GS系列机型.pdf - 第76页
2004-10-7 GS SERIES 76 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 相关因素:炉前接驳与炉体对接不顺。 具体表现:炉前接驳台上的P C B板进 入炉体时,因前后两部分轨道不在 同一直线上,而接驳台速度较快, P C B 板会冲上链条上部而非停在链 条长轴上,在远距离传送中将会跌 落炉体内。 解决 方案 :将 接驳台的轨道与炉体轨 道对接正确。
2004-10-7 GS SERIES 75
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
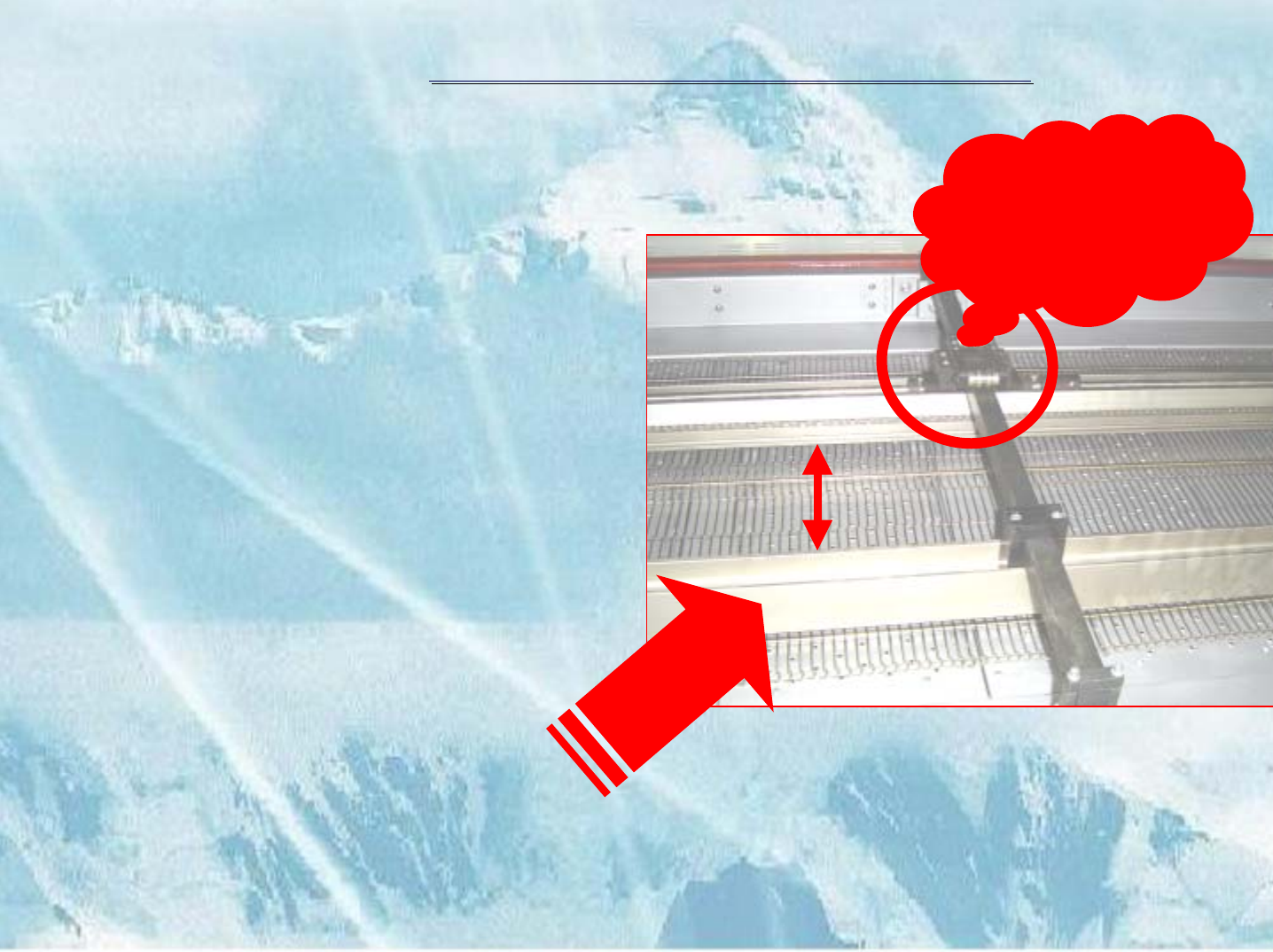
备注: A、轨距偏差标准:机器冷却
状态下轨距偏差
0.5mm
以内,机器
热状态下轨距偏差
1.0mm
以内;
B、以上步骤不得混淆,否则有
可能造成调节不当;
C、同步调节链的张紧度在可能
的状态下请调至最紧的状态;
D、中间调宽装置的滚动系统
不可锁得太紧,否则可能造成调节
轨距时出现轨道抖动现象;
E、正常情况下轨道的宽度设置
应等于PCB宽度1.0mm。
不可锁
得太紧
2004-10-7 GS SERIES 76
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
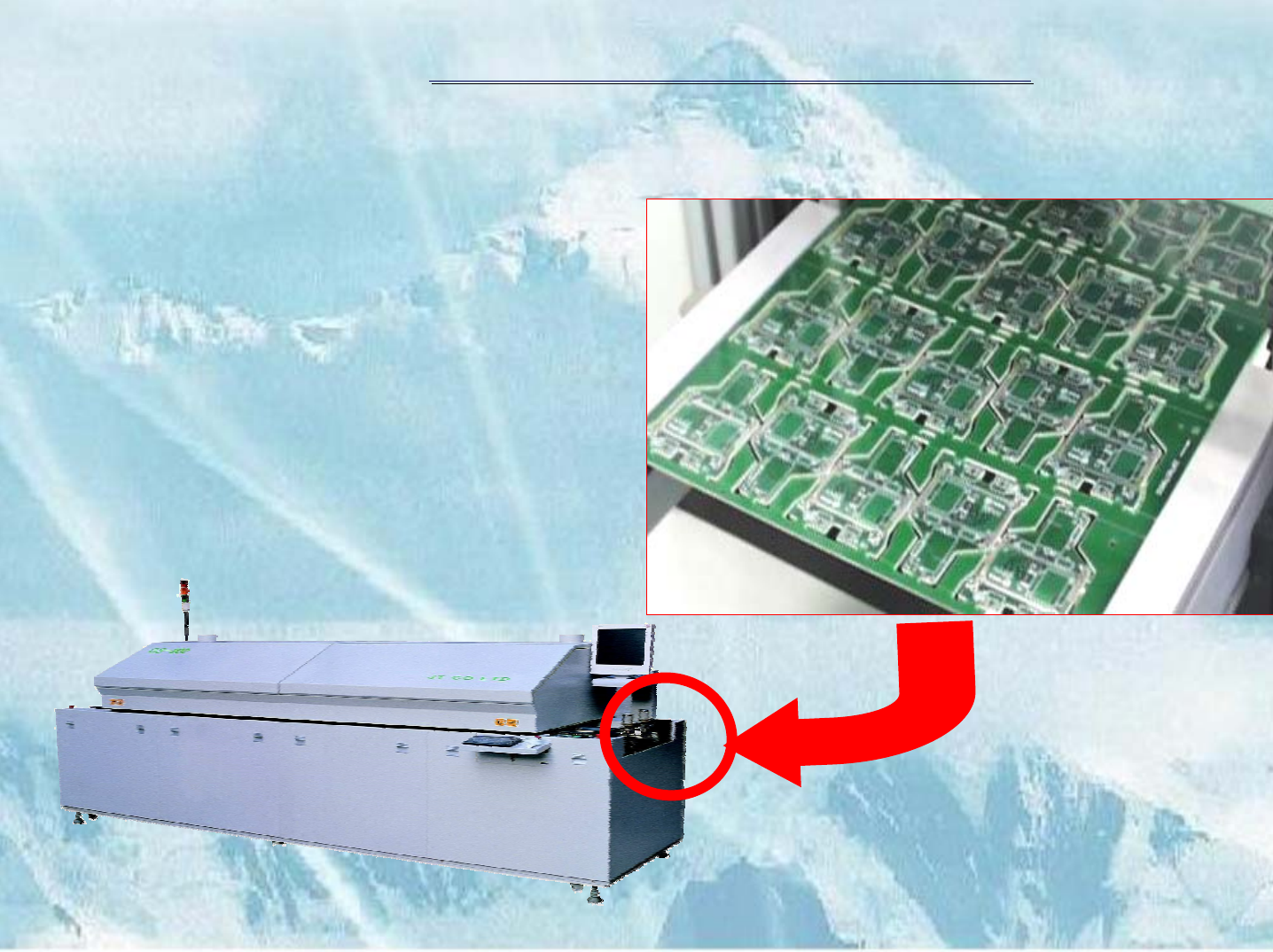
相关因素:炉前接驳与炉体对接不顺。
具体表现:炉前接驳台上的PCB板进
入炉体时,因前后两部分轨道不在
同一直线上,而接驳台速度较快,
PCB板会冲上链条上部而非停在链
条长轴上,在远距离传送中将会跌
落炉体内。
解决方案:将接驳台的轨道与炉体轨
道对接正确。
2004-10-7 GS SERIES 77
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
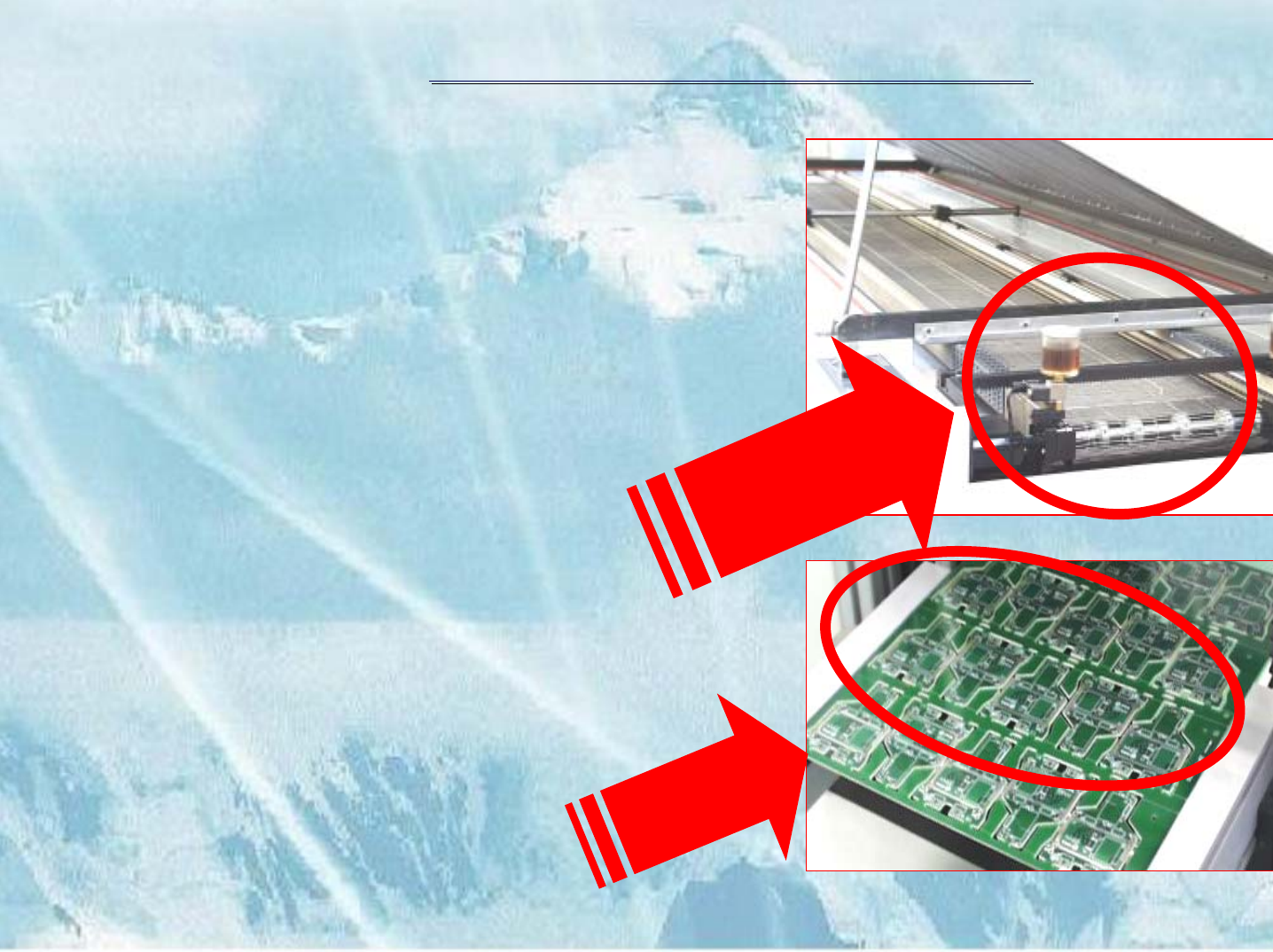
维修流程:
A、切断炉体电源及接驳台电源;
B、拿三片标准PCB板,一片
置于接驳台,一片置于回流焊,一
片置于接驳台与回流焊之间;
C、以固定边为标准,确认3片
板的板边在同一条直线上;
D、检查接驳台的运输高度与
回流炉的运输高度,接驳台的运输
高度须高过炉子的运输高度0-
0.5mm;
E、设备上电,多次检查入口进
板是否顺畅。
固
定
边
与
上
线
轨
道
固
定
边
在
同
一
直
线
轨
高
过
炉
子
M
道
0
.
5
M