GS系列机型.pdf - 第32页
2004-10-7 GS SERIES 32 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 8. 609 -612由270控制卡控制(记 数/记时,由40C排线的9-12脚对 应) 。其中610,612控制下层加 热,条件是须先打开加热风机,若 机器 方向 为 左- 右 则控 制5 -6区,右- 左则控制3-4区。 记 数 / 定 时 输 出
2004-10-7 GS SERIES 31
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
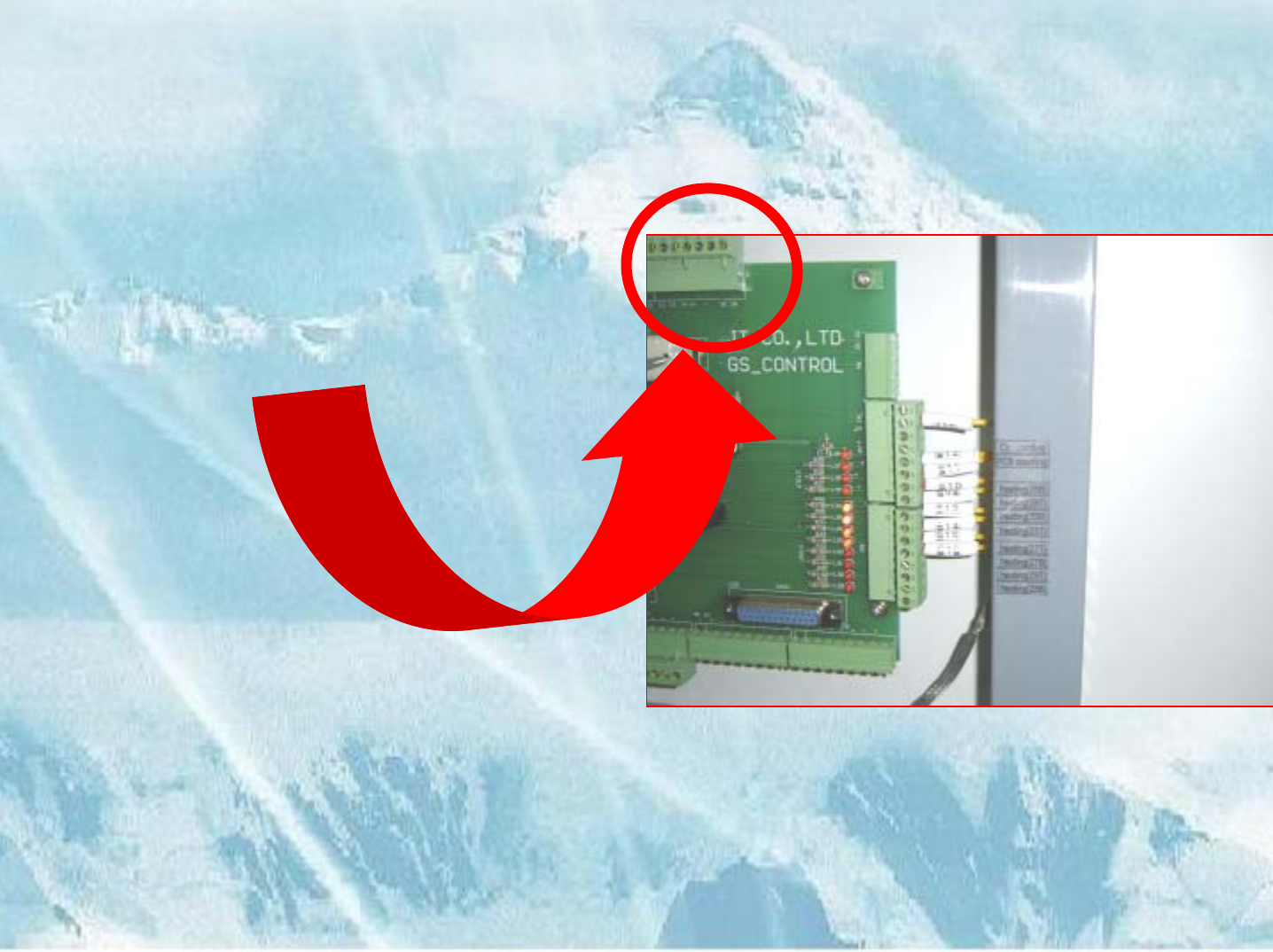
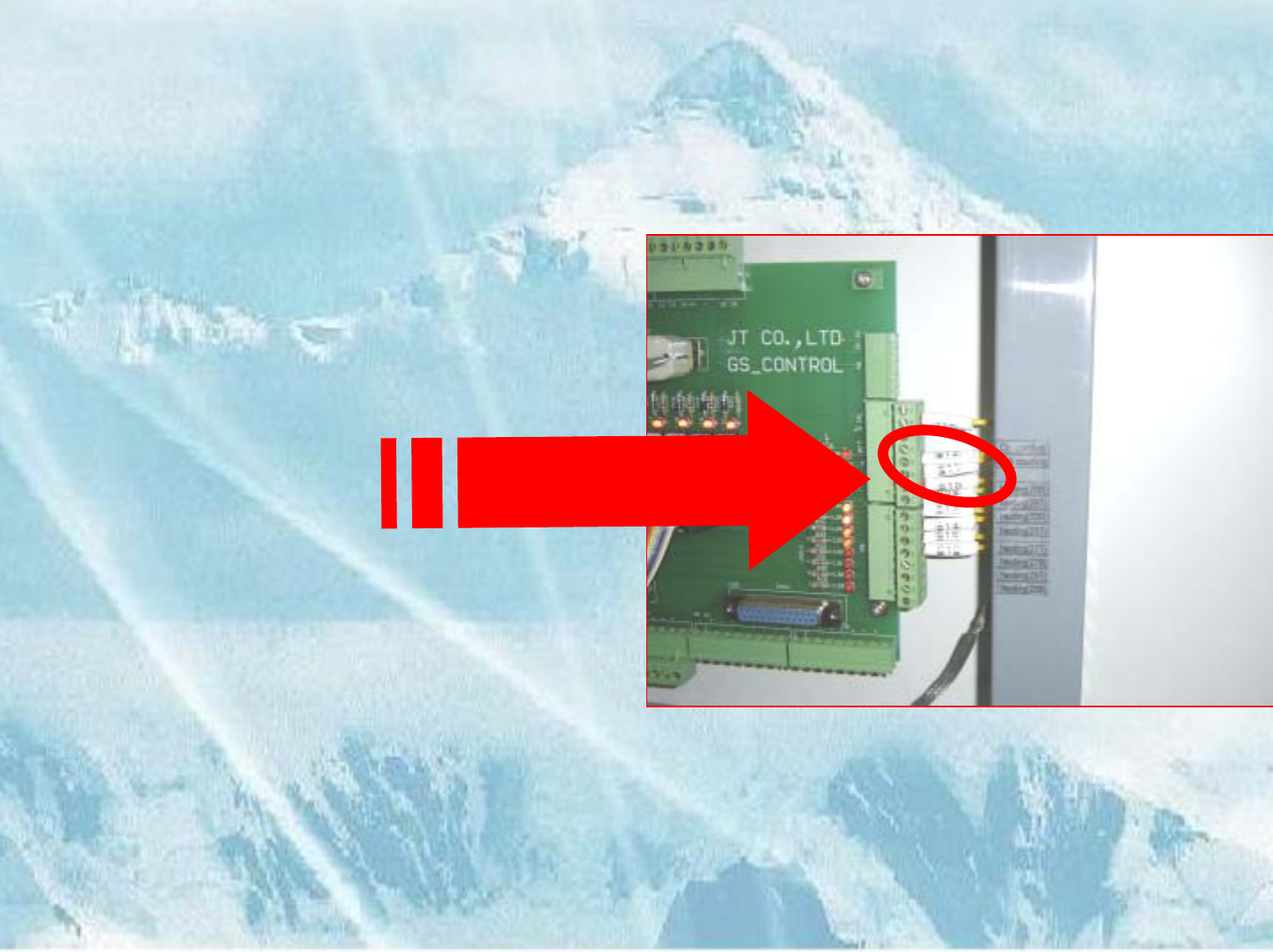
7.709,710,720,741由270
控制卡控制(隔离输入,由40C排
线的35,36,21,22脚对应)。
对应PCB记数,传输记数,炉胆关
闭,制冷故障。
2004-10-7 GS SERIES 32
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
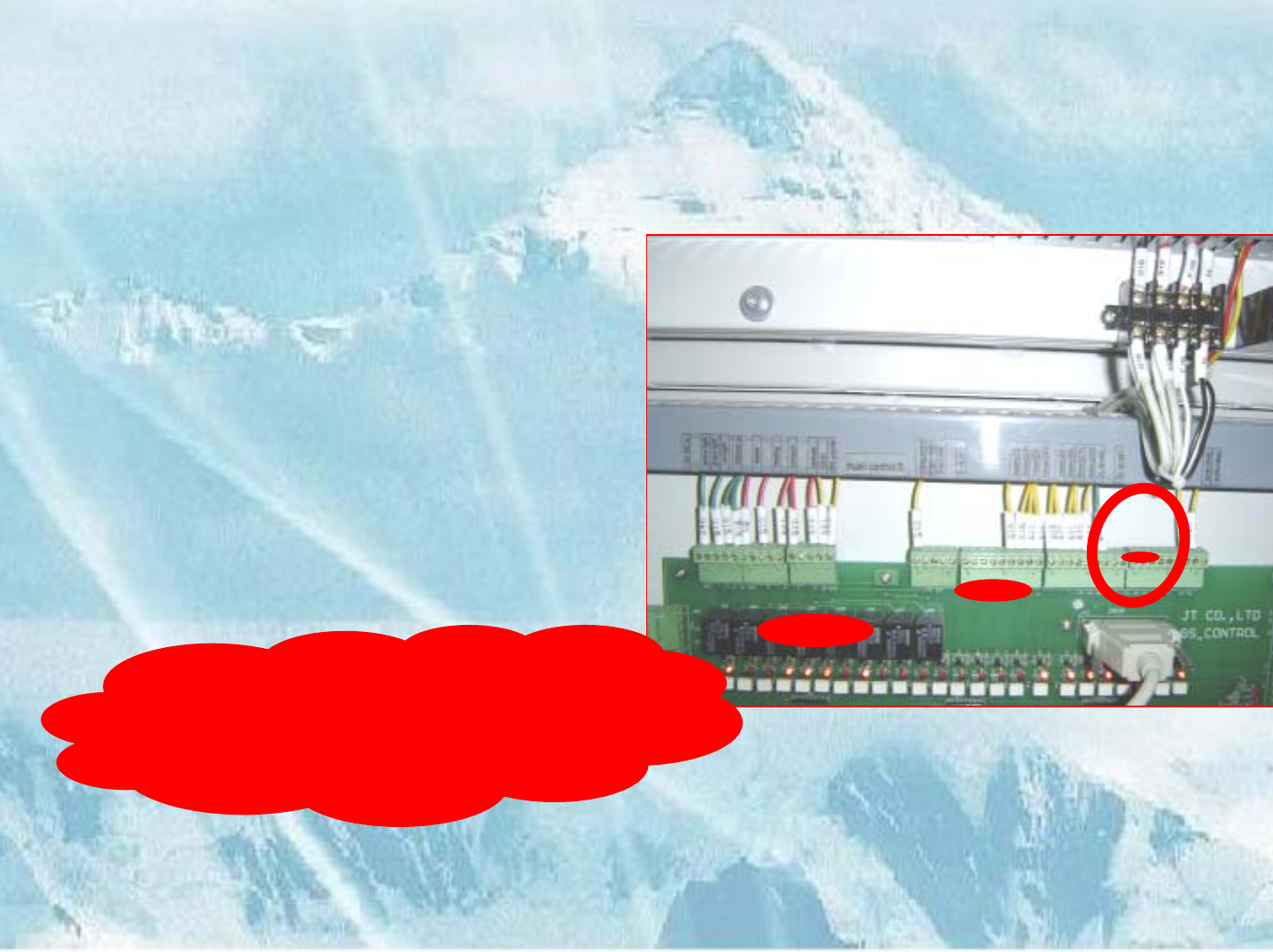
8.609-612由270控制卡控制(记
数/记时,由40C排线的9-12脚对
应)。其中610,612控制下层加
热,条件是须先打开加热风机,若
机器方向为左-右则控制5-6区,右-
左则控制3-4区。
记
数
/
定
时
输
出
2004-10-7 GS SERIES 33
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
9.423,634由260卡控制,是速
度控制信号,对应25C缆线2,5脚。
0.1-2.5VDC输出