CP-65(E)第1調整検査手順書第7版..pdf - 第16页
⑤ 基准、从属轨道的 clamp timing 调整 .Z 轴 0 设定后,松开 clamp ti ming 调整用的 dog 使之上下可动、确认 Clamp 以及 Unclamp 动作。 .dog 慢慢下降时,在 Clamp 的状态上、下降在 1mm 的位置上固定 dog。 .从属轨道决定用的 dog 是,尽量在 timing 迟些调整。 .根据 dog 轻按机器 valve 的 lever 确保在 1~2mm 程度的间隙。 3. 1…
. Z 轴 0 设定后,在 Table 的中间 clamp 治具 plate,
在 chuck holder 中安装 nozzle 治具.
. 在微动上、使 Clamp 治具 Plate 移动到 11ST Pulley single point.
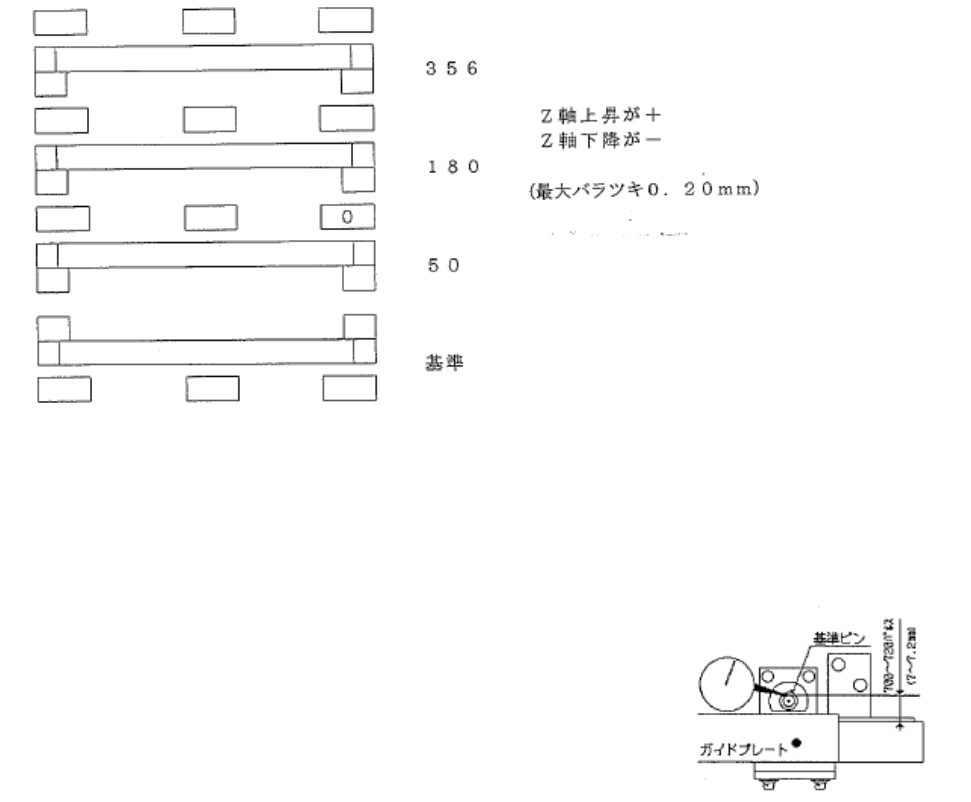
.CAM 角度 200 度使吸嘴治具下降,塞规治具-0.3mm 的位置和吸嘴治具的前端一致,INCHING 上使 Z 轴上下移动。
这时 Z 轴的 Servo counter 是 Z0. (-880~-1000Pulse)
.Zo 测定是,设置夹子治具板在基准面,从属面,中央的 3 个位置,各位置 Z0 值的差在 50pulse 以内。
.《注意》
机器检查软件的 Z 轴 Servo counter 是 + -相反显示。
③ 测定平行度后、在使用 Zo 测定治具上 Z 轴的 Counter 值-880~-1000 确认有没有输入 ZO.
.输入的话、预先记入其数值。
.如果未输入的话,在 bolt 再次调整全部高度。
④ 基准 Guide Rail 合适位置
.基准 Guide Rail 和基准 Pin 的位置关系是、
PCB-Y(M/C 规格的基板 Y 方向)+0.5mm。
.基准 Pin 的位置在 Servo countert 和 dial gauge 上确认、
从基准 PIN 的位置到 Guide rail 侧面是 700~720pulse
(7~7.2mm)调整固定螺丝。
15
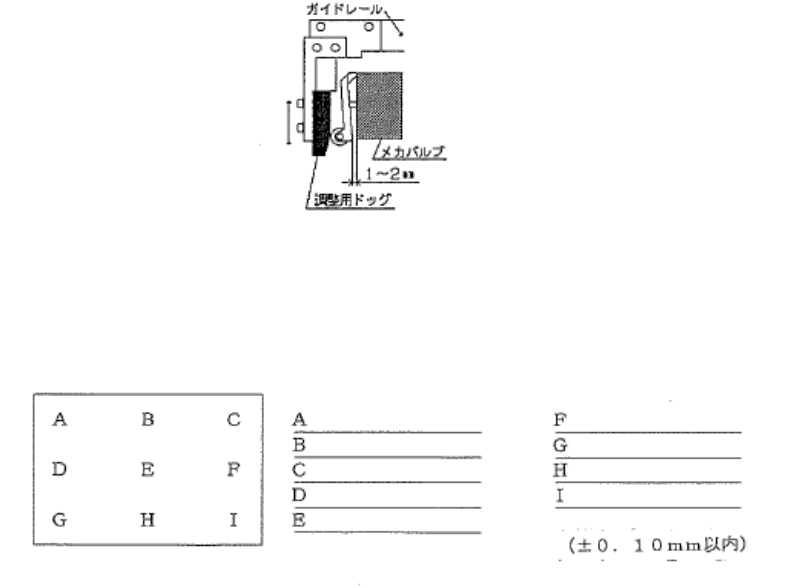
⑤ 基准、从属轨道的 clamp timing 调整
.Z 轴 0 设定后,松开 clamp timing 调整用的 dog 使之上下可动、确认 Clamp 以及 Unclamp 动作。
.dog 慢慢下降时,在 Clamp 的状态上、下降在 1mm 的位置上固定 dog。
.从属轨道决定用的 dog 是,尽量在 timing 迟些调整。
.根据 dog 轻按机器 valve 的 lever 确保在 1~2mm 程度的间隙。
3. 10 back up plate(台板)平行度测定。
. 拆下 back up plate,测定 Plate 台板的平行度。
3. 11 D 轴 Zero 设定
D 轴 ZERO 设定调整
① 使 table1(table2)向马达一侧移动。移动时、用报纸卷住 ball screw,用手旋转。
② 取下马达的 timing belt,确认后进行 ZERO 设定、使马达旋转。D1(D2)轴设定传感器 zero 使之在 Scale
等上遮光、zero 设定完成。
③ 如果 0 设定完成后+事先移动一侧(D2 一侧)Over travel dog 左侧(D2 是右侧),按下轴切换 2”,inchingD1
轴 counter 值到-3750(D2 是-3751),D1 Table+ mechanics stopper 时按下非常停止,注意 counter 值
不要变化过大,同时伸展 timing belt.
16
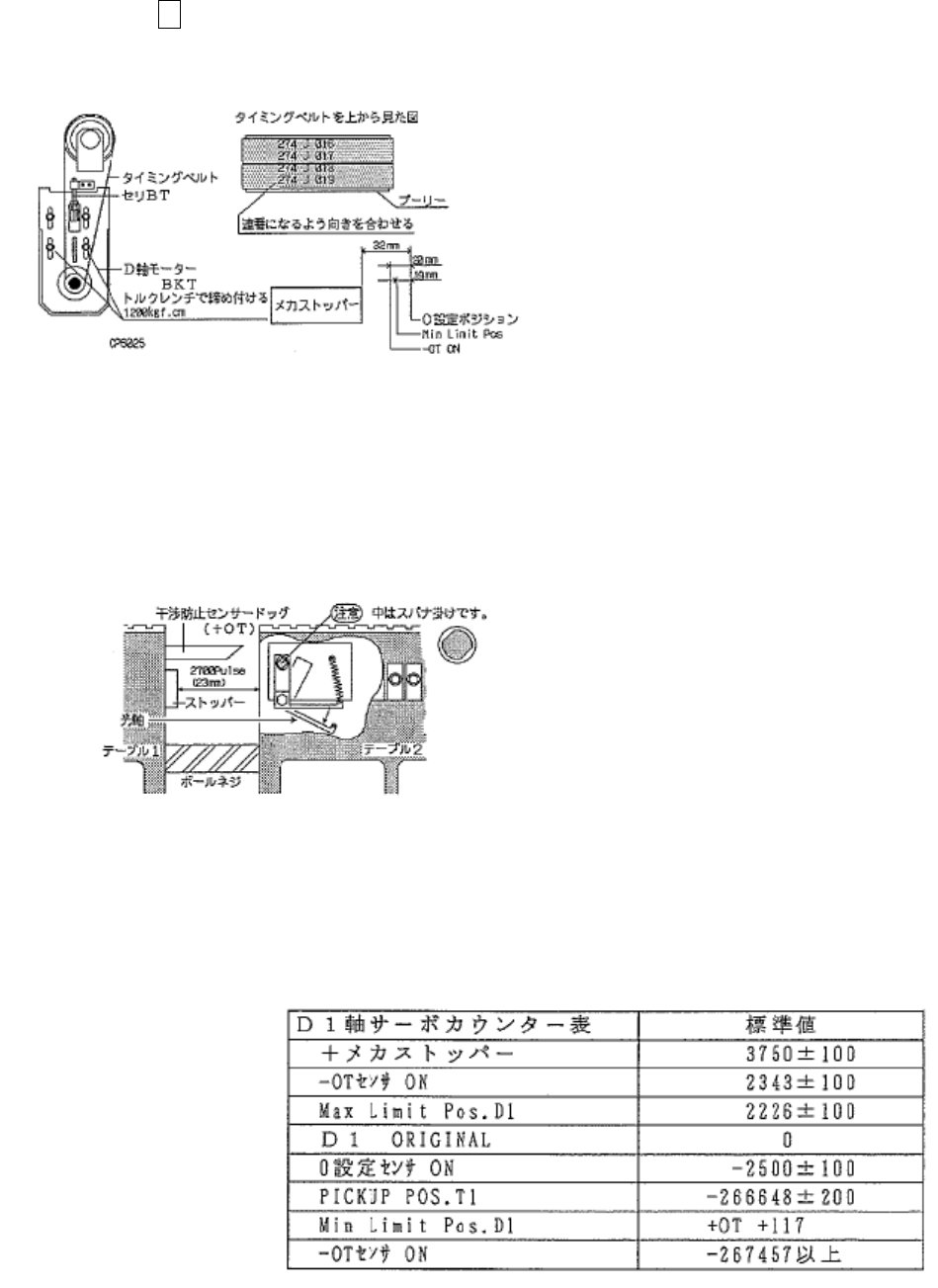
Timing belt 因 1 齿约有 127pulse 的变化,设置在 3750±63pulse(D2-2750±63pulse)。(D1 轴 belt
tension 52±5hz、D2 轴 belt tension 是 49.5±5hz、固定 D 轴马达 bracket torque 是 1200kg)
2 根 Timing Table 规格、NO 等的收集。
Timing Table 伸展后、再次记录在 table M/C Stoppe 的 counter 值。
④ +M/C Stopper(D2-M/C Stopper)的 Counter 值由 1407pulse 返回、Over travel sensor 正好 ON 时进行
调整 dog 位置、记录 Counter 值。
⑤ 按轴切换键 2(D2 是 3 ) 使 D 轴向 table 2500pulse(D2 是-2500)的位置移动。在这个位置上 D1(D2)ZERO
设定、传感器在 ON 状态上调整 dog、记录 Counter 值。在 INCHING 上左右移动时,确认 Timing belt 未
超出 ball screw 的 Pulley。
防止 D 轴干涉 Sensor 调整
.对于 D 轴 ball screw 防止干涉的传感器安装时确认安装面平行。
.防止干涉传感器的 Amplifier Volume 设定.光轴目标 1~1.5 刻度(MIN 和 MAX 的中央处)
.使 D1、D2 吸取位置同时向两 table 移动时,M/C 的电源 OFF.
.用手旋转 Ball screw 使 D1 和 D2 接触、投入机器电源将 D1 table 移动 23mm.(2700pulse)
.两 table 间脱离 2700pulse 位置上调整防止传感器的 dog(合适值 2700±25pulse)
.在 INCHING 上移动、 停止确认。(这个 Sensor 成为 D1、D2 的+OT)
D 轴 servo counter 分辨率 0.00853mm/pulse
17
Limit pos (Min, max)是根据
OT± 1mm 的计算值。