GS系列机型.pdf - 第105页
2004-10-7 GS SERIES 105 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 网带行走时抖动或跑偏 相关因素:张紧滚筒张力调节过大。 具体 表现 :行 走时网带有抖动,行走 不平稳。 解决方案:校正滚筒张紧力度。 维修流程: A、退出GS操作系统; B、松开相关张紧滚筒; C、上电重新试机并观察。 备注: 调节滚筒时须调校好滚筒的 左右张紧系统,否则可能导致网带 跑边。 不 可 张 地 过 紧
2004-10-7 GS SERIES 104
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
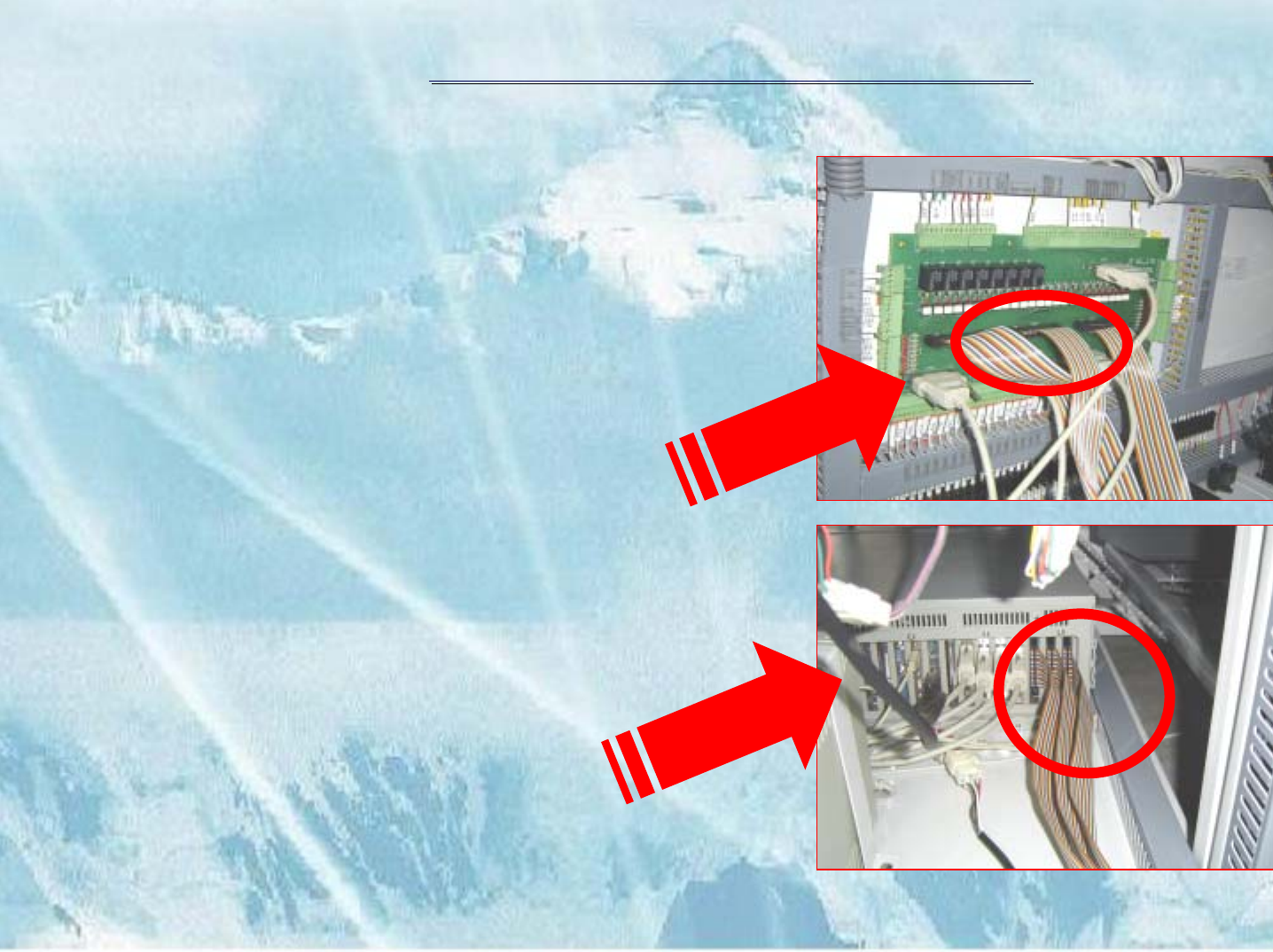
维修流程:
A、切断总电源;
B、小心拆开工控机上盖;
C、更换对应区域的计数板或排
线。
备注:
A、注意板卡跳线须正确;
B、40C排线的方向不可弄反(有的排
线接头无防呆口);
C、210、230、270之间的对接不可
混淆;
不
可
带
电
插
拔
不
可
带
电
插
拔
2004-10-7 GS SERIES 105
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
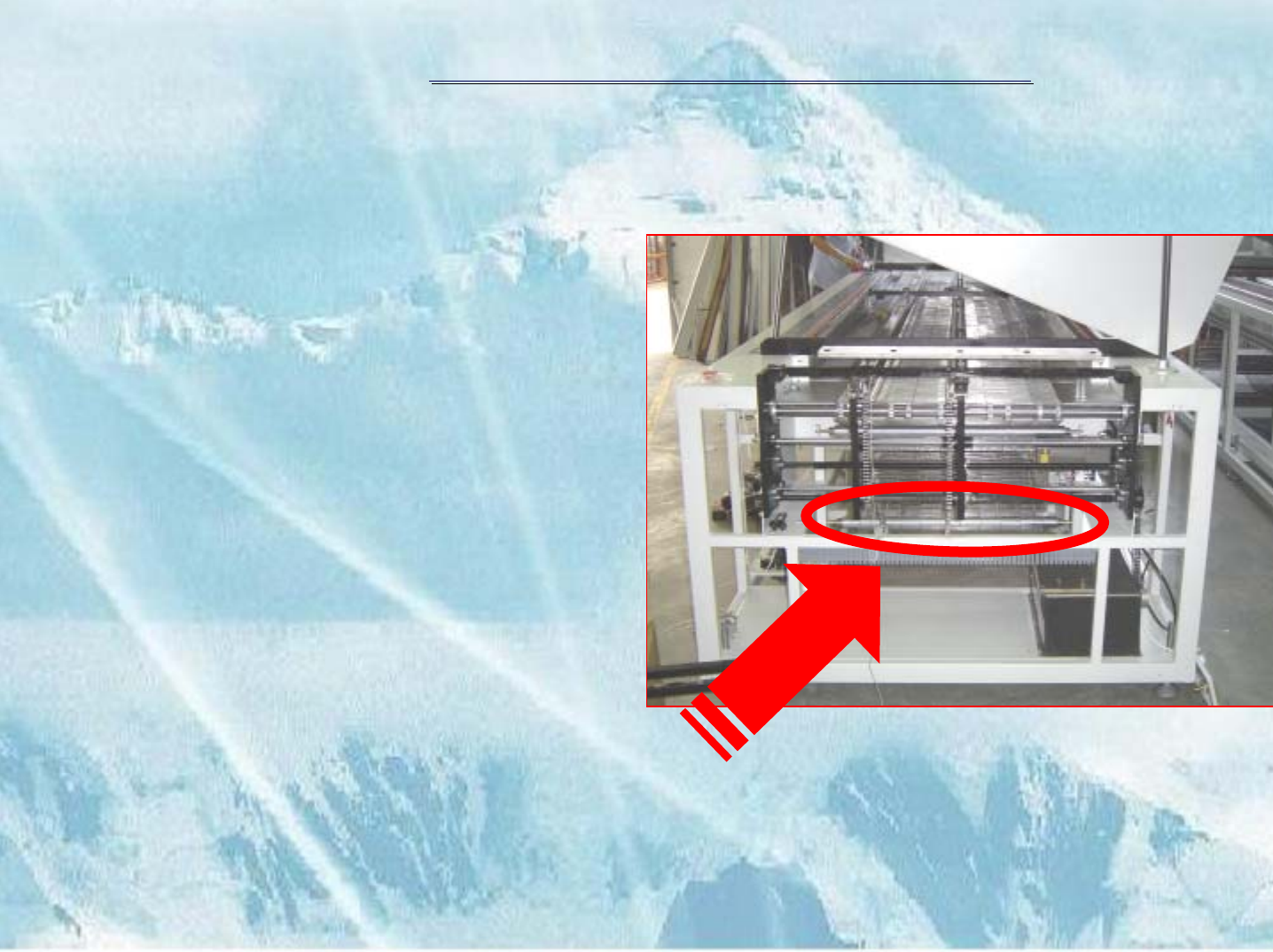
网带行走时抖动或跑偏
相关因素:张紧滚筒张力调节过大。
具体表现:行走时网带有抖动,行走
不平稳。
解决方案:校正滚筒张紧力度。
维修流程:
A、退出GS操作系统;
B、松开相关张紧滚筒;
C、上电重新试机并观察。
备注: 调节滚筒时须调校好滚筒的
左右张紧系统,否则可能导致网带
跑边。
不
可
张
地
过
紧
2004-10-7 GS SERIES 106
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
前
后
定
位
轮
须
成
矩
形
在
同
一
平
面
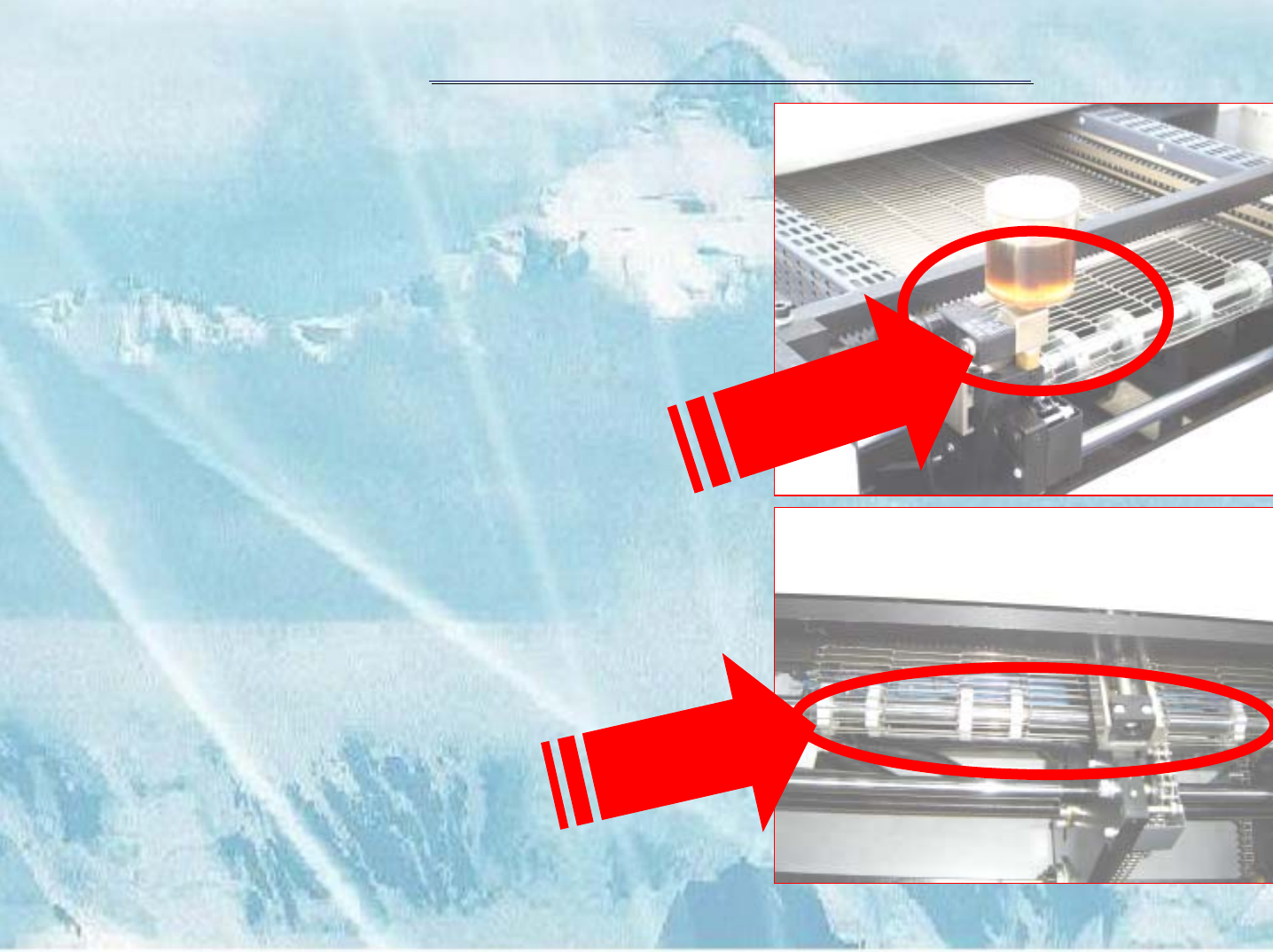
相关因素:传动波轮和滚轮偏位。
具体表现:工作中网带会跑偏。
解决方案:调校出口、入口的传动波
轮至标准状态。
维修流程:
A、退出GS系统;
B、将入口出口的左右定位波轮
调校至一矩形平面上;
C、将其它波轮及滚轮的位置调
校正确;
D、上电试机并观察。
波
轮
侧
面
不
可
与
链
网
接
触