CP-65(E)第1調整検査手順書第7版..pdf - 第18页
3. 12 Timing belt tension 确认 . 固定马达 BKT 螺丝用以下扭力扳手。 (D 轴 1200kgf.C m) 3. 13 D 轴 table 上面平行度测定 .启动 M/C 检查软件、选择 INCH → SERVO ON、 在轴切换键上 2 . 3 上,D 轴可以 INCHING. .使用千分表测定 D 轴 PIN Plate 的平行度。 .在 M/C base 上面架上治具,测定 A B 的平行度。 .确认…
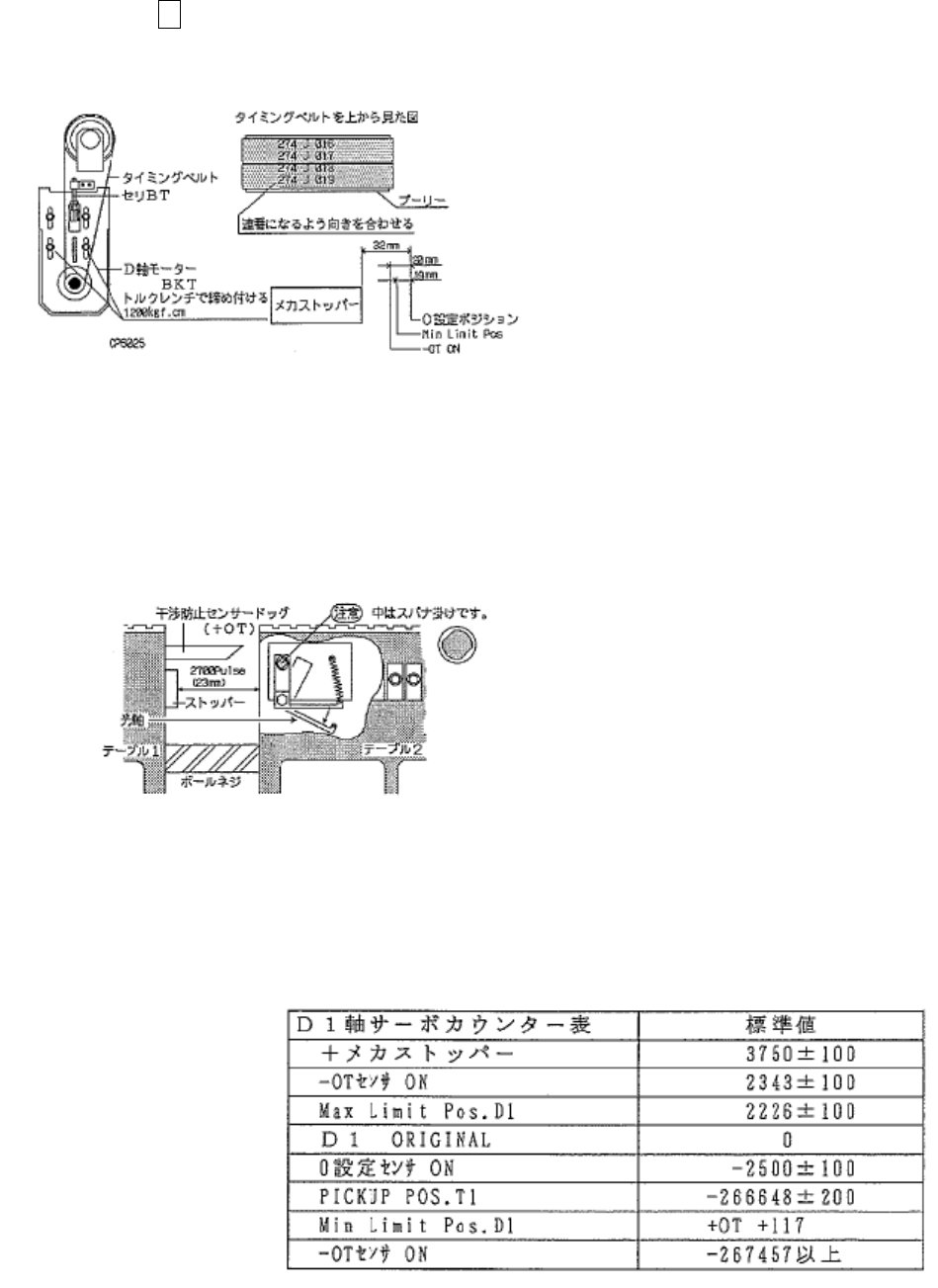
Timing belt 因 1 齿约有 127pulse 的变化,设置在 3750±63pulse(D2-2750±63pulse)。(D1 轴 belt
tension 52±5hz、D2 轴 belt tension 是 49.5±5hz、固定 D 轴马达 bracket torque 是 1200kg)
2 根 Timing Table 规格、NO 等的收集。
Timing Table 伸展后、再次记录在 table M/C Stoppe 的 counter 值。
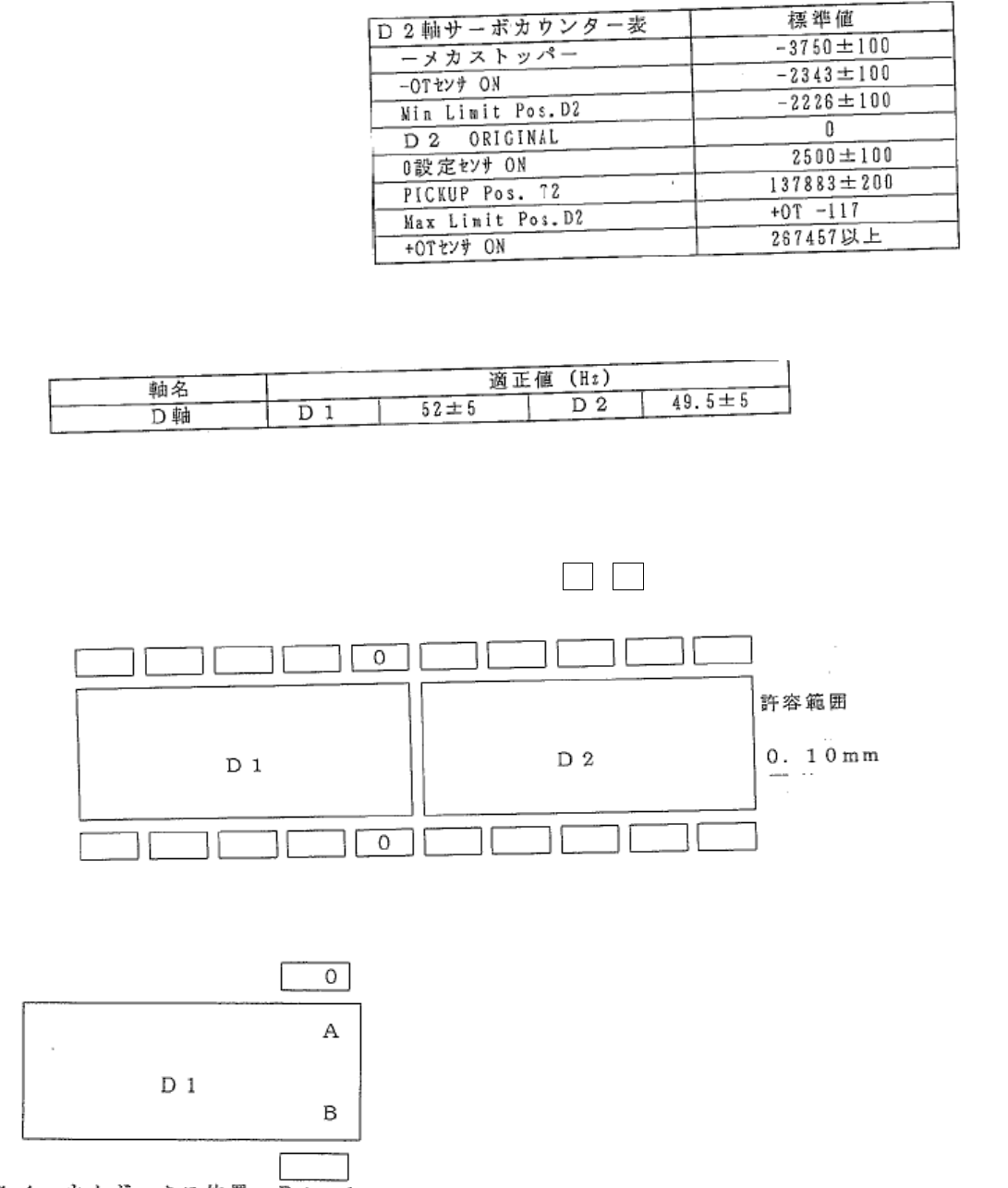
④ +M/C Stopper(D2-M/C Stopper)的 Counter 值由 1407pulse 返回、Over travel sensor 正好 ON 时进行
调整 dog 位置、记录 Counter 值。
⑤ 按轴切换键 2(D2 是 3 ) 使 D 轴向 table 2500pulse(D2 是-2500)的位置移动。在这个位置上 D1(D2)ZERO
设定、传感器在 ON 状态上调整 dog、记录 Counter 值。在 INCHING 上左右移动时,确认 Timing belt 未
超出 ball screw 的 Pulley。
防止 D 轴干涉 Sensor 调整
.对于 D 轴 ball screw 防止干涉的传感器安装时确认安装面平行。
.防止干涉传感器的 Amplifier Volume 设定.光轴目标 1~1.5 刻度(MIN 和 MAX 的中央处)
.使 D1、D2 吸取位置同时向两 table 移动时,M/C 的电源 OFF.
.用手旋转 Ball screw 使 D1 和 D2 接触、投入机器电源将 D1 table 移动 23mm.(2700pulse)
.两 table 间脱离 2700pulse 位置上调整防止传感器的 dog(合适值 2700±25pulse)
.在 INCHING 上移动、 停止确认。(这个 Sensor 成为 D1、D2 的+OT)
D 轴 servo counter 分辨率 0.00853mm/pulse
17
Limit pos (Min, max)是根据
OT± 1mm 的计算值。
3. 12 Timing belt tension 确认
. 固定马达 BKT 螺丝用以下扭力扳手。(D 轴 1200kgf.Cm)
3. 13 D 轴 table 上面平行度测定
.启动 M/C 检查软件、选择 INCH → SERVO ON、在轴切换键上 2 . 3 上,D 轴可以 INCHING.
.使用千分表测定 D 轴 PIN Plate 的平行度。
.在 M/C base 上面架上治具,测定 A B 的平行度。
.确认 D 轴 table 上面有无伤痕。(容许值 0.05mm)
18
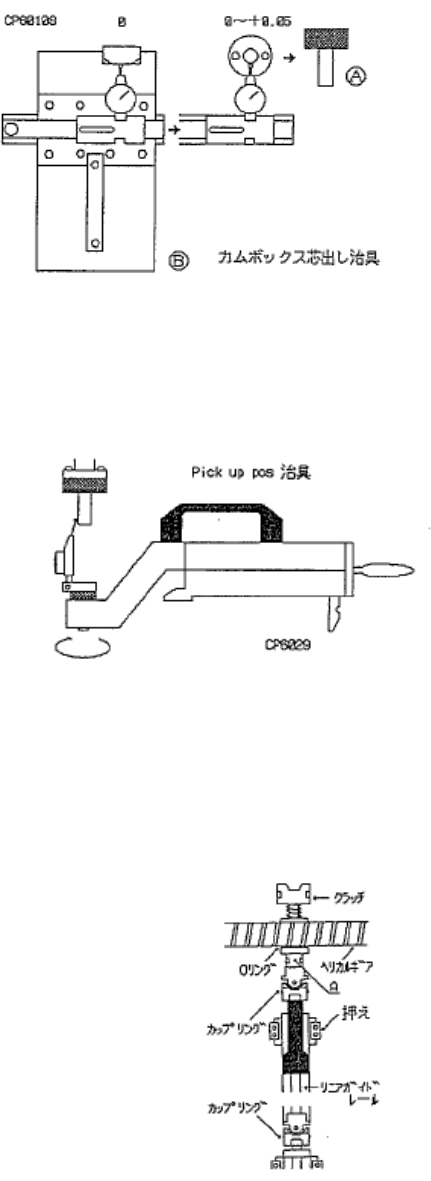
3. 14 CAM BOX 位置、 P:CK UP Pos.测定
《CAM BOX 位置确认》
.使基准支持轴 1st 的 CAM 角度移动 200 度安装治具 A.
.D1 table(No.3) 使用 CAM BOX 芯取出治具确认
CAM BOX 安装位置。
适合值 0.00~+0.05mm
在治具安装状态上,不可进行 INCHING 操作
. 也确认 D1 Table(No.68)、D2 Table(No.73 、No.138)的位置上的 CAM BOX 位置记入检查表。
(Pick up pos 测定)
.D 轴 Table Zero 设定后,在 D1 table 处(NO.1)架上 Pick up pos 治具、
在支持轴安装的治具 A 的外周转动千分表与 X 方向的值一致
的 COUNTER 值 是 Pick up pos T1。
.在 D2 Table(No.71)处同样测定 Pick up pos T2.
.将测定值记入检查表。
3. 15 1st、11st Nozzle 上下的 Rod 调整
(取下支持轴)
.CAM 角度靠近 0 度上、从 12st FRQ 向 13st PRQ 移动中、同时用扳手将支持轴 A
部用螺丝固定的 clutch 拆下。
.如果按 linear Guide rail 的 nut、卸下 vacuum hose,
INCHING 取下支持轴。
*在支持轴的 Linear guide rail 上部的 nut、
因没有 Stopper 注意不要拨出。
.将拆下的部位向 11ST 移动。
.1st、11ST 相同、200 度时测定 Slider 单品的精度。
这时、倾斜超过 0.030nn、提出改正。
.CAM 0 度上、使 11st Nozzle 上下的 Solenoid valve ON
CAM 角度在 308~75 度的上、如图所示在千分表上测定 Slider
上凹处的高度、调整 ROD 在 0±0.030mm。
.1ST Nozzle 也是上下CAM 角度在 294~66 度的范围上用同样方法进行调整。
(调整 CAM 角度的目视 1ST 60 度 11ST 70 度)
. 调整后的支持轴,在取下的位置上用治具安装。
(机能检查终了后安装)
. linear Guide rail 的 nut 安装 bolt 是使用扳手安装。(上下共 20kgf/cn M4-2)
19