CP-65(E)第1調整検査手順書第7版..pdf - 第9页
3. 1.2 解除各轴 Motor 和启动机器检查软件。 ①X、 Y 轴耦合器 (事先将两边锁紧螺丝拧松) 和 Y 轴以及 D 轴 timing belt 被取下、 确认原点以及 Over Travel 各传感器在 Dog 上有没被遮光。 预先在 Front fence 的 SW 插入 By-pass key 钥匙。 ②启动机器检查软件。 inching 轴切换键 (同时也按下 RESET) ③选择 F4 的 INCH 、接着选择 P1…
第 3 章 X、Y、Z、D 轴调整
3. 1 各轴干涉确认
·取下各轴的 coupling、timing belt,确认手动 full stroke 移动无干涉。.
·X 轴 Cable Bearing 和 stainless 板的干涉
·Y 轴 Cable Bearing Cover 和 Z 轴 Cylinder 用 Air hose 类的干涉
·ETC 确认
3. 1.1 Servo Amplifier parameter 设定确认
·电气预设定伺服放大器 Parameter 有没有错误。
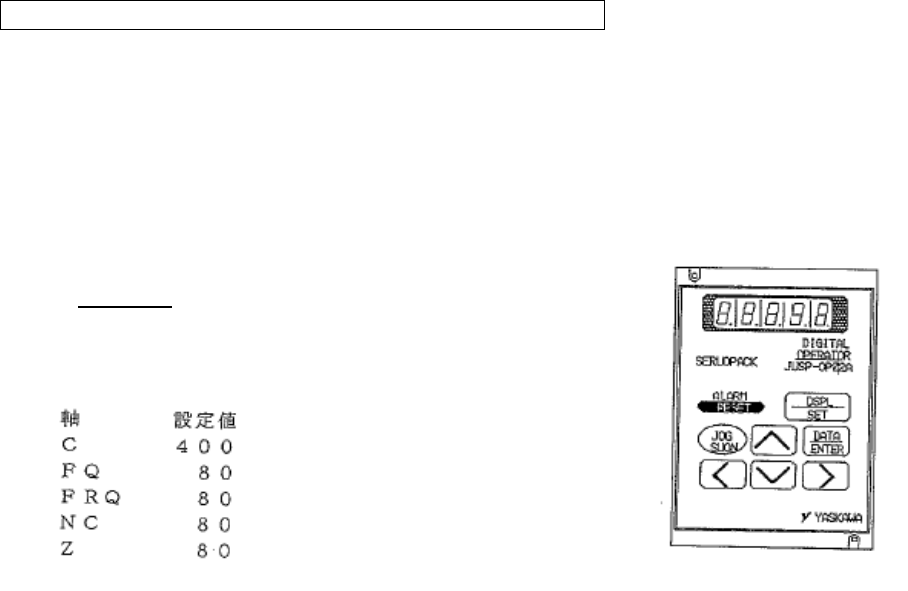
·因各轴(C、FQ、FRQ、NC、Z)timing belt 在张力前和张力后的参数不同(CN-04),进行最终的参数确认。
【数字机操作方法】
① Servo Amplifier 与数字操作机的接续。
② 按几回
DISP/SET 键显示Cn-00
按 4 回▽键选择 Cn-04
③ 按 DATA/ENTEE 键确认被显示的值和设定的值是否一致 。
·在电气上设定 Servo parameter 的值(Cn-04)是通过如下。
8
3. 1.2 解除各轴 Motor 和启动机器检查软件。
①X、Y 轴耦合器(事先将两边锁紧螺丝拧松)和 Y 轴以及 D 轴 timing belt 被取下、确认原点以及 Over Travel
各传感器在 Dog 上有没被遮光。
预先在 Front fence 的 SW 插入 By-pass key 钥匙。
②启动机器检查软件。
inching 轴切换键
(同时也按下 RESET)
③选择 F4 的 INCH 、接着选择 P1 的 SERVO ON 和监控的光标显示轴,进入 Zero 设定启动等待键。
在轴的切换上移动 +PAGE -PAGE 光标。
④ 根据 IN CHING 轴的切换轴上选择切换键。
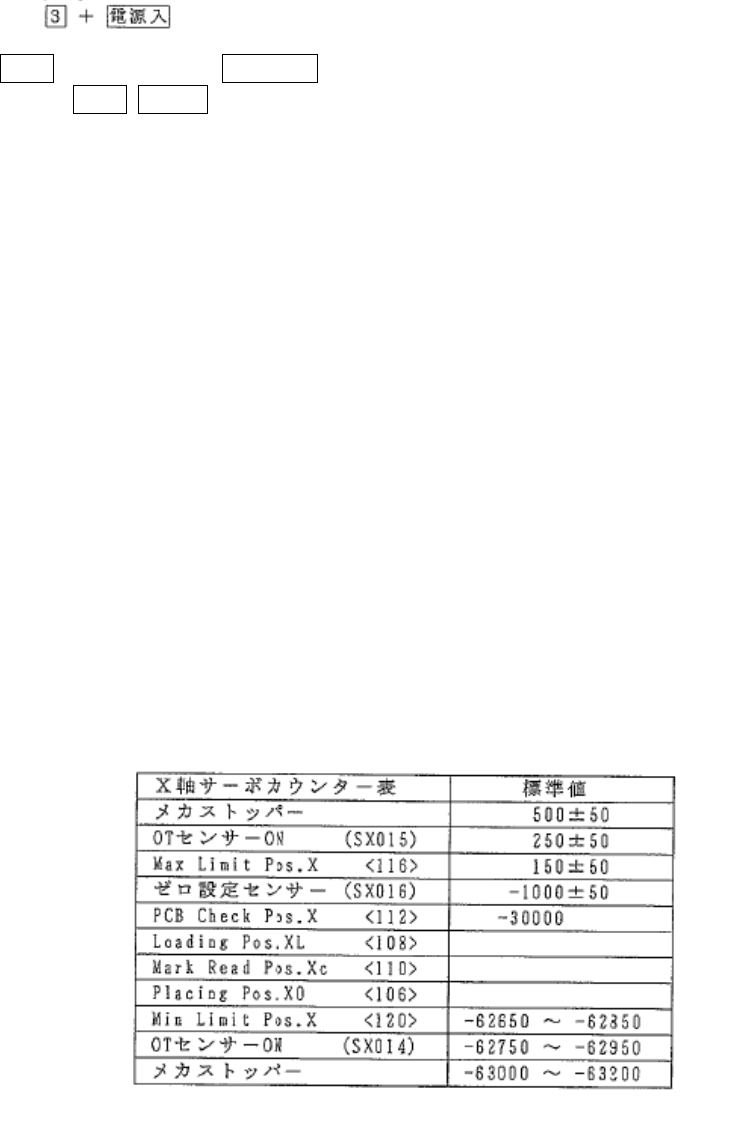
3.2 X 轴 ZERO 设定
①马达不动作进行 X 轴的零设定。X 轴零设定传感器在 SCALE 等上遮光,零设定完成。
②ZERO 设定完了后、将+侧 Over Travel dog 预先挪往左侧、按轴切换键“1”在微动上 X 轴 Counter 值与
-500 一致、马达一侧的 耦合器临时锁紧。
(在不使螺丝滑丝的力度上固定轴和耦合器)
其次,把 table 做为—M/C Stopper 正好拿到到这个地方,boll screw 方面的耦合器紧固螺丝也临时锁
紧。
使用锁耦合器螺栓的扳手 是 80kgf.cm
③ 按下非常停止用用挡 X 轴 Stopper 时记录 Counter 值。
④ +M/C Stopper 返回到 250pulse +Over Travel sensor ON 调整 dog 的位置记录 Counter 值。
⑤ Counter 值+1000pulse 一致、在此位置上设定 sensor ON 调整 dog 位置记录 Counter 值
⑥ –M/C Stopper 碰到 table 时记录 Counter 值。
⑦ -M/C Stopper 返回到 250pulse -Over Travel sensor ON 调整 dog 的位置记录 Counter 值。
[注意] X 轴的 Counter 值是为了在机器检查软件上 Counter 值的+、-符号是相反。记录时请注意。
X 轴 servo counter
分解能 0.01mm/puls
9
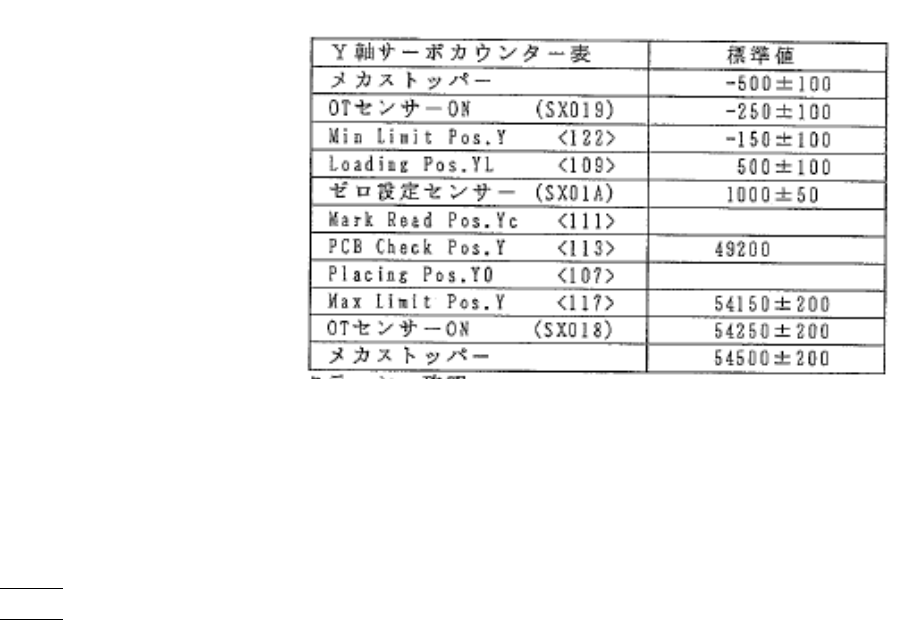
3. 3 Y 轴设定
和 X 轴同样方法进行调整。
(但 counter 值+、-符号不需要反过来做。
Y 轴 Servo counter 分解能 0.1mm/puls
3. 4 X 轴、Y 轴 back lash 确认
.0 设定后在 X、Y table 上放千分表确认 X 轴、Y 轴的偏斜量。(容许值 0.010mm 以内,
使用计测机器刻度 0.002mm)
X 轴
Y 轴
10