GS系列机型.pdf - 第125页
2004-10-7 GS SERIES 125 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 9.2.1.5 回流焊接工艺及调试 运输速度 从生 产效 率的 角度 来看 ,炉子的速度愈快,单位时间炉内通过的产品数量越多。 但考虑到元件的耐热冲击性以及每一种炉子的热补 偿能 力, 运输 速度 只能 是 在满足标准锡膏曲线的前提下尽量提升。 20 40 60 80 100 120 140 160 180 200 220 2…
2004-10-7 GS SERIES 124
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
备注:
A、注意板卡跳线须正确;
B、40C排线的方向不可弄反(有的排
线接头无防呆口);
C、210、230、270之间的对接不可
混淆;
D、230卡控制冷水机的启动信号;
E、270卡控制冷水机的报警信号,正
常工作时741信号线处于导通状态。
640
641
690
691
625
626
627
628
629
630
631
632
423
634
720
741
Cooling control
N2 control
C-spt raise
C-spt down
blower ( Z1B)
blower ( Z2B)
blower ( Z3B)
blower ( Z4B)
blower ( Z5B)
blower ( Z6B)
blower ( Z7B)
blower ( Z8B)
Cy.sp adjt-
Cy.sp adjt+
Cover close
Malfunction
8 LED 9 LED 10 LED 11 LED 12 LED13 LED14 LED15 LED16
640 641 690 691
2
4
230 Control
270 Control
260 Control
270 Control
2004-10-7 GS SERIES 125
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
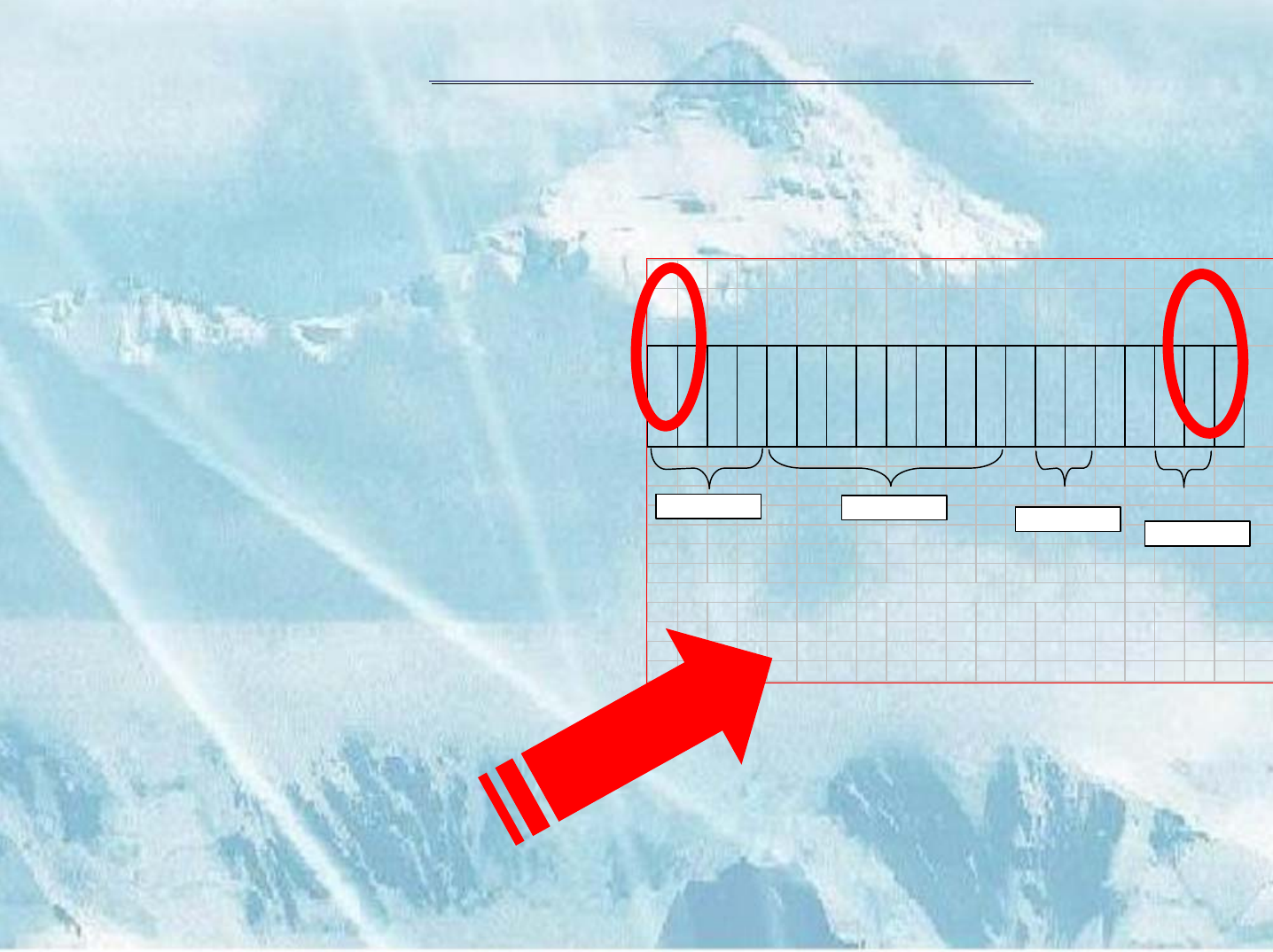
9.2.1.5 回流焊接工艺及调试
运输速度
从生产效率的角度来看,炉子的速度愈快,单位时间炉内通过的产品数量越多。
但考虑到元件的耐热冲击性以及每一种炉子的热补偿能力,运输速度只能是
在满足标准锡膏曲线的前提下尽量提升。
20
40
60
80
100
120
140
160
180
200
220
240
260
0 50 100 150 200 250 300
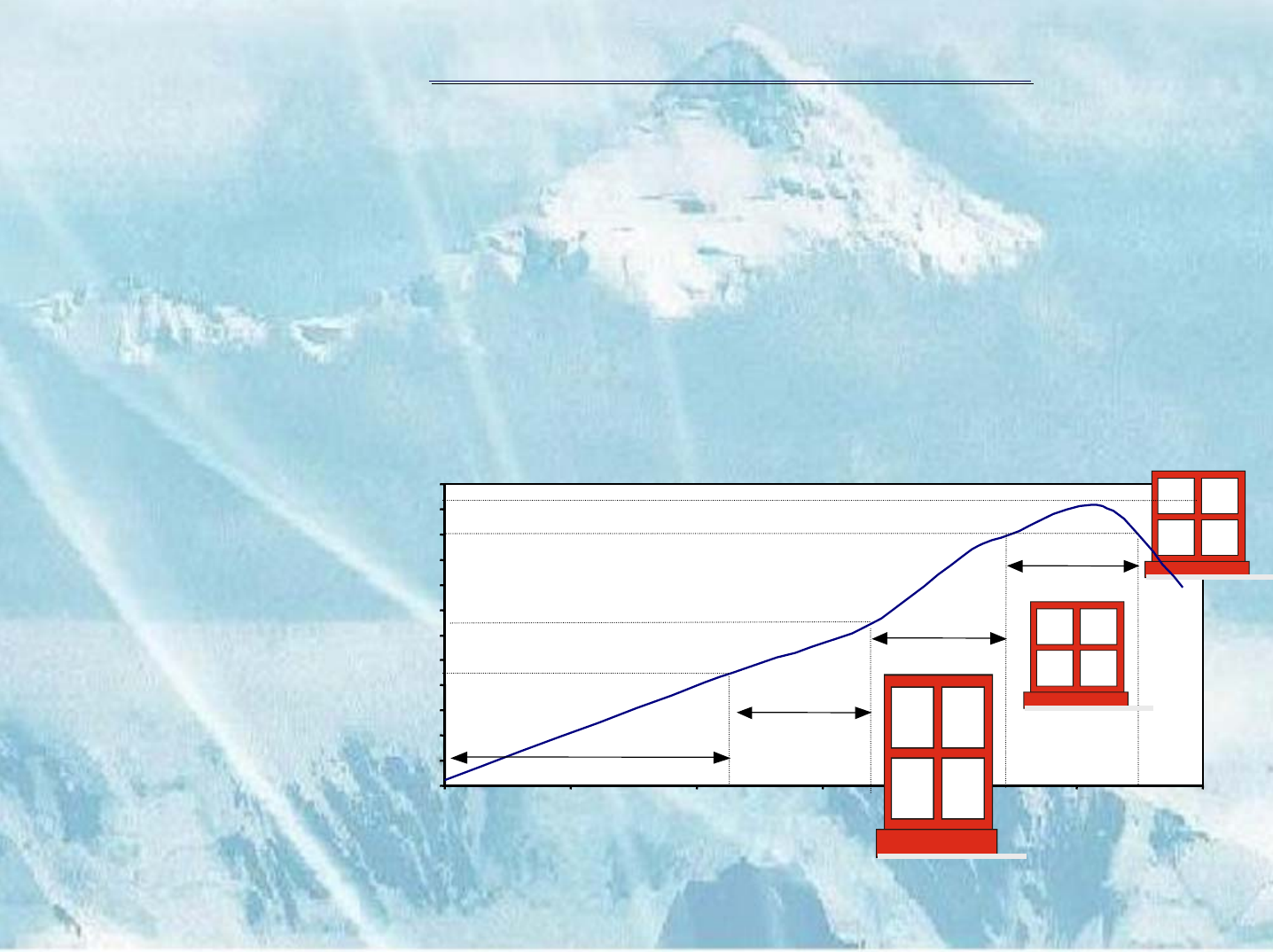
Temperatur (C)
Aktivierungszone
50-70 Sek.
typical
Reflow Zone
50-60 Sek. typisch
Peak Temp.(235-245
o
C)
Vorheizzone
40 - 70 Sek. typisch
Vorheizzone = 110-150° C
o
Aktivierungszone = 150-220° C
o
Reflow Zone = 220 °C
o
Anstiegstemp. 0.5-
Aktivierung: 50 - 70 sec.
Peak: 235°C – 245°C
20
sec
20
sec
Profil: (SnAgCu)
Reflow: 50 - 60 sec
.
10
°C
10
°C
10
°C
10
°C
2004-10-7 GS SERIES 126
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
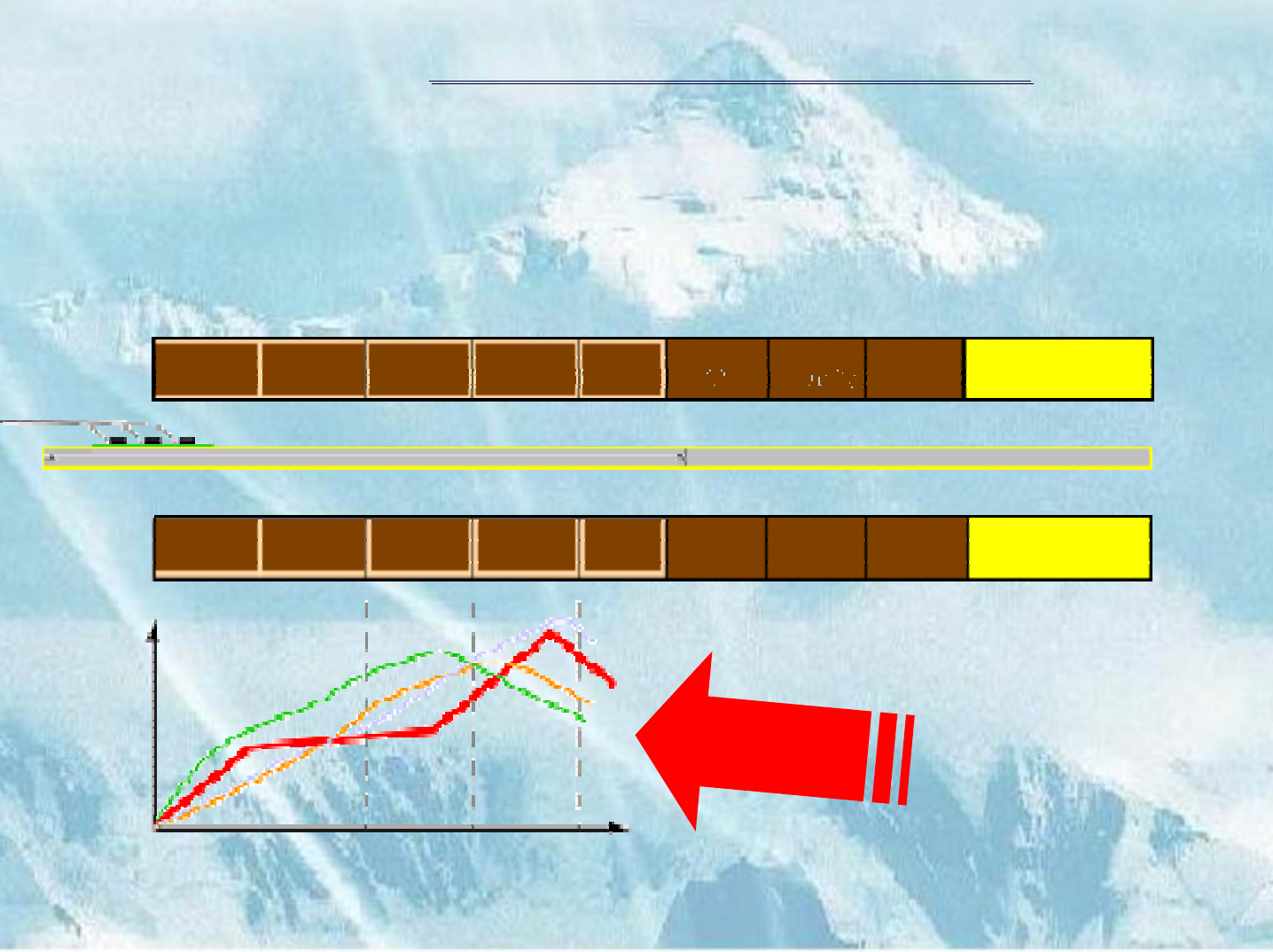
运输速度
运输和热补偿性能结合在一起可直接作为一个恒量炉子性能好坏的指标。一般来
讲,我们在满足生产正常产量的情况下,炉子的最高温度设定与PCB板面实
测温度越接近,我们说这台炉子的热补偿性能好。
Zone 1 Zone 2 Zone 3 Zone 4 zone5 zone6 zone7 zone8 Cool
Zone 1 Zone 2 Zone 3 Zone 4 zone5 zone6 zone7 zone8 Cool
S
V
值
与
P
V
值
差
值
越
小
越
好