GS系列机型.pdf - 第114页
2004-10-7 GS SERIES 114 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 相关 因素 :电 气元件或继电器回路故 障。 具体 表现 :调 节锁匙开关,马达无任 何动作。 解决 方案 :检 查电气回路中的相关元 件及控制线路,并排除故障。 速 度 可 调
2004-10-7 GS SERIES 113
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
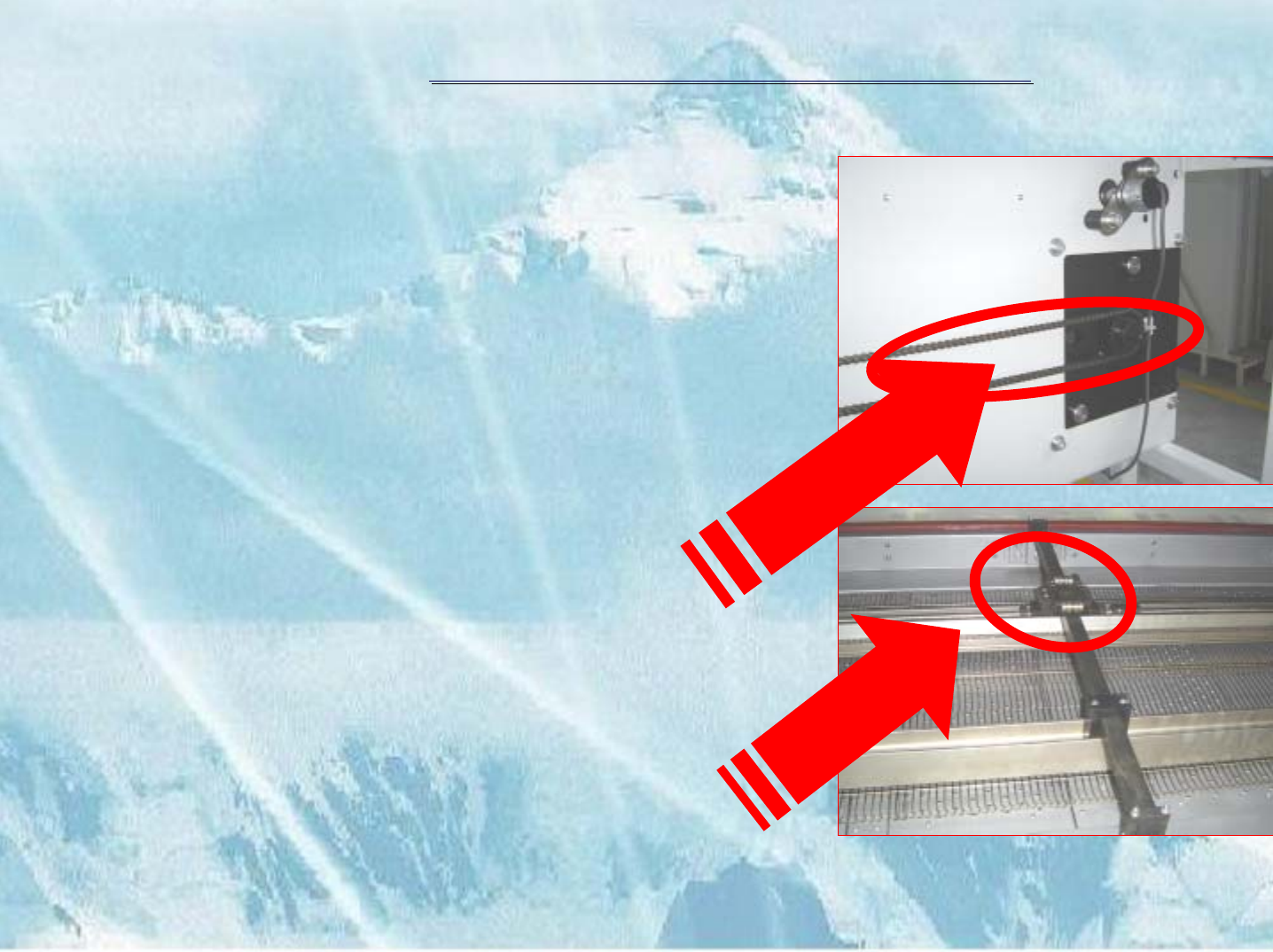
维修流程:A、检查入口、出口传动丝
杆有无卡住;
B、检查马达传动齿轮,链条以
及同步传动链有无卡住环节;
C、检查各齿轮的定位机米有无
松脱;
D、检查活动导轨上的同步传
动齿轮有无卡住。
备注: 中间丝杆的调宽部件在设计
上是间隙较大的,若齿条上方的滚
轮压得过紧,可造成卡住或有抖动
现象产生。
无
机
械
卡
死
保
持
间
隙
2004-10-7 GS SERIES 114
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
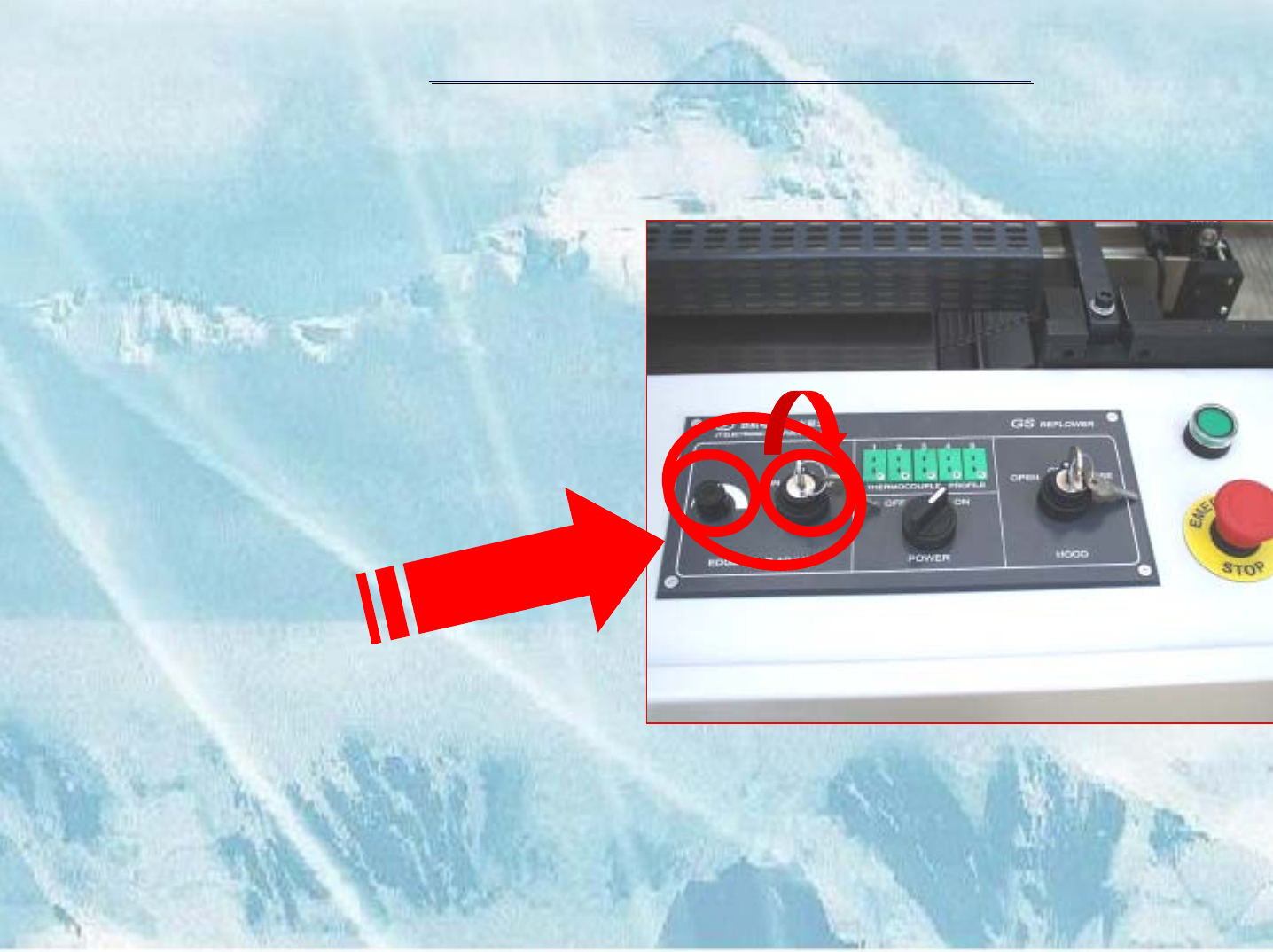
相关因素:电气元件或继电器回路故
障。
具体表现:调节锁匙开关,马达无任
何动作。
解决方案:检查电气回路中的相关元
件及控制线路,并排除故障。
速
度
可
调
2004-10-7 GS SERIES 115
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
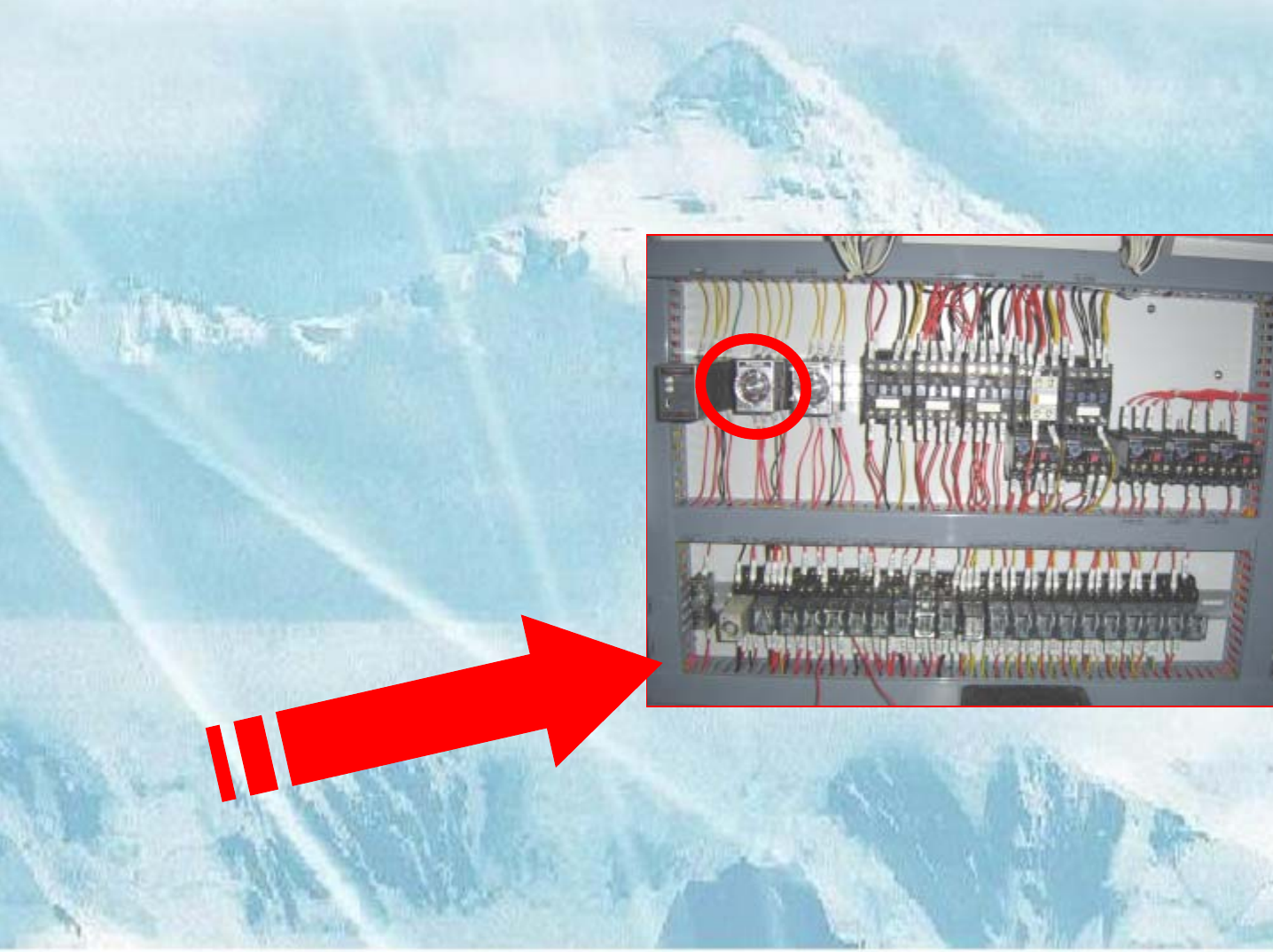
维修流程:A、将锁匙开关放置ON位
置,检查马达有无工作电压;
B、检查DV1204调速器的工作
是否正常;
C、检查继电器CR3、CR4以
及相关电路是否正常;
D、检查行程开关及热继电器
有否故障。
备注: 注意面板开关上的电位器的
量程,若电位器被置于最小位置则
宽窄调节不可调。
参
考
电
路
图
理
清
控
制
原
理