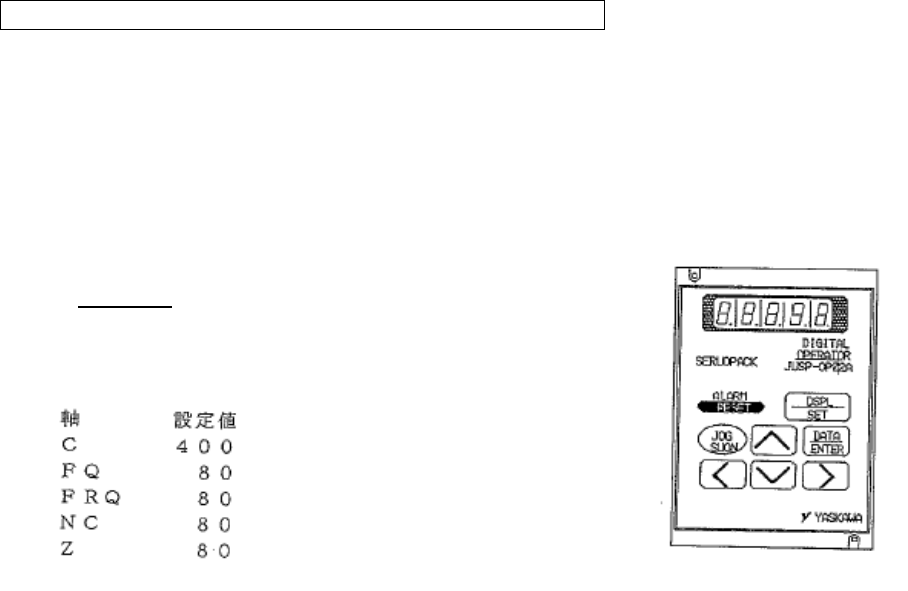
·因各轴(C、FQ、FRQ、NC、Z)timing belt 在张力前和张力后的参数不同(CN-04),进行最终的参数确认。
【数字机操作方法】
① Servo Amplifier 与数字操作机的接续。
② 按几回
DISP/SET 键显示Cn-00
按 4 回▽键选择 Cn-04
③ 按 DATA/ENTEE 键确认被显示的值和设定的值是否一致 。
·在电气上设定 Servo parameter 的值(Cn-04)是通过如下。
8
3. 1.2 解除各轴 Motor 和启动机器检查软件。
①X、Y 轴耦合器(事先将两边锁紧螺丝拧松)和 Y 轴以及 D 轴 timing belt 被取下、确认原点以及 Over Travel
各传感器在 Dog 上有没被遮光。
预先在 Front fence 的 SW 插入 By-pass key 钥匙。
②启动机器检查软件。
inching 轴切换键
(同时也按下 RESET)
③选择 F4 的 INCH 、接着选择 P1 的 SERVO ON 和监控的光标显示轴,进入 Zero 设定启动等待键。
在轴的切换上移动 +PAGE -PAGE 光标。
④ 根据 IN CHING 轴的切换轴上选择切换键。
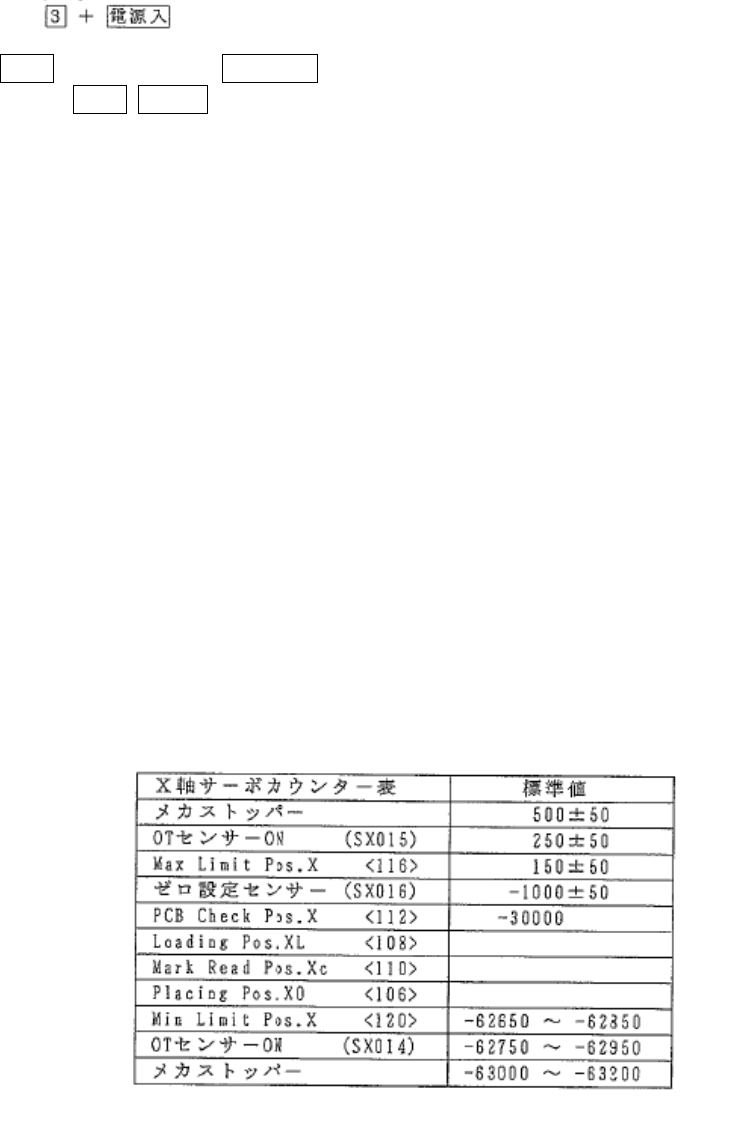
3.2 X 轴 ZERO 设定
①马达不动作进行 X 轴的零设定。X 轴零设定传感器在 SCALE 等上遮光,零设定完成。
②ZERO 设定完了后、将+侧 Over Travel dog 预先挪往左侧、按轴切换键“1”在微动上 X 轴 Counter 值与
-500 一致、马达一侧的 耦合器临时锁紧。
(在不使螺丝滑丝的力度上固定轴和耦合器)
其次,把 table 做为—M/C Stopper 正好拿到到这个地方,boll screw 方面的耦合器紧固螺丝也临时锁
紧。
使用锁耦合器螺栓的扳手 是 80kgf.cm
③ 按下非常停止用用挡 X 轴 Stopper 时记录 Counter 值。
④ +M/C Stopper 返回到 250pulse +Over Travel sensor ON 调整 dog 的位置记录 Counter 值。
⑤ Counter 值+1000pulse 一致、在此位置上设定 sensor ON 调整 dog 位置记录 Counter 值
⑥ –M/C Stopper 碰到 table 时记录 Counter 值。
⑦ -M/C Stopper 返回到 250pulse -Over Travel sensor ON 调整 dog 的位置记录 Counter 值。
[注意] X 轴的 Counter 值是为了在机器检查软件上 Counter 值的+、-符号是相反。记录时请注意。
X 轴 servo counter
分解能 0.01mm/puls
9