CP-65(E)第1調整検査手順書第7版..pdf - 第23页
4. 6 各 Senso r 调整 .在 I/O 上确认 IN 、Main 以及 OUT C onveyer 的各连接 Sensor 对 PCB 的反应。 .确认各 Sensor 安装 BKT 无倾斜。 .临时将 Speed control ler 的 Volume 定在 30。 .确认 IN Conveyer、M AIN Conveyer 的各 S topper cylin der Sensor 上升端、下降 端的反应、在最小宽度时 …
4. 4 Conveyer 宽度以及动作确认
.从 Conveyer 的入口到出口最小宽度、中间宽度、最大宽度上确认平行度。
.在 4.3 上伸展松开的 Chain
.Conveyer 宽度的最小、最大确认。
.附属面 Guide rail 移动后,确认在 Y table pallet rock 部未带伤痕、还有 Rock 的力度过弱。
4. 5 Loading position XL 、YL 测定
.X、Y 轴 0 设定完后、在 Counter 显示 100V 上,将 X Y Tbale 向各 Conveyer 中央移动。
.用手操作 Solenoid valve、使 Y Table 上升、在 OUT Conveyer 基准 Rail 的基准面和 Y Tbale 基准 Rail
基准面一致时的 Counter 是 XL 、YL 值。
XL
YL
22
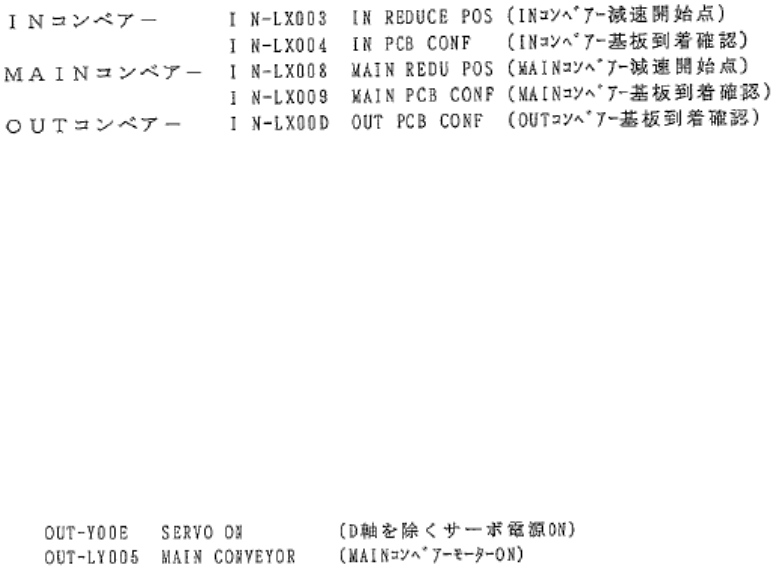
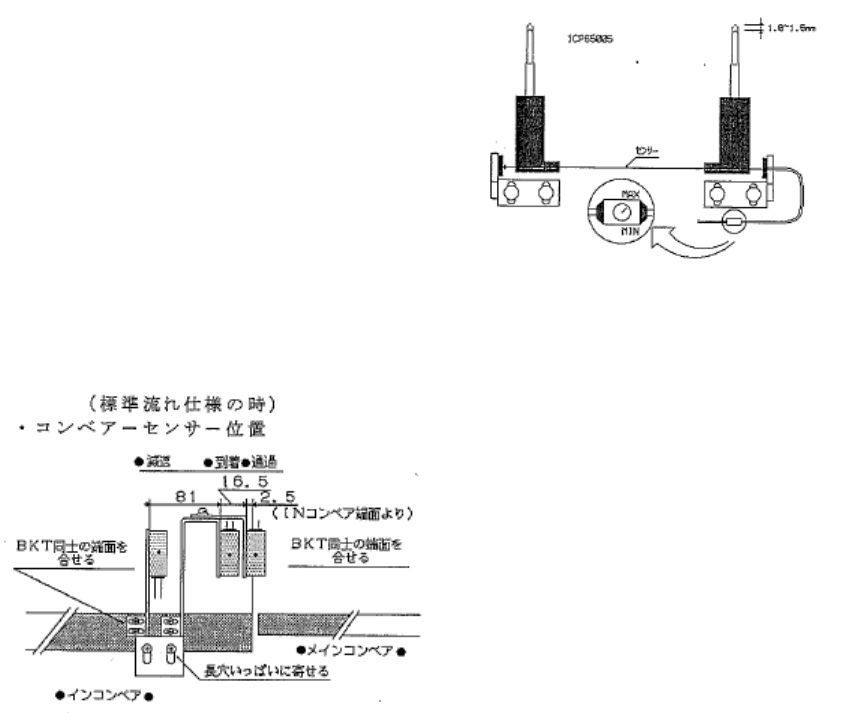
4. 6 各 Sensor 调整
.在 I/O 上确认 IN 、Main 以及 OUT Conveyer 的各连接 Sensor 对 PCB 的反应。
.确认各 Sensor 安装 BKT 无倾斜。
.临时将 Speed controller 的 Volume 定在 30。
.确认 IN Conveyer、MAIN Conveyer 的各 Stopper cylinder Sensor 上升端、下降端的反应、在最小宽度时
和 Sensor 是否产生干涉。
(Cylinder 的 Magneto sensor 是先 ON、再 OFF、再次 ON、设置在 0.5mm。
.在 Loading position 处 X Y Table 上升、IN 与 MAIN 间、MAIN 与 OUT 之间用塞规进行调整 Check Sensor。
.调整 MAIN Conveyer 驱动齿轮。
驱动齿轮(马达一面)和可动齿轮(table 一面)啮合、驱动齿轮下降。(下降过很的话 table 也下降)
在 I/O 上 MAIN Conveyer 搬运马达 ON 驱动齿轮旋转。
(注意因在 I/O 上 servo 未在 ON 的话马达不动作)
接着、将驱动齿轮脱离 Adjust bolt、旋转燥音从原来减弱一半。
.调整 Y Table 的上升、下降 Sensor
《上升端》 .在 Solenoid valve Cylinder 上升状态上,上升 Sensor OFF,从再次 ON 后 1mm 内侧的位
置上固定 Sensor。
《下降端》 .Z 轴在最高的位置上在 Table 下降的状态 上、Dog 在 Sensor ON 极限的位置上固定。
*为早点将 Sensor ON 的话、切断 Air Table 会掉下,尽量推迟时间。
23
24
.基板单元确认 sensor 是基准 PIN 以及附属
PIN 引进 1~~1.5mm 上调整 OFF.
(SENSOR 的 Volume 是 MAX)
IN – X033 PCB SET OK
.确认有无 PCB 板 Sensor 是 Clamp Fuji 基板
X(-3000)Y(49200)、在 Z0 的位置时确认 PCB 的反应。
.机器仅对应正反流向,请变更 IN Conveyer 基板到后确认 Sensor 的 timer volume 设定 0.1s→0.325s。