CP-65(E)第1調整検査手順書第7版..pdf - 第36页
5. 19 18st 防止干涉传感器调整 . 使用专用治具、取出上下以及前后方向的芯。 . L 型树脂 Lever 的倾斜确认。 . 传感器的调整是、Dog 从下往上慢慢上升、 Sensor 的 LED 从 ON 到 OFF 位置又 0.5mm 上固定。 IN –X037 LARGE PCB 5. 20 N 次送出调整 .后退端、前进端的 Sensor 调整。 ① 后退端 sensor 调整是、Dog 从上升端下降 0.30mm 时变成…
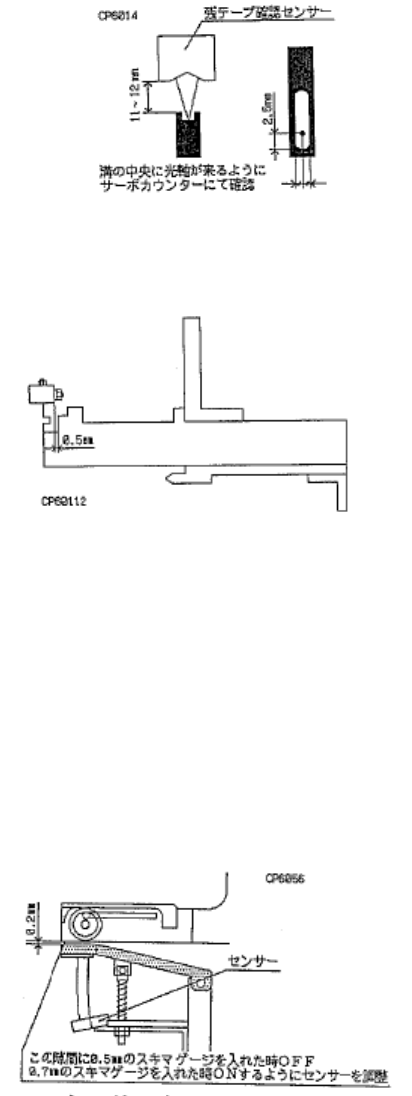
5. 16 残 Tape 感知 Sensor 调整
. 在 DN071(DN01)设置 Cartridge、D 轴 table(table1)0 设定。
.在(3.11 项目)测定完的 PICK UP POS.T2 的位置移动 D table。
.从 Cartridge 上面到 Sensor 距离 11~12mm 处、光轴前后方向的位置是在槽的 2.5m Bracket 的长孔上调整。
.放大器 Volume 的设定。
① Volume 从 MAX 到 MIN 方向回转、在刻度中央较近 Sensor 设置 ON.(TAPE AND 状态)从那个位置半刻度~1刻
度并使其回转。
② 将 Scale 等放置在 Cartridge 上面、确认 Sensor 是 OFF 的状态。
③ 准备 3mm 厚的零件、Scale 同样放置在 Cartridge 上面、确认 Sensor 在 OFF 状态。
.在 Cartridge 的槽宽的中央有 Sensor 的光轴、移动 Table 在 Servo Counter 上确认。
IN – X042 TAPE END CHK (TAPE AND 检知)
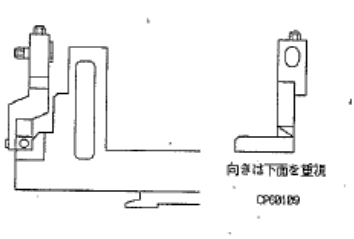
5. 17 Cartridge(压 tape)防止浮起传感器调整
.在专用治具上(和 Cartridge 送出治具相同)取出 Sensor bracket 的上下和前后的芯。
.仅前后方向、治具和 Sensor bracket 之间间隙设在 0.5mm。
.在 I/O 上确认 Sensor 的灵敏度。
IN X02D FEEDER CHK (cartridge 浮起检查)
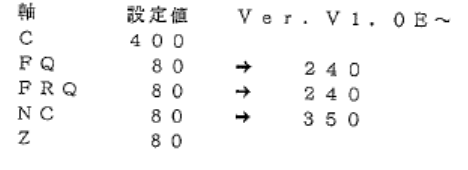
5. 16 cartridge 防止浮起传感器调整
. 在长孔的中央付近固定 Stopper bracket
.在 Stopper 一边的 Nut 上调整,使 Cartridge 下面和 Plate 上面前后方向平行。
.确认 Plate 上面的左右方向的高度、使 Cartridge 向高的位置移动、在 Bracket 上调整使 Plate 上面和
Cartridge 的间隙在 0.2mm。在这个位置使用 0.7mm 的塞规 Plate 下降到 0.5mm 时 Sensor ON、
调整 Sensor bracket。
(使用 0.5mm 塞规使 Plate 下降 0.3mm 时 Sensor 未 ON)
.调整后将 BOLT 上升。
IN –X02D FEEDER CHK (cartridge 浮起检查)
35
5. 19 18st 防止干涉传感器调整
. 使用专用治具、取出上下以及前后方向的芯。
. L 型树脂 Lever 的倾斜确认。
. 传感器的调整是、Dog 从下往上慢慢上升、
Sensor 的 LED 从 ON 到 OFF 位置又 0.5mm 上固定。
IN –X037 LARGE PCB
5. 20 N 次送出调整
.后退端、前进端的 Sensor 调整。
① 后退端 sensor 调整是、Dog 从上升端下降 0.30mm 时变成 OFF.
IN –X02D FEEDING BW POS
② 前进端 Sensor 高速是、Dog 从下降端上升 0.60 时变成 OFF.
IN –X03C FEEDING FW POS
③ 如图所示使用千分表、调整 Sensor bracket。
. Speed Controller Volume 调整
上升、下降共 3.5 圈回转返回 Volume 截止。
5. 21 16ST Parts 排出用刷子的高度调整
. 在 Holder 上安装 Nozzle 向 16st 移动、调整刷子安装高度是 Nozzle 前端和刷子的前面大致相同高度。
5. 22 支持轴测定
. 用千分表测定 Nozzle holder 安装面、记入检查表。
(高度的偏差是 0.05mm、振动是 0.10mm 以内)
. 测定后、在支持轴装入 Filter
5. 23 安装 Nozzle holder
. Grease up 、seal、动作等的确认后、安装支持轴。
. 在芯取出治具上确认 Clutch 的位置。
. 安装 Holder bolt 时、与 mark 吻合。
. Spare holder 的小螺丝准备。
5. 24 安装相机
. 准备安装相机的 bolt。
36
第 6 章 最终确认
6. 1 Servo Amplifier Parameter 设定确认
.电气上设定完的 Servo Amplifier Parameter 机器付属 Parameter sheet 设定确认。
. 通过以下修正 3. 1.1 项被反设定的 Parameter(CN-04)。
6. 2 支持轴位置决定 Taper 的脱脂
.用脱脂洗洁剂 Spray、Waste 擦拭 Taper 部。
6. 3 Grease UP (Healical gear 等)
.为防止生锈给 CAM BOX 内的电镀还有未被涂装处理 CAM Lever 或者 CAM BOX 本体的加工面涂油。
6. 4 机能检查
.主任、系长的检查后修正指出不良项目
.之后、因检查安装拆下的支持轴。
.支持轴安装时确认接续真空管、还有、1
ST
mechanical valve的调整。
6. 5 安装 cover
. 确认 Accent cove 的
. 调整 Tele mechanical 的 SW
. 用治具安装停止振动的 Bucket
6. 6 最终确认
. 电源、拆下 Air hose。
. 确认付属部品。
(Spare nozzle、black light Amplifier、数字操作等)
. M/C 的清扫。
6. 7 确认本机上以及 CAM BOX 内有无异物、工具掉入。
37